

Injection Molding: Cara Kerja, Jenis, dan Peranannya dalam Manufaktur Modern
Injection molding telah menjadi salah satu proses manufaktur paling dominan di dunia industri modern, digunakan untuk memproduksi miliaran komponen plastik setiap tahunnya, mulai dari casing smartphone hingga panel interior kendaraan. Di balik kesederhanaannya sebagai “proses cetak”, terdapat sistem yang sangat presisi, melibatkan kontrol tekanan, suhu, dan waktu secara bersamaan untuk menghasilkan produk dengan tingkat konsistensi tinggi.
Popularitasnya bukan tanpa alasan. Kemampuan injection molding dalam memproduksi part kompleks dengan volume besar dan biaya per unit yang rendah menjadikannya pilihan utama bagi produsen di berbagai sektor, dari otomotif, elektronik, hingga medis. Namun seperti teknologi manufaktur lainnya, proses ini memiliki karakteristik, keterbatasan, dan tantangan tersendiri yang perlu dipahami sebelum diterapkan.
- Apa Itu Injection Molding?
- Bagaimana Proses Injection Molding Bekerja?
- Jenis-Jenis Injection Molding
- Komponen Utama Mesin Injection Molding
- Material yang Digunakan dalam Injection Molding
- Kelebihan dan Kekurangan Injection Molding
- Perbedaan Injection Molding dengan Metode Lain
- Penerapan Injection Molding di Berbagai Industri
- Peran Software ERP dalam Injection Molding
- Tren dan Inovasi Injection Molding
- Optimalkan Produksi Injection Molding Anda dengan Software ERP
Apa Itu Injection Molding?
Injection molding adalah proses manufaktur yang bekerja dengan cara menyuntikkan material dalam kondisi cair ke dalam cetakan bertekanan tinggi, lalu membiarkannya mendingin dan mengeras hingga membentuk produk akhir yang siap pakai. Proses ini dirancang untuk menghasilkan part dengan bentuk yang kompleks, dimensi yang presisi, dan permukaan yang konsisten dalam jumlah produksi yang sangat besar.
Konsep dasarnya sebenarnya tidak jauh berbeda dengan proses pengecoran logam, material dipanaskan hingga cair, dimasukkan ke dalam cetakan, lalu dikeluarkan setelah padat. Yang membedakan injection molding adalah tingkat kontrol yang dibutuhkan selama prosesnya, serta kemampuannya untuk mereproduksi geometri yang rumit dengan toleransi yang sangat ketat, bahkan hingga skala mikron.
Bagaimana Proses Injection Molding Bekerja?
Setiap siklus injection molding dimulai dari satu tindakan sederhana namun krusial, mengunci cetakan. Dua bagian cetakan, yaitu core dan cavity, dirapatkan oleh unit clamping dengan tekanan yang sangat besar untuk menahan gaya injeksi yang akan datang. Tanpa kuncian yang sempurna, material cair bisa bocor ke celah cetakan dan menghasilkan cacat yang dikenal sebagai flash, lapisan tipis berlebih pada tepi produk yang merusak dimensi dan estetika part.
Setelah cetakan terkunci, material plastik dalam bentuk granul dimasukkan ke dalam barrel, dipanaskan hingga mencair, lalu disuntikkan ke dalam rongga cetakan melalui nozzle dengan tekanan tinggi. Di sinilah presisi benar-benar diuji, kecepatan dan tekanan injeksi harus dikontrol ketat agar seluruh rongga terisi penuh tanpa menimbulkan cacat seperti short shot di area yang tidak terisi, atau weld line yang muncul ketika dua aliran material bertemu dan tidak menyatu sempurna.
Begitu rongga cetakan terisi penuh, tahap pendinginan dimulai. Ini adalah fase terpanjang dalam satu siklus, umumnya menyumbang 50–70% dari total waktu produksi. Sistem saluran pendingin yang tertanam di dalam cetakan mengalirkan air secara terus-menerus untuk memadatkan material secara merata. Pendinginan yang tidak seragam bisa menyebabkan warping, kondisi di mana produk melengkung atau berubah bentuk setelah dikeluarkan dari cetakan.
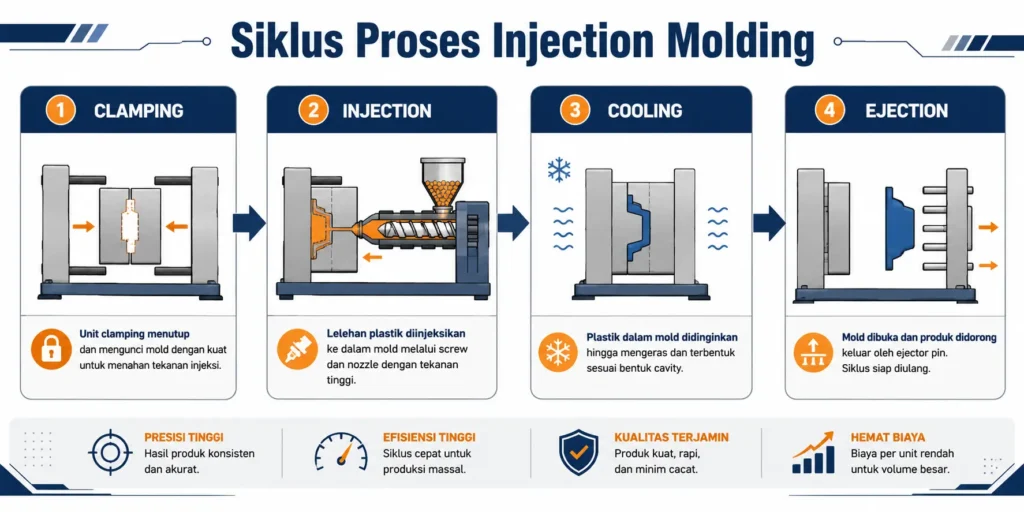
Ketika material sudah mengeras sempurna, cetakan terbuka dan produk didorong keluar oleh sistem ejector. Di sinilah peran draft angle, kemiringan kecil pada dinding part, menjadi sangat penting. Tanpa sudut kemiringan yang tepat, produk bisa tersangkut di dalam cetakan dan rusak saat proses pelepasan. Setelah produk keluar, cetakan kembali menutup dan siklus berikutnya dimulai.
Keseluruhan proses ini bisa berlangsung hanya dalam beberapa detik hingga beberapa menit, tergantung kompleksitas part dan jenis material yang digunakan. Justru di sinilah letak kekuatan injection molding, siklus yang singkat, konsisten, dan dapat diulang ribuan kali tanpa penurunan kualitas yang berarti, menjadikannya tulang punggung produksi massal di hampir semua sektor industri.
Jenis-Jenis Injection Molding
Injection molding bukan satu metode tunggal, seiring berkembangnya kebutuhan industri, proses ini telah berevolusi menjadi berbagai varian yang masing-masing dirancang untuk mengatasi keterbatasan atau memperluas kemampuan proses standar. Memahami jenis-jenisnya penting untuk menentukan pendekatan mana yang paling sesuai dengan karakteristik produk yang ingin dihasilkan.
Thermoplastic Injection Molding
Ini adalah jenis yang paling umum dan paling banyak digunakan di industri. Material termoplastik seperti ABS, polypropylene, dan nylon dipanaskan hingga cair, disuntikkan ke cetakan, lalu mengeras saat didinginkan. Salah satu keunggulan utamanya adalah sifat material yang reversibel, termoplastik bisa dipanaskan ulang dan dibentuk kembali, sehingga material sisa produksi dapat didaur ulang tanpa kehilangan properti mekanisnya secara signifikan.
Kombinasi antara fleksibilitas material, kecepatan siklus, dan efisiensi biaya menjadikan thermoplastic injection molding sebagai pilihan default untuk produksi massal di hampir semua sektor manufaktur.
Thermoset Injection Molding
Berbeda dengan termoplastik, material termoset mengalami reaksi kimia permanen, disebut curing, saat dipanaskan dan tidak bisa kembali ke bentuk cair setelah mengeras. Proses ini menghasilkan struktur molekul yang sangat rapat dan stabil, sehingga produk akhirnya memiliki ketahanan panas, kimia, dan listrik yang jauh lebih tinggi dibanding termoplastik.
Jenis ini banyak digunakan untuk komponen kelistrikan, soket, dan part yang harus bertahan di lingkungan dengan suhu ekstrem atau paparan bahan kimia agresif. Konsekuensinya, material termoset tidak bisa didaur ulang dan cetakan harus dirancang khusus untuk menahan panas curing tanpa merusak struktur produk.
Gas-Assisted Injection Molding
Pada varian ini, gas nitrogen bertekanan tinggi disuntikkan ke dalam cetakan bersamaan atau sesaat setelah material plastik cair mengisi sebagian rongga. Gas mendorong material ke seluruh sudut cetakan sekaligus membentuk saluran berongga di bagian dalam produk. Hasilnya adalah part yang lebih ringan, dengan permukaan luar yang mulus dan bebas sink mark, cacat permukaan yang umum terjadi pada part berdinding tebal. Teknik ini sangat populer untuk komponen berukuran besar seperti panel interior otomotif, rangka furnitur, dan pegangan peralatan rumah tangga di mana bobot ringan dan estetika permukaan menjadi prioritas.
Insert Molding
Proses ini menggabungkan komponen lain, paling umum berupa insert logam seperti baut, mur, atau elektroda, ke dalam cetakan sebelum plastik disuntikkan. Material plastik cair mengalir mengelilingi insert dan menyatu dengannya secara mekanis saat mengeras, menghasilkan part komposit yang kuat dalam satu langkah produksi tanpa proses perakitan tambahan. Pendekatan ini tidak hanya menghemat waktu dan biaya produksi, tetapi juga menghasilkan ikatan antara logam dan plastik yang jauh lebih kuat dan presisi dibanding metode pemasangan konvensional seperti press-fit atau adhesive bonding.
Overmolding
Overmolding adalah proses dua tahap di mana material kedua disuntikkan langsung di atas substrat part yang sudah jadi sebelumnya. Substrat pertama biasanya berupa plastik keras, sementara material kedua umumnya adalah elastomer atau TPE yang lebih lunak dan fleksibel.
Teknik ini banyak digunakan untuk menciptakan produk dengan kombinasi kekakuan struktural dan kenyamanan sentuhan, seperti gagang alat bedah, grip obeng, casing perangkat elektronik, hingga sikat gigi. Selain fungsi ergonomis, overmolding juga sering dimanfaatkan untuk tujuan estetika, seperti menambahkan warna kedua pada produk tanpa proses finishing tambahan.
Multi-Component Injection Molding
Varian ini memungkinkan dua atau lebih material berbeda, baik berbeda jenis, warna, maupun properti mekanis, disuntikkan dalam satu siklus produksi menggunakan cetakan khusus yang dilengkapi dengan beberapa unit injeksi.
Berbeda dengan overmolding yang memerlukan dua tahap terpisah, multi-component injection molding mengintegrasikan seluruh proses dalam satu mesin secara simultan, sehingga waktu siklus lebih singkat dan konsistensi kualitas lebih terjaga. Hasilnya adalah part multi-material yang terintegrasi sempurna, sangat efisien untuk produk konsumen dengan desain kompleks seperti lampu otomotif, komponen medis, dan perangkat elektronik portabel.
Perlu dicatat bahwa dari semua varian di atas, proses injection molding berbeda secara fundamental dengan blow molding yang lebih spesifik untuk produk berongga berdinding tipis seperti botol dan wadah.
Baca juga: Mold Casting: Proses, Jenis, dan Penerapannya di Industri Manufaktur
Komponen Utama Mesin Injection Molding
Mesin injection molding mungkin terlihat seperti satu unit yang monolitik dari luar, tetapi di dalamnya terdapat sistem-sistem yang bekerja secara terkoordinasi dengan presisi tinggi. Memahami komponen utamanya bukan hanya penting bagi operator mesin, tetapi juga bagi engineer dan manajer produksi yang perlu mengoptimalkan performa lini produksi secara keseluruhan.
Hopper
Hopper adalah titik masuk material, tempat di mana granul atau pelet plastik dimasukkan sebelum memasuki proses pemanasan. Komponen ini terletak di bagian atas mesin dan bekerja secara gravitasi untuk mengalirkan material ke dalam barrel secara kontinu.
Pada aplikasi tertentu, hopper dilengkapi dengan sistem pengering untuk menghilangkan kelembapan dari material sebelum diproses, langkah krusial untuk material higroskopis seperti nylon atau PET yang rentan mengalami degradasi akibat kandungan air berlebih saat dipanaskan.
Barrel dan Screw
Barrel adalah silinder panjang tempat material plastik dipanaskan secara bertahap hingga mencapai viskositas yang tepat untuk diinjeksikan. Di dalam barrel terdapat screw reciprocating, komponen berbentuk ulir yang berputar untuk mencampur, menekan, dan mendorong material cair ke depan menuju nozzle. Desain geometri screw sangat mempengaruhi kualitas plastisasi, termasuk keseragaman suhu leleh dan distribusi aditif di dalam material. Kombinasi barrel dan screw inilah yang menentukan seberapa konsisten material siap diinjeksikan dari satu siklus ke siklus berikutnya.
Nozzle
Nozzle adalah ujung barrel yang bersentuhan langsung dengan cetakan, titik di mana material cair bertekanan tinggi dialirkan masuk ke dalam sistem runner cetakan. Desain nozzle harus mampu menahan tekanan injeksi yang sangat besar sekaligus memastikan tidak ada material yang menetes atau bocor saat cetakan terbuka. Pada beberapa aplikasi, nozzle dilengkapi dengan valve khusus untuk mengontrol aliran material secara lebih presisi, terutama untuk material dengan viskositas rendah yang lebih rentan terhadap drooling.
Mold (Cetakan)
Mold adalah jantung dari keseluruhan proses, komponen inilah yang menentukan bentuk, dimensi, dan kualitas permukaan produk akhir. Sebuah mold terdiri dari dua bagian utama: core yang membentuk sisi dalam produk, dan cavity yang membentuk sisi luarnya.
Di dalam mold juga terdapat sistem runner untuk mengalirkan material, gate sebagai titik masuk material ke rongga cetakan, serta saluran pendingin yang mengalirkan cairan untuk mempercepat pemadatan. Investasi pada mold berkualitas tinggi, biasanya terbuat dari baja tool steel yang dikeraskan, adalah keputusan jangka panjang karena satu mold yang baik bisa bertahan hingga jutaan siklus produksi.
Clamping Unit
Clamping unit bertugas membuka dan menutup cetakan serta mempertahankan kuncian selama proses injeksi berlangsung. Kekuatan clamping diukur dalam satuan ton, mesin kecil mungkin hanya membutuhkan 5 ton, sementara mesin untuk part otomotif besar bisa memerlukan lebih dari 4.000 ton gaya clamping.
Pemilihan kapasitas clamping yang tepat sangat penting, terlalu kecil akan menyebabkan cetakan terbuka saat injeksi dan menghasilkan flash, sementara kapasitas berlebih hanya membuang energi dan meningkatkan biaya operasional.
Ejection System
Setelah material mengeras dan cetakan terbuka, sistem ejector bertugas mendorong produk keluar dari rongga cetakan secara terkontrol. Sistem ini umumnya terdiri dari ejector pin, ejector plate, dan return pin yang bekerja secara mekanis atau hidrolik. Desain sistem ejeksi yang buruk dapat meninggalkan bekas pin pada permukaan produk atau bahkan merusak part saat proses pelepasan, terutama untuk produk berdinding tipis atau dengan geometri yang kompleks.
Sistem Kontrol
Seluruh parameter proses, suhu barrel, tekanan injeksi, kecepatan screw, waktu pendinginan, hingga gaya clamping, dikendalikan oleh unit kontrol mesin yang pada mesin modern berbasis komputer dengan antarmuka layar sentuh. Sistem kontrol yang canggih memungkinkan operator menyimpan resep produksi untuk setiap jenis part, memantau konsistensi parameter secara real-time, dan mendeteksi anomali sebelum berkembang menjadi cacat produksi yang masif.
Material yang Digunakan dalam Injection Molding
Pemilihan material dalam injection molding bukan sekadar soal ketersediaan atau harga, ini adalah keputusan teknis yang langsung mempengaruhi sifat mekanis produk, parameter proses, desain cetakan, hingga umur pakai mesin. Setiap material memiliki karakteristik leleh, viskositas, dan perilaku pendinginan yang berbeda, sehingga pemahaman mendalam tentang pilihan material yang tersedia menjadi fondasi penting sebelum proses produksi dirancang.
Termoplastik
Termoplastik adalah kelompok material paling dominan dalam industri injection molding. Sifatnya yang reversibel, bisa dipanaskan ulang dan dibentuk kembali, menjadikannya fleksibel sekaligus ramah daur ulang.
- Polypropylene (PP)
Material serbaguna dengan ketahanan kimia yang baik, ringan, dan biaya relatif rendah. Banyak digunakan untuk kemasan, komponen otomotif, dan produk rumah tangga. - Acrylonitrile Butadiene Styrene (ABS)
Dikenal karena kekuatan benturan yang tinggi dan permukaan yang mudah difinishing. Pilihan utama untuk casing elektronik, mainan, dan komponen interior kendaraan. - Polyethylene (PE)
Tersedia dalam varian HDPE dan LDPE, material ini sangat fleksibel dan tahan terhadap kelembapan. Umum digunakan untuk wadah, tutup botol, dan pipa. - Nylon (PA)
Material dengan kekuatan mekanis tinggi dan ketahanan aus yang baik, cocok untuk roda gigi, bearing, dan komponen struktural yang menanggung beban dinamis. - Polycarbonate (PC)
Transparan, kuat, dan tahan benturan. Digunakan untuk lensa kacamata, komponen optik, dan pelindung mesin. - Polyethylene Terephthalate (PET)
Material dengan kejernihan tinggi dan barrier yang baik terhadap gas dan kelembapan, dominan di industri kemasan makanan dan minuman.
Termoset
Berbeda dengan termoplastik, material termoset mengalami reaksi curing permanen saat dipanaskan dan tidak bisa didaur ulang. Namun sebagai kompensasinya, produk yang dihasilkan memiliki ketahanan termal dan kimia yang jauh lebih superior.
- Epoxy
Ketahanan kimia dan mekanis yang sangat tinggi, banyak digunakan untuk komponen kelistrikan dan aerospace. - Phenolic (Bakelite)
Salah satu material termoset tertua, dikenal karena isolasi listrik yang baik dan stabilitas dimensi pada suhu tinggi. - Melamine
Permukaan keras dan tahan gores, umum digunakan untuk peralatan makan dan laminasi furnitur.
Elastomer dan TPE
Thermoplastic Elastomer (TPE) adalah kategori material yang menjembatani sifat karet dan plastik, fleksibel seperti elastomer namun dapat diproses seperti termoplastik. Material ini banyak digunakan dalam aplikasi overmolding untuk grip, seal, dan komponen yang membutuhkan kenyamanan sentuhan atau kemampuan meredam getaran.
Material Komposit dan Filled Polymer
Untuk aplikasi yang membutuhkan performa lebih tinggi, material dasar termoplastik sering dikombinasikan dengan filler atau reinforcement:
- Glass-filled nylon
Penambahan serat kaca meningkatkan kekakuan dan stabilitas dimensi secara signifikan, cocok untuk komponen struktural di industri otomotif dan industri. - Carbon fiber-filled polymers
Menghasilkan part yang sangat ringan namun kuat, digunakan di aerospace dan peralatan olahraga premium. - Mineral-filled PP
Meningkatkan kekakuan dan mengurangi shrinkage, umum untuk komponen otomotif dan elektronik.
Pemilihan material yang tepat tidak bisa dilepaskan dari pertimbangan proses, suhu leleh, tekanan injeksi yang dibutuhkan, waktu pendinginan, hingga kompatibilitas material dengan desain cetakan semuanya harus dievaluasi secara terintegrasi sebelum produksi dimulai.
Kelebihan dan Kekurangan Injection Molding
Tidak ada metode manufaktur yang sempurna untuk semua situasi, dan injection molding tidak terkecuali. Proses ini menawarkan keunggulan yang sangat signifikan dalam konteks produksi massal, namun di sisi lain membawa konsekuensi biaya dan keterbatasan teknis yang perlu dipertimbangkan secara matang. Titik kritisnya ada di fase awal, investasi cetakan yang tinggi menjadikan injection molding kurang ekonomis untuk volume kecil, namun begitu break-even tercapai, biaya per unit bisa sangat kompetitif dibanding metode lainnya. Berikut gambaran lengkapnya:
| Aspek | Kelebihan | Kekurangan |
|---|---|---|
| Volume Produksi | Sangat efisien untuk produksi massal jutaan unit | Tidak ekonomis untuk volume kecil atau prototipe |
| Biaya Per Unit | Sangat rendah setelah biaya cetakan teramortisasi | Biaya awal investasi cetakan sangat tinggi |
| Konsistensi Kualitas | Repeatability dan presisi dimensi sangat tinggi | Cacat sulit dikoreksi tanpa modifikasi cetakan |
| Kompleksitas Desain | Mampu menghasilkan geometri kompleks dalam satu siklus | Desain harus mempertimbangkan draft angle dan parting line |
| Kecepatan Produksi | Waktu siklus per unit sangat cepat | Lead time awal panjang dari desain cetakan hingga produksi |
| Fleksibilitas Desain | Kompatibel dengan ratusan jenis material | Perubahan desain setelah cetakan jadi sangat mahal |
| Otomasi | Tingkat otomasi tinggi, minim intervensi operator | Setup dan kalibrasi awal membutuhkan keahlian teknis tinggi |
| Limbah Material | Sisa runner termoplastik dapat didaur ulang | Material termoset tidak bisa didaur ulang |
| Lingkungan | Efisiensi material tinggi, minimal scrap | Konsumsi energi mesin relatif besar |
Keputusan menggunakan injection molding pada dasarnya adalah keputusan jangka panjang, semakin besar volume produksi yang direncanakan, semakin kuat justifikasi investasinya. Untuk volume di bawah ribuan unit, metode alternatif seperti 3D printing atau CNC machining perlu dipertimbangkan terlebih dahulu sebelum berkomitmen pada pembuatan cetakan.
Perbedaan Injection Molding dengan Metode Lain
Injection molding sering dibandingkan dengan metode manufaktur lain karena pada permukaan luarnya, beberapa proses terlihat menghasilkan output yang serupa, part dengan bentuk tertentu dalam jumlah banyak. Namun perbedaannya jauh lebih dalam dari sekadar cara material dibentuk.
Setiap metode memiliki sweet spot tersendiri dalam hal material, volume, kompleksitas desain, dan biaya, dan memilih yang salah bisa berdampak besar pada efisiensi dan profitabilitas produksi. Perlu dicatat bahwa injection molding juga berbeda secara fundamental dengan blow molding yang dirancang khusus untuk produk berongga berdinding tipis seperti botol dan wadah.
| Aspek | Injection Molding | Compression Molding | Die Casting | 3D Printing |
|---|---|---|---|---|
| Material Utama | Termoplastik, termoset, elastomer | Termoset, komposit, karet | Logam (aluminium, zinc, magnesium) | Plastik, resin, logam, komposit |
| Mekanisme Proses | Material cair disuntikkan ke cetakan bertekanan | Material ditekan ke dalam cetakan terbuka dengan tekanan | Logam cair disuntikkan ke cetakan logam bertekanan tinggi | Material dibangun lapis demi lapis |
| Volume Produksi | Sangat tinggi, jutaan unit | Menengah hingga tinggi | Sangat tinggi | Rendah hingga menengah |
| Biaya Cetakan | Sangat tinggi | Menengah | Sangat tinggi | Tidak memerlukan cetakan |
| Biaya Per Unit | Sangat rendah pada volume tinggi | Menengah | Rendah pada volume tinggi | Relatif tinggi per unit |
| Kompleksitas Geometri | Sangat tinggi | Terbatas | Tinggi | Sangat tinggi |
| Presisi Dimensi | Sangat tinggi | Menengah | Tinggi | Menengah hingga tinggi |
| Kecepatan Siklus | Sangat cepat | Lebih lambat | Cepat | Lambat |
| Fleksibilitas Desain | Rendah setelah cetakan jadi | Rendah setelah cetakan jadi | Rendah setelah cetakan jadi | Sangat tinggi |
| Aplikasi Umum | Elektronik, otomotif, medis, konsumen | Komponen kelistrikan, aerospace, karet | Komponen otomotif, housing elektronik logam | Prototipe, customisasi, produksi kecil |
Dari perbandingan di atas, injection molding menempatkan dirinya sebagai pilihan paling optimal ketika volume produksi tinggi, material berbasis plastik, dan konsistensi dimensi menjadi prioritas utama. Die casting mengisi peran serupa namun untuk aplikasi berbahan logam, sementara 3D printing justru menjadi komplementer yang ideal di fase prototipe sebelum investasi cetakan injection molding dilakukan.
Penerapan Injection Molding di Berbagai Industri
Injection molding adalah salah satu proses manufaktur dengan jangkauan aplikasi paling luas di dunia industri modern. Hampir tidak ada sektor yang tidak bersentuhan dengan produk yang dihasilkan oleh proses ini, dari komponen sekecil konektor elektronik hingga panel besar pada kendaraan komersial. Luasnya adopsi ini bukan kebetulan, melainkan cerminan dari kemampuan injection molding dalam memenuhi tuntutan yang sangat beragam: presisi tinggi, volume besar, material fleksibel, dan biaya per unit yang kompetitif.
Industri Otomotif
Sektor otomotif adalah salah satu pengguna terbesar injection molding secara global. Hampir setiap komponen interior kendaraan, dashboard, door trim, konsol tengah, hingga cluster instrumen, diproduksi menggunakan proses ini. Di sisi eksterior, bumper, grille, dan housing lampu juga mengandalkan injection molding untuk mencapai toleransi dimensi yang ketat dan permukaan yang siap finishing. Tren elektrifikasi kendaraan justru memperluas peran injection molding lebih jauh, karena komponen housing baterai, bracket motor, dan sistem manajemen termal banyak yang beralih ke material plastik teknik berperforma tinggi.
Industri Elektronik dan Perangkat Konsumen
Casing smartphone, remote control, konektor PCB, housing laptop, hingga komponen internal perangkat rumah tangga, semuanya merupakan produk injection molding. Di industri ini, presisi dimensi dan konsistensi permukaan adalah segalanya, karena toleransi yang meleset sepersekian milimeter pun bisa membuat komponen tidak bisa dirakit. Miniaturisasi perangkat elektronik modern justru mendorong inovasi dalam micro injection molding, proses yang mampu menghasilkan part dengan detail geometri di bawah satu milimeter.
Industri Medis dan Farmasi
Industri medis adalah salah satu segmen dengan standar kualitas paling ketat untuk produk injection molding. Syringe, kateter, housing alat diagnostik, komponen bedah disposable, hingga wadah obat semuanya diproduksi dengan proses ini menggunakan material food-grade atau medical-grade yang telah tersertifikasi. Tingkat kebersihan produksi, termasuk penggunaan clean room, menjadi persyaratan standar, dan setiap batch produksi harus dapat ditelusuri secara penuh untuk keperluan regulasi dan quality assurance.
Industri Kemasan
Tutup botol, wadah makanan, cup minuman, hingga kemasan kosmetik adalah produk injection molding yang paling sering dijumpai dalam kehidupan sehari-hari. Di sektor ini, kecepatan siklus dan efisiensi material menjadi prioritas utama karena margin per unit sangat tipis dan volume produksi bisa mencapai ratusan juta unit per tahun. Inovasi di bidang bio-based polymer dan material daur ulang juga paling aktif berkembang di segmen kemasan, didorong oleh tekanan regulasi lingkungan yang semakin ketat.
Industri Aerospace dan Pertahanan
Meski volume produksinya jauh lebih kecil dibanding otomotif atau elektronik, industri aerospace menggunakan injection molding untuk komponen yang menuntut rasio kekuatan terhadap bobot yang sangat tinggi. Material komposit seperti carbon fiber-filled polymer dan high-performance thermoplastic seperti PEEK banyak digunakan untuk bracket, housing sistem avionik, dan komponen kabin yang harus ringan namun mampu bertahan di kondisi ekstrem. Standar sertifikasi yang berlaku di industri ini juga mendorong dokumentasi proses dan traceability material yang sangat ketat.
Industri Konstruksi dan Infrastruktur
Fitting pipa, konektor kabel, komponen switchgear, hingga elemen dekoratif arsitektur adalah contoh produk injection molding yang banyak digunakan di sektor konstruksi. Material seperti PVC, HDPE, dan polypropylene mendominasi segmen ini karena ketahanannya terhadap cuaca, kelembapan, dan bahan kimia yang umum ditemui di lingkungan konstruksi. Umur pakai yang panjang dan biaya pemeliharaan yang rendah menjadikan komponen plastik berbasis injection molding semakin menggantikan material logam di banyak aplikasi infrastruktur.
Baca juga: Kemasan Produk: Pengertian, Jenis, dan Proses Produksinya
Peran Software ERP dalam Injection Molding
Kompleksitas operasional dalam lini produksi injection molding, mulai dari manajemen material, jadwal mesin, kontrol kualitas, hingga pemeliharaan cetakan, menciptakan tantangan koordinasi yang sulit ditangani hanya dengan sistem manual atau spreadsheet. Di sinilah software ERP hadir sebagai tulang punggung operasional, mengintegrasikan seluruh data dan alur kerja produksi dalam satu platform terpusat yang memungkinkan pengambilan keputusan berbasis data secara real-time.
Bagi produsen yang bergerak di industri dengan volume tinggi seperti kemasan plastik, adopsi software manufaktur packaging yang terintegrasi dengan modul produksi dan inventory menjadi semakin krusial, terutama ketika margin per unit sangat tipis dan efisiensi sekecil apapun berdampak signifikan pada profitabilitas keseluruhan.
Berikut area-area kunci di mana software manufaktur memberikan dampak nyata dalam operasional injection molding:
- Integrasi dengan Mesin dan Sensor (IoT)
Software manufaktur modern dapat terhubung langsung dengan mesin injection molding melalui protokol komunikasi industri seperti OPC-UA, menerima data parameter proses secara real-time. Integrasi ini memungkinkan deteksi anomali otomatis, misalnya lonjakan tekanan injeksi atau penyimpangan suhu barrel, yang bisa menjadi indikator awal terjadinya cacat produksi sebelum part rusak keluar dari mesin. - Perencanaan dan Penjadwalan Produksi (MRP/MPS)
Software ERP memungkinkan perencana produksi menyusun jadwal mesin secara otomatis berdasarkan kapasitas aktual, ketersediaan material, dan prioritas order. Dalam konteks injection molding di mana pergantian cetakan (mold changeover) memakan waktu dan biaya, penjadwalan yang optimal langsung berdampak pada peningkatan OEE (Overall Equipment Effectiveness). - Manajemen Inventori Material
Injection molding melibatkan puluhan jenis resin, aditif, dan colorant yang masing-masing memiliki karakteristik penyimpanan berbeda. Software manufaktur membantu memantau stok secara real-time, mengelola FIFO untuk material higroskopis yang sensitif terhadap usia simpan, dan mengotomasi purchase order ketika stok mendekati reorder point. - Traceability dan Quality Control
Setiap batch produksi dapat dilacak hingga ke lot material, parameter mesin, operator, dan waktu produksi. Kemampuan traceability ini sangat krusial di industri medis dan otomotif di mana recall produk membutuhkan identifikasi cepat atas seluruh unit yang terdampak. Software ERP memungkinkan investigasi akar masalah yang jauh lebih cepat dibanding sistem pencatatan manual. - Manajemen Pemeliharaan Cetakan (Mold Maintenance)
Cetakan injection molding memiliki umur pakai dalam satuan jumlah siklus, bukan waktu kalender. Software manufaktur dapat memantau akumulasi siklus setiap cetakan secara otomatis dan memicu work order pemeliharaan preventif sebelum terjadi kerusakan yang menghentikan produksi. Ini adalah salah satu fitur yang paling bernilai karena downtime akibat cetakan rusak bisa sangat mahal. - Manajemen Biaya Produksi
Software ERP mengkalkulasi biaya per unit secara akurat dengan memperhitungkan konsumsi material aktual, waktu mesin, biaya energi, dan overhead, bukan hanya estimasi standar. Data ini memungkinkan manajer produksi mengidentifikasi produk mana yang margin aktualnya menyimpang dari proyeksi dan mengambil tindakan korektif sebelum kerugian terakumulasi.
Dengan seluruh kapabilitas tersebut, software ERP bukan lagi sekadar sistem administrasi back-office, melainkan instrumen strategis yang secara langsung mempengaruhi efisiensi lantai produksi, konsistensi kualitas, dan profitabilitas operasional dalam industri injection molding.
Baca juga: Transfer Molding: Cara Kerja, Keunggulan, dan Penerapannya
Tren dan Inovasi Injection Molding
Industri injection molding sedang berada di tengah transformasi yang signifikan, didorong oleh tuntutan efisiensi energi, keberlanjutan lingkungan, dan integrasi teknologi digital yang semakin dalam ke lantai produksi. Inovasi yang berkembang bukan hanya menyentuh aspek material atau mesin, tetapi juga cara keseluruhan proses direncanakan, dipantau, dan dioptimalkan secara berkelanjutan.
Salah satu tren paling dominan adalah adopsi Industry 4.0 dan smart manufacturing dalam lini produksi injection molding. Mesin generasi terbaru kini dilengkapi sensor tertanam yang memantau ratusan parameter proses secara simultan dan mengirimkan data ke sistem analitik berbasis cloud secara real-time, memungkinkan prediktif analitik untuk mendeteksi potensi cacat atau kegagalan mesin jauh sebelum berdampak pada kualitas produk.
Di sisi material, sustainable polymer dan bio-based plastic semakin mendapat perhatian serius. Tekanan regulasi lingkungan global mendorong pengembangan material baru yang kompatibel dengan proses injection molding konvensional namun memiliki jejak karbon jauh lebih rendah. Material berbasis PLA, PHA, dan bio-PP kini sudah mulai memasuki aplikasi komersial, meski tantangan konsistensi proses dan biaya masih menjadi hambatan adopsi skala besar.
Tren lain yang menarik adalah konvergensi antara 3D printing dan injection molding, di mana additive manufacturing digunakan untuk memproduksi cetakan konformal dengan saluran pendingin yang mengikuti kontur produk secara presisi. Hasilnya adalah pendinginan lebih merata dan waktu siklus yang lebih pendek, sekaligus menandai pergeseran paradigma di mana kedua teknologi tidak lagi bersaing melainkan saling melengkapi dalam ekosistem manufaktur modern.

Optimalkan Produksi Injection Molding Anda dengan Software ERP
Memahami dan merancang proses injection molding yang efisien adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap aspek operasionalnya, dari pengelolaan material dan penjadwalan mesin, hingga pemantauan kualitas dan pemeliharaan cetakan, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional produksi sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas manufaktur modern, perusahaan dapat mendeteksi potensi gangguan produksi lebih awal sebelum berkembang menjadi downtime yang merugikan, meningkatkan akurasi data inventori dan jadwal mesin secara real-time, serta memastikan setiap siklus produksi dapat dilacak secara transparan untuk keperluan audit kualitas maupun pengambilan keputusan strategis. Tanpa sistem yang terintegrasi, berbagai kendala seperti koordinasi manual yang rentan kesalahan, ketidaksesuaian data antar divisi, hingga lambatnya respons terhadap kerusakan cetakan akan terus menghambat efisiensi dan daya saing lini produksi.
Itulah mengapa semakin banyak produsen yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola operasional injection molding secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika pasar yang terus berkembang. Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun lini produksi injection molding yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.


