
BLOG Review-ERP
Tetap update dengan berita dan wawasan terkini tentang Software ERP, inovasi teknologi, serta perkembangan terbaru dalam pengelolaan bisnis di era industri 4.0 di Indonesia.

Apa Itu Procure to Pay, Alur, Contoh, dan Cara Mengoptimalkannya
Procure to Pay menjadi salah satu proses bisnis yang paling menentukan efisiensi arus kas dan hubungan perusahaan dengan pemasoknya. Ketika proses ini berjalan tanpa alur yang jelas, dampaknya bisa terasa hingga ke keterlambatan pembayaran, kesalahan pencatatan, dan pemborosan waktu tim finance maupun procurement. Banyak perusahaan yang sebenarnya sudah memiliki sistem pengadaan, namun belum menyadari bahwa proses tersebut merupakan bagian dari siklus Procure to Pay yang lebih besar dan saling terhubung satu sama lain.
- Apa Itu Procure to Pay?
- Apa Saja yang Termasuk dalam Procure to Pay?
- Procure to Pay vs Purchase to Pay vs Source to Pay
- Bagaimana Proses Procure to Pay?
- Contoh Procure to Pay dalam Perusahaan
- Mengapa Procure to Pay Penting bagi Perusahaan?
- Cara Mengoptimalkan Procure to Pay
- Procure to Pay dalam ERP
- Procurement dalam Ekosistem Bisnis Modern
Apa Itu Procure to Pay?
Procure to Pay adalah proses bisnis end-to-end yang mencakup seluruh tahapan pengadaan barang atau jasa, mulai dari identifikasi kebutuhan, pemilihan pemasok, penerbitan pesanan pembelian, penerimaan barang, hingga pembayaran kepada pemasok. Proses ini sering disingkat P2P dan menjadi tulang punggung fungsi procurement serta finance dalam sebuah perusahaan, karena menghubungkan dua sisi yang selama ini kerap berjalan terpisah: pengadaan dan pembayaran.
Secara sederhana, Procure to Pay bisa dipahami sebagai siklus yang menjawab tiga pertanyaan utama dalam setiap transaksi pembelian:
- Apa yang dibutuhkan?
Proses ini dimulai dari permintaan pembelian (purchase requisition) yang diajukan oleh divisi terkait. - Dari siapa barang atau jasa tersebut diperoleh?
Melibatkan pemilihan pemasok, negosiasi harga, hingga penerbitan purchase order. - Bagaimana transaksi tersebut diselesaikan?
Mencakup penerimaan barang, verifikasi invoice, dan pembayaran ke pemasok.
Ketiga tahapan ini tidak berdiri sendiri-sendiri. Dalam praktiknya, Procure to Pay dirancang agar setiap data yang dihasilkan pada satu tahap, misalnya jumlah barang yang diterima, otomatis tersambung ke tahap berikutnya, seperti proses pencocokan invoice. Alur yang terintegrasi inilah yang membedakan Procure to Pay dari sekadar aktivitas pembelian biasa, karena setiap transaksi memiliki jejak audit yang jelas dari awal hingga pembayaran selesai dilakukan.
Apa Saja yang Termasuk dalam Procure to Pay?
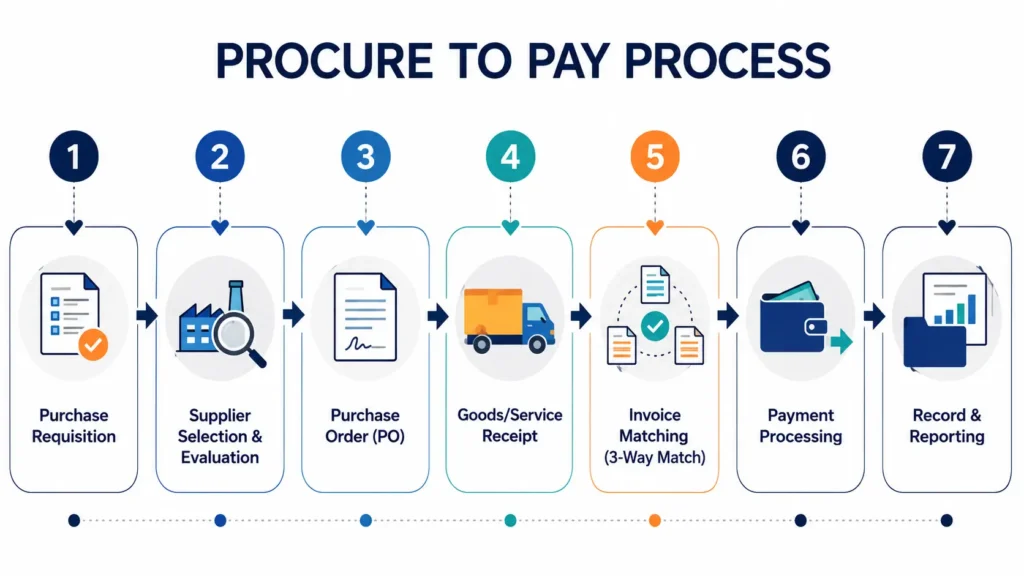
Cakupan Procure to Pay tidak hanya berhenti pada aktivitas pembelian, melainkan mencakup serangkaian komponen yang saling terhubung dan membentuk satu kesatuan proses. Berikut komponen utama yang termasuk dalam siklus Procure to Pay:
- Purchase Requisition
Permintaan pembelian internal yang diajukan oleh divisi yang membutuhkan barang atau jasa. Dokumen ini menjadi titik awal siklus, karena berisi detail kebutuhan seperti jenis barang, jumlah, dan estimasi anggaran yang harus disetujui sebelum proses berlanjut ke tahap pemilihan pemasok. - Supplier Selection & Evaluation
Proses pemilihan dan penilaian pemasok berdasarkan harga, kualitas, dan tingkat reliabilitas. Perusahaan biasanya membandingkan beberapa penawaran, memeriksa rekam jejak pemasok, dan mempertimbangkan kapasitas produksi sebelum menentukan pemasok yang paling sesuai. - Purchase Order (PO)
Dokumen resmi yang diterbitkan sebagai pesanan pembelian kepada pemasok terpilih. PO berfungsi sebagai kesepakatan tertulis yang mencantumkan spesifikasi barang, harga, kuantitas, dan tenggat waktu pengiriman, sekaligus menjadi acuan utama pada tahap pencocokan invoice nantinya. - Goods/Service Receipt
Konfirmasi penerimaan barang atau jasa yang dicocokkan dengan PO yang telah diterbitkan. Tim penerima wajib memverifikasi kesesuaian jumlah dan kondisi barang, karena data inilah yang akan menjadi dasar validasi pada proses pembayaran. - Invoice Matching
Pencocokan antara PO, bukti penerimaan barang, dan invoice dari pemasok, atau yang biasa dikenal dengan istilah three-way matching. Tahap ini penting untuk memastikan tidak ada selisih jumlah, harga, atau kuantitas sebelum invoice disetujui untuk dibayarkan. - Payment Processing
Proses pembayaran kepada pemasok sesuai dengan termin yang telah disepakati sebelumnya. Ketepatan waktu pembayaran pada tahap ini berpengaruh langsung terhadap hubungan jangka panjang perusahaan dengan pemasoknya. - Record & Reporting
Pencatatan seluruh transaksi untuk kebutuhan audit internal maupun pelaporan keuangan perusahaan. Dokumentasi yang rapi pada tahap ini memudahkan perusahaan saat menelusuri riwayat transaksi atau menghadapi audit di kemudian hari.
Setiap komponen di atas saling bergantung satu sama lain. Ketika salah satu tahap, misalnya invoice matching, tidak berjalan dengan baik, dampaknya bisa merembet ke proses pembayaran yang tertunda atau bahkan sengketa dengan pemasok. Oleh karena itu, memahami cakupan Procure to Pay secara menyeluruh menjadi langkah awal sebelum perusahaan mulai menyusun atau memperbaiki alur pengadaannya.
Procure to Pay vs Purchase to Pay vs Source to Pay
Procure to Pay kerap disamakan begitu saja dengan Purchase to Pay, padahal keduanya memiliki penekanan yang sedikit berbeda. Di sisi lain, ada pula istilah Source to Pay yang cakupannya justru lebih luas dan mencakup Procure to Pay di dalamnya. Ketiga istilah ini sering tertukar dalam penggunaan sehari-hari, sehingga penting untuk memahami perbedaannya agar tidak salah kaprah saat menyusun strategi pengadaan perusahaan.
Berikut perbandingan ketiganya:
| Aspek | Procure to Pay (P2P) | Purchase to Pay (P2P) | Source to Pay (S2P) |
|---|---|---|---|
| Cakupan Proses | Requisition hingga pembayaran ke pemasok | Umumnya identik dengan Procure to Pay, sering dipakai bergantian | Sourcing, negosiasi kontrak, hingga pembayaran |
| Titik Awal | Permintaan pembelian (purchase requisition) | Permintaan pembelian (purchase requisition) | Riset pasar dan pemilihan strategi sourcing |
| Fokus Utama | Efisiensi transaksi dan akurasi pembayaran | Efisiensi transaksi dan akurasi pembayaran | Strategi jangka panjang dalam memilih dan mengelola pemasok |
| Keterlibatan Sourcing | Tidak termasuk proses sourcing strategis | Tidak termasuk proses sourcing strategis | Mencakup sourcing strategis sejak awal |
| Orientasi | Operasional dan transaksional | Operasional dan transaksional | Strategis dan berorientasi jangka panjang |
Perbedaan mendasar yang perlu digarisbawahi adalah istilah Procure to Pay dan Purchase to Pay pada praktiknya sering digunakan secara bergantian karena merujuk pada proses yang sama, yakni dari permintaan pembelian hingga pembayaran. Sementara itu, Source to Pay memiliki cakupan yang lebih luas karena sudah melibatkan tahap sourcing strategis di awal, seperti riset pasar, evaluasi kategori pembelian, hingga negosiasi kontrak jangka panjang, sebelum akhirnya masuk ke alur Procure to Pay itu sendiri. Dengan kata lain, Procure to Pay bisa dipandang sebagai bagian dari siklus Source to Pay yang lebih besar.
Bagaimana Proses Procure to Pay?
Proses Procure to Pay berjalan melalui serangkaian tahapan yang saling berurutan, di mana setiap tahap menghasilkan data yang menjadi acuan bagi tahap berikutnya. Semuanya dimulai dari identifikasi kebutuhan dan pengajuan purchase requisition, yaitu ketika divisi yang membutuhkan barang atau jasa mengajukan permintaan resmi berisi spesifikasi, jumlah, dan estimasi anggaran. Setelah melewati persetujuan internal, perusahaan masuk ke tahap pemilihan dan evaluasi pemasok, di mana tim procurement membandingkan beberapa penawaran serta mempertimbangkan harga, kualitas, dan rekam jejak sebelum menentukan pemasok yang paling sesuai.
Begitu pemasok ditentukan, perusahaan menerbitkan purchase order (PO) sebagai dokumen resmi yang mengikat kesepakatan antara kedua belah pihak, mencantumkan spesifikasi barang, harga, kuantitas, hingga tenggat waktu pengiriman. Ketika barang atau jasa telah dikirim, tahap selanjutnya adalah penerimaan dan verifikasi (goods/service receipt), di mana tim penerima memastikan kesesuaian antara barang yang diterima dengan spesifikasi yang tercantum dalam PO, baik dari sisi jumlah maupun kondisi fisiknya.
Tahap berikutnya adalah pencocokan invoice atau three-way matching, yakni membandingkan PO, bukti penerimaan barang, dan invoice dari pemasok untuk memastikan tidak ada selisih sebelum invoice disetujui untuk dibayarkan. Setelah seluruh dokumen tervalidasi, proses berlanjut ke pembayaran kepada pemasok sesuai termin yang telah disepakati, di mana ketepatan waktu pada tahap ini sangat memengaruhi kepercayaan pemasok terhadap perusahaan dalam jangka panjang.
Sebagai penutup siklus, seluruh transaksi kemudian masuk ke tahap pencatatan dan pelaporan, yang datanya berguna untuk kebutuhan audit internal maupun sebagai bahan evaluasi kinerja procurement secara keseluruhan. Alur yang berurutan dan saling terhubung inilah yang membuat proses Procure to Pay perlu dikelola secara konsisten, karena kesalahan pada satu tahap dapat berdampak langsung pada tahap-tahap berikutnya.
Contoh Procure to Pay dalam Perusahaan
Procure to Pay akan lebih mudah dipahami melalui contoh konkret penerapannya di lapangan. Berikut ilustrasi sederhana bagaimana siklus ini berjalan pada sebuah perusahaan manufaktur yang membutuhkan bahan baku produksi.
Divisi produksi mengajukan purchase requisition untuk pembelian 500 unit komponen baja yang stoknya mulai menipis. Setelah disetujui oleh manajer terkait, tim procurement kemudian membandingkan tiga penawaran dari pemasok berbeda berdasarkan harga, kualitas material, dan estimasi waktu pengiriman, lalu memutuskan untuk bekerja sama dengan pemasok yang menawarkan kombinasi harga kompetitif dan rekam jejak pengiriman yang baik.
Setelah pemasok ditentukan, tim procurement menerbitkan purchase order yang mencantumkan spesifikasi komponen, jumlah, harga per unit, serta tenggat waktu pengiriman dalam 14 hari kerja. Ketika barang tiba di gudang, tim penerima melakukan pengecekan fisik dan mencocokkan jumlah serta kondisi komponen dengan PO yang telah diterbitkan sebelumnya.
Begitu invoice dari pemasok diterima, tim finance melakukan three-way matching dengan membandingkan PO, bukti penerimaan barang, dan invoice tersebut. Karena ketiganya sudah sesuai, invoice pun disetujui untuk dibayarkan sesuai termin 30 hari yang telah disepakati. Seluruh transaksi ini kemudian tercatat secara otomatis dalam sistem sebagai bagian dari laporan pengadaan bulanan perusahaan.
Dari contoh di atas, terlihat bagaimana setiap tahap dalam Procure to Pay saling terhubung dan menghasilkan jejak transaksi yang jelas, mulai dari permintaan awal hingga pembayaran selesai dilakukan.
Mengapa Procure to Pay Penting bagi Perusahaan?
Procure to Pay bukan sekadar proses administratif dalam pengadaan, melainkan elemen yang berdampak langsung pada kesehatan finansial dan operasional perusahaan secara keseluruhan. Berikut beberapa alasan mengapa proses ini penting untuk dikelola dengan baik:
- Menjaga akurasi pengeluaran perusahaan
Dengan alur yang terstruktur, setiap transaksi pembelian dapat ditelusuri dan dicocokkan dengan dokumen pendukungnya, sehingga meminimalkan risiko kesalahan pencatatan maupun pembayaran ganda. - Mempercepat siklus pembayaran ke pemasok
Proses yang terintegrasi memungkinkan tim finance memverifikasi invoice lebih cepat, sehingga pembayaran bisa dilakukan tepat waktu dan menjaga hubungan baik dengan pemasok. - Meningkatkan visibilitas terhadap arus kas
Perusahaan dapat memantau komitmen pembelian yang belum jatuh tempo, sehingga perencanaan arus kas menjadi lebih akurat dan terukur. - Mengurangi risiko fraud dan penyimpangan
Adanya tahap persetujuan berjenjang dan pencocokan dokumen (three-way matching) membuat celah untuk transaksi fiktif atau manipulasi harga menjadi lebih sempit. - Mendukung kepatuhan terhadap kebijakan internal dan regulasi
Setiap transaksi yang tercatat rapi memudahkan perusahaan saat menghadapi audit, baik internal maupun eksternal. - Memberikan data untuk pengambilan keputusan strategis
Riwayat transaksi yang lengkap menjadi dasar analisis performa pemasok, tren harga, hingga evaluasi kebijakan pengadaan di masa mendatang.
Ketika Procure to Pay dikelola dengan baik, dampaknya tidak hanya dirasakan oleh tim procurement dan finance, tetapi juga berkontribusi pada efisiensi operasional perusahaan secara menyeluruh, mulai dari pengendalian biaya hingga penguatan hubungan jangka panjang dengan pemasok.
Tantangan dalam Procure to Pay
Meskipun Procure to Pay dirancang untuk menciptakan alur pengadaan yang efisien, penerapannya di lapangan tidak selalu berjalan mulus. Berikut beberapa tantangan yang umum dihadapi perusahaan dalam menjalankan proses ini:
- Proses manual yang memakan waktu
Banyak perusahaan masih mengandalkan dokumen fisik, email, atau spreadsheet untuk mencatat purchase requisition dan PO. Selain rentan terhadap human error, proses manual ini juga membuat setiap tahap persetujuan memakan waktu lebih lama karena harus menunggu dokumen berpindah tangan satu per satu. - Data yang tidak terintegrasi antar-divisi
Ketika sistem procurement, gudang, dan finance berjalan pada platform yang terpisah, data terkait PO, penerimaan barang, dan invoice tidak bisa saling terhubung secara otomatis. Akibatnya, tim harus melakukan rekonsiliasi manual yang memperlambat keseluruhan proses dan membuka celah terjadinya selisih data. - Kurangnya visibilitas terhadap status transaksi
Tanpa sistem yang terpusat, tim procurement maupun finance kesulitan memantau sejauh mana suatu transaksi berjalan, apakah masih menunggu persetujuan atasan, sedang dalam proses pengiriman, atau sudah siap dibayarkan. Ketidakjelasan status ini sering memicu pertanyaan berulang antar-divisi yang sebenarnya bisa dihindari jika ada satu sumber data yang bisa diakses bersama. - Ketidaksesuaian dokumen saat three-way matching
Selisih antara PO, bukti penerimaan barang, dan invoice sering terjadi akibat kesalahan input, perbedaan jumlah barang yang diterima, atau perbedaan harga yang tidak diperbarui di sistem. Ketidaksesuaian ini memaksa tim finance menahan pembayaran hingga selisih tersebut diklarifikasi, yang pada akhirnya memperlambat seluruh siklus pembayaran. - Keterlambatan pembayaran ke pemasok
Proses persetujuan yang berlapis dan tidak efisien, ditambah dengan lambatnya verifikasi invoice, dapat membuat pembayaran melewati termin yang telah disepakati. Keterlambatan ini bukan hanya berisiko menimbulkan biaya tambahan seperti denda, tetapi juga dapat merusak kepercayaan pemasok terhadap komitmen pembayaran perusahaan. - Minimnya kontrol terhadap pengeluaran
Tanpa sistem approval yang jelas dan berjenjang, perusahaan berisiko mengalami maverick spending, yaitu pembelian yang dilakukan di luar kebijakan atau kontrak yang sudah disepakati. Kondisi ini sering terjadi ketika divisi tertentu melakukan pembelian mendesak tanpa melalui prosedur procurement yang seharusnya. - Kesulitan dalam pelaporan dan audit
Pencatatan yang tersebar di berbagai dokumen, email, atau sistem yang berbeda membuat proses audit menjadi lebih memakan waktu. Tim auditor maupun finance harus menelusuri banyak sumber data secara manual, yang meningkatkan risiko ditemukannya data yang tidak konsisten atau bahkan hilang. - Ketergantungan pada individu tertentu
Pada perusahaan yang masih menjalankan Procure to Pay secara manual, sering kali hanya segelintir orang yang memahami alur persetujuan atau memiliki akses ke dokumen penting. Ketergantungan ini menjadi risiko tersendiri ketika individu tersebut berhalangan atau meninggalkan perusahaan, karena proses bisa terhenti akibat tidak adanya standar kerja yang terdokumentasi dengan baik.
Berbagai tantangan ini pada dasarnya bersumber dari satu akar masalah yang sama, yaitu kurangnya integrasi dan otomasi dalam proses procurement. Semakin kompleks skala bisnis suatu perusahaan, baik dari jumlah transaksi, jumlah pemasok, maupun jumlah divisi yang terlibat, semakin besar pula dampak yang ditimbulkan apabila tantangan-tantangan ini tidak segera diatasi.
Cara Mengoptimalkan Procure to Pay
Mengoptimalkan Procure to Pay bukan hanya soal mempercepat proses, tetapi juga membangun sistem pengadaan yang lebih transparan, akurat, dan minim risiko. Salah satu pendorong utama optimasi ini adalah pemanfaatan software procurement yang mampu menggantikan proses manual dengan alur kerja yang lebih terstruktur dan terukur. Berikut beberapa langkah yang bisa diterapkan perusahaan untuk mengoptimalkan siklus Procure to Pay secara menyeluruh.
Mengintegrasikan Sistem Procurement dan Finance
Salah satu akar masalah dalam Procure to Pay yang tidak efisien adalah data yang tersebar di berbagai sistem atau bahkan masih dicatat secara manual. Ketika sistem procurement dan finance berdiri sendiri-sendiri, setiap perpindahan data, mulai dari PO, penerimaan barang, hingga invoice, harus direkonsiliasi secara manual, yang membuka celah terjadinya kesalahan input maupun keterlambatan.
Dengan mengintegrasikan kedua sistem ini dalam satu platform, data yang dihasilkan pada satu tahap dapat langsung tersambung ke tahap berikutnya tanpa perlu entry ulang. Integrasi ini juga memungkinkan tim finance memverifikasi invoice lebih cepat karena seluruh dokumen pendukung, PO dan bukti penerimaan barang, sudah tersedia dalam satu sistem yang sama.
Menerapkan Otomasi pada Proses Persetujuan
Proses persetujuan berjenjang yang masih dilakukan secara manual, baik melalui email maupun dokumen fisik, sering menjadi titik yang paling memperlambat siklus Procure to Pay. Dengan menerapkan sistem approval otomatis, permintaan pembelian maupun invoice dapat langsung diteruskan ke pihak yang berwenang sesuai dengan alur persetujuan yang telah ditentukan, lengkap dengan notifikasi otomatis agar tidak ada dokumen yang tertahan tanpa tindak lanjut. Otomasi ini tidak hanya mempercepat proses, tetapi juga menciptakan jejak audit yang jelas karena setiap persetujuan tercatat dengan waktu dan pihak yang bertanggung jawab.
Menerapkan Three-Way Matching secara Otomatis
Pencocokan manual antara PO, bukti penerimaan barang, dan invoice rentan terhadap kesalahan, terutama ketika volume transaksi perusahaan cukup tinggi. Dengan menerapkan three-way matching otomatis melalui sistem, perusahaan dapat mendeteksi selisih data secara langsung tanpa harus menunggu tim finance memeriksa satu per satu dokumen secara manual. Sistem akan otomatis menandai transaksi yang memiliki ketidaksesuaian, sehingga tim hanya perlu fokus menyelesaikan kasus-kasus tertentu, bukan memeriksa seluruh transaksi dari awal.
Membangun Standar dan Kebijakan Pengadaan yang Jelas
Ketidakjelasan kebijakan sering menjadi penyebab munculnya maverick spending, yaitu pembelian yang dilakukan di luar prosedur atau kontrak yang telah disepakati. Perusahaan perlu menyusun standar operasional yang jelas terkait batas nilai pembelian, pihak yang berwenang memberikan persetujuan, serta daftar pemasok yang telah melalui proses evaluasi. Dengan adanya standar ini, setiap divisi memiliki panduan yang sama dalam melakukan pengadaan, sehingga mengurangi risiko pembelian yang tidak sesuai kebijakan maupun harga yang tidak kompetitif.
Melakukan Evaluasi Pemasok secara Berkala
Kinerja pemasok yang tidak dipantau secara rutin dapat berdampak pada kualitas barang, ketepatan waktu pengiriman, hingga harga yang ditawarkan. Perusahaan perlu melakukan evaluasi berkala terhadap pemasok berdasarkan indikator seperti ketepatan waktu pengiriman, kesesuaian kualitas barang, dan konsistensi harga. Evaluasi ini membantu perusahaan mengidentifikasi pemasok yang layak dipertahankan sebagai mitra jangka panjang, sekaligus menjadi dasar negosiasi kontrak di masa mendatang.
Memanfaatkan Analitik Data untuk Pengambilan Keputusan
Data transaksi yang terkumpul dari proses Procure to Pay sebenarnya menyimpan banyak insight yang bisa dimanfaatkan, mulai dari pola pembelian, tren harga, hingga performa pemasok dari waktu ke waktu. Dengan memanfaatkan dashboard analitik, tim procurement dan finance dapat mengidentifikasi peluang efisiensi biaya, seperti konsolidasi pembelian dari pemasok yang sama atau negosiasi ulang kontrak berdasarkan volume transaksi historis. Pendekatan berbasis data ini membuat keputusan pengadaan tidak lagi bersifat reaktif, melainkan lebih strategis dan terukur.
Mengadopsi Sistem ERP untuk Mendukung Seluruh Proses
Pada akhirnya, langkah-langkah optimasi di atas akan lebih mudah diterapkan secara menyeluruh apabila didukung oleh software procurement berbasis ERP yang mampu mengintegrasikan seluruh tahapan Procure to Pay dalam satu platform. Sistem ERP memungkinkan perusahaan mengelola purchase requisition, PO, penerimaan barang, invoice matching, hingga pembayaran dalam satu alur kerja yang saling terhubung, lengkap dengan pelaporan otomatis yang siap digunakan untuk kebutuhan audit maupun analisis bisnis.
Procure to Pay dalam ERP
Penerapan Procure to Pay akan jauh lebih optimal ketika didukung oleh sistem ERP, karena seluruh tahapan, mulai dari purchase requisition hingga pembayaran, dapat berjalan dalam satu platform yang saling terhubung. Berbeda dengan pendekatan manual yang mengandalkan banyak dokumen terpisah, ERP memungkinkan setiap data yang dihasilkan pada satu tahap langsung tersambung secara otomatis ke tahap berikutnya tanpa perlu entry ulang.
Dalam sistem ERP, modul procurement biasanya sudah terintegrasi langsung dengan modul finance dan inventory. Ketika purchase requisition diajukan, sistem dapat langsung memverifikasi ketersediaan anggaran sebelum permintaan diteruskan untuk persetujuan. Begitu PO diterbitkan, data tersebut otomatis tersimpan dan siap dicocokkan saat barang diterima di gudang, sehingga tim tidak perlu memeriksa dokumen fisik satu per satu.
Manfaat lain dari penerapan Procure to Pay dalam ERP terletak pada kemampuan three-way matching otomatis. Sistem akan mencocokkan PO, bukti penerimaan barang, dan invoice secara real-time, lalu menandai transaksi yang memiliki selisih agar bisa segera ditindaklanjuti oleh tim terkait. Hal ini secara signifikan mengurangi waktu yang biasanya dihabiskan untuk verifikasi manual, sekaligus meminimalkan risiko kesalahan pembayaran.
Selain efisiensi operasional, ERP juga memberikan visibilitas penuh terhadap seluruh siklus pengadaan melalui dashboard dan laporan yang dapat diakses secara real-time. Manajemen dapat memantau status setiap transaksi, mulai dari yang masih menunggu persetujuan hingga yang sudah selesai dibayarkan, tanpa harus menunggu laporan manual dari masing-masing divisi. Data historis ini juga menjadi dasar analisis performa pemasok maupun evaluasi kebijakan pengadaan di masa mendatang.
Dengan seluruh kemampuan tersebut, ERP tidak hanya berperan sebagai alat pencatatan transaksi, tetapi juga menjadi fondasi bagi perusahaan untuk membangun proses Procure to Pay yang lebih transparan, akurat, dan siap mendukung pertumbuhan bisnis dalam jangka panjang.

Procurement dalam Ekosistem Bisnis Modern
Memahami dan merancang proses Procure to Pay yang solid adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap tahapannya, dari pengajuan permintaan pembelian, pemilihan pemasok, hingga pencocokan invoice dan pembayaran, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas proses pengadaan modern, perusahaan dapat mendeteksi potensi selisih data atau keterlambatan lebih awal sebelum berkembang menjadi masalah yang lebih besar, meningkatkan akurasi data pembelian dan pembayaran secara real-time, serta memastikan setiap transaksi dalam siklus pengadaan dapat ditelusuri secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti proses persetujuan manual yang rentan kesalahan, ketidaksesuaian dokumen antar divisi, hingga lambatnya siklus pembayaran ke pemasok akan terus menghambat kemampuan bisnis dalam menjalankan Procure to Pay secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola proses procurement secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika bisnis yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun proses Procure to Pay yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.

Procurement: Pengertian, Jenis, Proses, dan Strateginya
Procurement menjadi salah satu fungsi bisnis yang sering disalahpahami, padahal perannya jauh lebih strategis daripada sekadar “membeli barang”. Banyak perusahaan masih menyamakannya dengan purchasing biasa, sehingga potensi efisiensi biaya dan kualitas hubungan dengan supplier justru terlewatkan begitu saja. Di tengah persaingan bisnis yang makin ketat, kemampuan mengelola pengadaan barang dan jasa secara tepat bisa menjadi pembeda antara perusahaan yang tumbuh efisien dan yang terus-menerus terbebani biaya operasional. Berikut pembahasan lengkap mengenai pengertian, jenis, proses, hingga strategi procurement yang bisa diterapkan dalam bisnis Anda.
- Apa Itu Procurement?
- Apa Perbedaan Procurement dan Purchasing?
- Tujuan dan Manfaat Procurement
- Jenis-Jenis Procurement
- Bagaimana Proses Procurement?
- Tantangan dalam Procurement
- Strategi Procurement yang Efektif
- Tren Procurement di Indonesia
- Kriteria Memilih Software Procurement yang Tepat
- Peran ERP dalam Procurement
- Optimalkan Procurement dengan Solusi ERP Terpercaya
Apa Itu Procurement?
Procurement adalah proses menyeluruh dalam memperoleh barang, jasa, atau sumber daya yang dibutuhkan perusahaan, mulai dari identifikasi kebutuhan, pencarian dan evaluasi supplier, negosiasi kontrak, hingga pengelolaan hubungan dengan vendor secara berkelanjutan. Berbeda dengan aktivitas transaksional biasa, procurement menempatkan aspek strategis sebagai fokus utama, seperti efisiensi biaya jangka panjang, kualitas supplier, dan mitigasi risiko rantai pasok.
Secara umum, procurement mencakup beberapa aspek penting berikut:
- Perencanaan kebutuhan
Menentukan barang atau jasa apa yang dibutuhkan berdasarkan kebutuhan operasional maupun proyek. - Sourcing dan seleksi supplier
Mencari, mengevaluasi, dan memilih supplier yang paling sesuai dari segi harga, kualitas, dan keandalan. - Negosiasi dan kontrak
Menyepakati syarat kerja sama, termasuk harga, jangka waktu, dan ketentuan pengiriman. - Manajemen hubungan supplier
Menjaga komunikasi dan evaluasi kinerja supplier secara berkala agar kerja sama tetap saling menguntungkan. - Evaluasi dan continuous improvement
Meninjau proses procurement secara berkala untuk menemukan peluang efisiensi.
Dengan cakupan seluas ini, procurement bukan hanya tanggung jawab tim pembelian, tetapi melibatkan koordinasi lintas divisi seperti keuangan, operasional, hingga manajemen risiko perusahaan.
Apa Perbedaan Procurement dan Purchasing?
Meski sering dipakai bergantian, procurement dan purchasing sebenarnya memiliki cakupan dan fokus yang berbeda. Purchasing merupakan bagian dari procurement, tepatnya pada tahap transaksi pembelian itu sendiri, sementara procurement mencakup keseluruhan proses strategis mulai dari perencanaan hingga evaluasi jangka panjang. Perbedaan ini penting dipahami karena memengaruhi bagaimana perusahaan menyusun struktur tim, KPI, dan strategi pengelolaan supplier.
Berikut perbandingan yang lebih rinci antara keduanya:
| Aspek | Procurement | Purchasing |
|---|---|---|
| Cakupan | Menyeluruh, mulai dari perencanaan hingga evaluasi supplier | Terbatas pada proses transaksi pembelian |
| Fokus | Strategis, efisiensi biaya, kualitas, dan risiko jangka panjang | Operasional untuk memenuhi kebutuhan pembelian dengan cepat |
| Orientasi | Membangun hubungan jangka panjang dengan supplier | Transaksi jangka pendek |
| Aktivitas Utama | Sourcing, negosiasi kontrak, manajemen risiko, evaluasi kinerja supplier | Pembuatan PO, pembayaran, penerimaan barang |
| Tujuan Akhir | Menciptakan value dan efisiensi berkelanjutan | Memastikan barang/jasa tersedia sesuai kebutuhan |
Dengan kata lain, purchasing adalah bagian kecil dari siklus procurement yang lebih besar. Perusahaan yang hanya fokus pada purchasing cenderung reaktif terhadap kebutuhan, sedangkan perusahaan yang menerapkan procurement secara utuh biasanya lebih proaktif dalam mengelola biaya dan risiko dari sisi supplier.
Tujuan dan Manfaat Procurement
Penerapan procurement yang baik tidak hanya soal memastikan barang atau jasa tersedia tepat waktu, tetapi juga memberikan dampak signifikan terhadap efisiensi operasional dan daya saing perusahaan secara keseluruhan. Berikut beberapa tujuan utama sekaligus manfaat yang bisa dirasakan perusahaan dari proses procurement yang terkelola dengan baik:
- Efisiensi Biaya
Melalui negosiasi kontrak yang matang dan evaluasi supplier secara berkala, perusahaan dapat menekan biaya pengadaan tanpa mengorbankan kualitas barang atau jasa yang diterima. - Menjaga Kualitas dan Konsistensi Pasokan
Proses seleksi supplier yang ketat membantu memastikan barang atau jasa yang diterima sesuai standar, sekaligus mengurangi risiko keterlambatan atau kekurangan pasokan. - Mitigasi Risiko Rantai Pasok
Dengan memiliki beberapa alternatif supplier dan sistem evaluasi kinerja yang jelas, perusahaan lebih siap menghadapi gangguan pasokan, baik akibat faktor eksternal maupun internal. - Mendukung Pengambilan Keputusan Berbasis Data
Procurement yang terintegrasi dengan sistem digital memungkinkan tim manajemen memperoleh data akurat terkait pengeluaran, kinerja supplier, dan tren pembelian untuk pengambilan keputusan yang lebih tepat. - Membangun Hubungan Jangka Panjang dengan Supplier
Alih-alih hanya berfokus pada transaksi, procurement mendorong terciptanya kemitraan strategis dengan supplier, yang pada akhirnya membuka peluang harga lebih kompetitif dan prioritas layanan.
Secara keseluruhan, procurement yang dikelola secara strategis membantu perusahaan tidak hanya menghemat biaya, tetapi juga membangun fondasi rantai pasok yang lebih tangguh dan berkelanjutan.
Baca juga : Vendor Management System: Pengertian, Fitur, dan Cara Kerjanya
Jenis-Jenis Procurement
Procurement tidak berlaku dengan cara yang sama di setiap perusahaan, karena kebutuhan barang dan jasa yang dikelola bisa sangat beragam, tergantung pada industri, skala bisnis, dan tujuan operasionalnya. Secara umum, jenis procurement dapat dibedakan berdasarkan fungsinya terhadap produksi, bentuk barang atau jasa yang diadakan, hingga cakupan geografis dan orientasi keberlanjutannya. Pemahaman terhadap masing-masing jenis ini penting agar perusahaan dapat menentukan pendekatan pengelolaan yang paling sesuai dengan karakteristik kebutuhannya. Berikut beberapa jenis procurement yang umum diterapkan dalam dunia bisnis:
Direct Procurement
Direct procurement adalah pengadaan barang atau bahan baku yang langsung digunakan dalam proses produksi, seperti bahan mentah, komponen, suku cadang, hingga barang setengah jadi yang akan diolah lebih lanjut. Jenis procurement ini sangat berpengaruh terhadap kelangsungan produksi, sehingga membutuhkan hubungan jangka panjang dengan supplier serta perencanaan volume yang matang agar tidak terjadi kekurangan stok yang bisa menghentikan lini produksi.
Indirect Procurement
Berbeda dengan direct procurement, indirect procurement mencakup pengadaan barang atau jasa yang mendukung operasional perusahaan namun tidak terlibat langsung dalam proses produksi. Contohnya meliputi alat tulis kantor, peralatan IT, layanan kebersihan, hingga perlengkapan pemeliharaan gedung. Meski nilainya sering kali lebih kecil per transaksi, indirect procurement bisa menjadi sumber pemborosan tersembunyi jika tidak dikelola dengan sistem yang jelas, mengingat frekuensinya yang tinggi dan pengambil keputusan yang tersebar di berbagai divisi.
Goods Procurement
Goods procurement berfokus pada pengadaan barang fisik, baik untuk kebutuhan produksi maupun operasional sehari-hari. Jenis ini menuntut perhatian khusus pada aspek logistik, seperti pengiriman, penyimpanan, dan pengendalian kualitas barang saat diterima, karena barang fisik lebih rentan terhadap risiko kerusakan, keterlambatan, atau ketidaksesuaian spesifikasi dibanding pengadaan jasa.
Services Procurement
Services procurement mencakup pengadaan jasa, seperti konsultan, kontraktor, penyedia layanan outsourcing, hingga jasa profesional seperti hukum atau audit. Karena sifatnya yang intangible, penilaian kualitas pada services procurement lebih menitikberatkan pada reputasi penyedia jasa, pengalaman kerja sebelumnya, serta kejelasan kontrak dan service level agreement (SLA) untuk menghindari kesalahpahaman selama masa kerja sama.
Global Procurement
Global procurement adalah pengadaan barang atau jasa dari supplier internasional, biasanya dilakukan untuk mendapatkan harga yang lebih kompetitif, kualitas tertentu yang tidak tersedia secara lokal, atau akses ke teknologi yang lebih maju. Meski menawarkan banyak keuntungan, jenis procurement ini juga membawa tantangan tambahan seperti fluktuasi nilai tukar, regulasi bea cukai, hingga waktu pengiriman yang lebih panjang dibanding sourcing lokal.
Sustainable Procurement
Sustainable procurement adalah pendekatan pengadaan yang mempertimbangkan aspek lingkungan dan sosial dalam setiap keputusan pembelian, seperti memilih supplier dengan praktik ramah lingkungan, penggunaan material daur ulang, atau kepatuhan terhadap standar ketenagakerjaan yang etis. Tren ini semakin banyak diterapkan seiring meningkatnya tuntutan konsumen dan regulasi terkait keberlanjutan bisnis, sekaligus menjadi nilai tambah bagi citra perusahaan di mata publik.
Setiap jenis procurement ini memiliki karakteristik dan tantangan tersendiri, sehingga perusahaan perlu menyesuaikan pendekatan pengelolaannya dengan kebutuhan bisnis dan skala operasional yang dijalankan. Dalam praktiknya, satu perusahaan bisa saja menerapkan beberapa jenis procurement sekaligus, tergantung pada kompleksitas kebutuhan dan struktur rantai pasoknya.
Baca juga: Apa Itu Procure to Pay, Alur, Contoh, dan Cara Mengoptimalkannya
Bagaimana Proses Procurement?
Proses procurement pada dasarnya berjalan secara bertahap, dimulai dari identifikasi kebutuhan hingga evaluasi kinerja supplier setelah barang atau jasa diterima. Tahap pertama adalah identifikasi kebutuhan, yaitu ketika divisi terkait menentukan barang, jasa, atau sumber daya apa yang diperlukan berdasarkan kebutuhan operasional maupun proyek tertentu.
Kejelasan pada tahap ini sangat penting, karena kebutuhan yang tidak terdefinisi dengan baik bisa berujung pada pengadaan yang tidak sesuai spesifikasi atau bahkan pemborosan anggaran. Setelah kebutuhan teridentifikasi, perusahaan masuk ke tahap sourcing dan seleksi supplier, yakni mencari serta mengevaluasi calon supplier berdasarkan sejumlah kriteria seperti harga, kualitas, kapasitas produksi, hingga rekam jejak pengiriman.
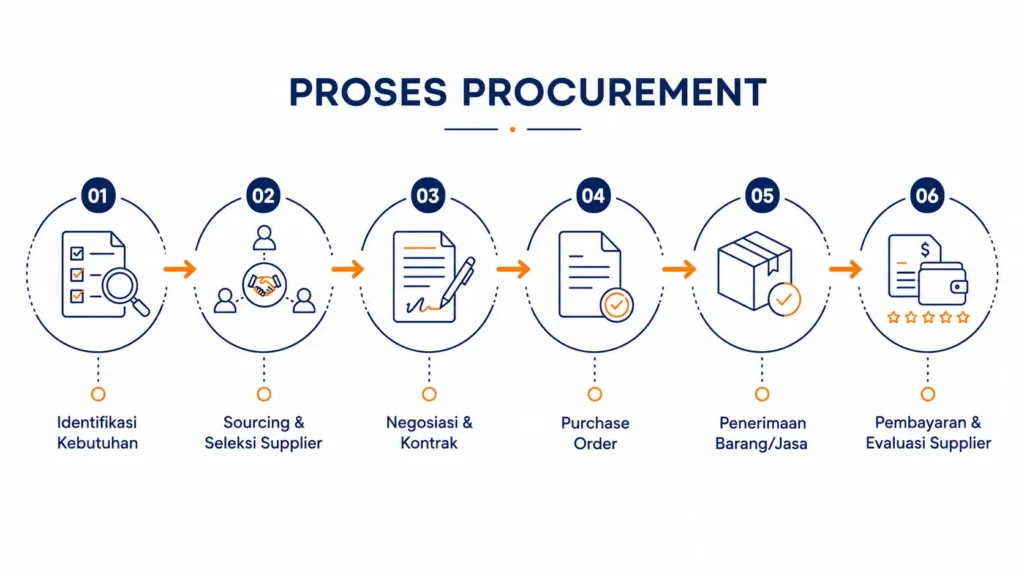
Pada tahap sourcing ini, banyak perusahaan menggunakan mekanisme RFP (Request for Proposal), RFQ (Request for Quotation), atau RFI (Request for Information) untuk membandingkan penawaran dari beberapa supplier sekaligus sebelum menentukan pilihan akhir. Setelah supplier terpilih, proses berlanjut ke tahap negosiasi dan penyusunan kontrak, yang mencakup kesepakatan mengenai harga, jangka waktu pengiriman, ketentuan pembayaran, hingga klausul terkait risiko dan penalti jika terjadi wanprestasi. Kontrak yang disusun secara jelas akan menjadi acuan penting dalam menjaga hubungan kerja sama tetap sehat di kemudian hari.
Tahap berikutnya adalah penerbitan purchase order (PO) sebagai bentuk konfirmasi resmi atas pesanan yang disepakati, yang kemudian diikuti dengan proses penerimaan barang atau jasa. Pada tahap ini, tim terkait perlu melakukan pengecekan kesesuaian antara barang yang diterima dengan spesifikasi yang tercantum dalam kontrak maupun PO, baik dari segi kuantitas, kualitas, maupun waktu pengiriman.
Proses procurement kemudian ditutup dengan tahap pembayaran sesuai kesepakatan, serta evaluasi kinerja supplier secara berkala. Evaluasi ini penting untuk menilai apakah supplier tersebut layak dipertahankan sebagai mitra jangka panjang, atau justru perlu dicari alternatif lain demi menjaga kualitas dan efisiensi rantai pasok perusahaan secara keseluruhan.
Tantangan dalam Procurement
Meski memberikan banyak manfaat, penerapan procurement dalam praktiknya tidak lepas dari berbagai tantangan yang bisa menghambat efisiensi dan efektivitasnya jika tidak dikelola dengan baik. Berikut beberapa tantangan yang umum dihadapi perusahaan dalam menjalankan proses procurement:
- Ketergantungan pada Supplier Tunggal
Mengandalkan satu supplier untuk kebutuhan penting bisa menjadi risiko besar apabila terjadi gangguan pasokan, kenaikan harga sepihak, atau bahkan penghentian kerja sama secara mendadak. Kondisi ini membuat perusahaan rentan terhadap gangguan operasional yang sulit diantisipasi. - Proses Manual dan Kurangnya Visibilitas Data
Banyak perusahaan masih mengelola procurement secara manual melalui spreadsheet atau dokumen terpisah, sehingga sulit memantau status pesanan, riwayat harga, maupun kinerja supplier secara real-time. Kurangnya visibilitas ini berpotensi menyebabkan keterlambatan pengambilan keputusan. - Maverick Spending (Pembelian di Luar Prosedur)
Pembelian yang dilakukan tanpa melalui proses procurement resmi, baik karena urgensi maupun kurangnya kepatuhan terhadap kebijakan internal, dapat menyebabkan pengeluaran tidak terkontrol dan sulit dilacak dalam laporan keuangan. - Fluktuasi Harga dan Ketidakstabilan Rantai Pasok
Perubahan harga bahan baku, nilai tukar mata uang, hingga gangguan logistik global dapat memengaruhi biaya pengadaan secara signifikan, terutama bagi perusahaan yang bergantung pada supplier internasional. - Kompleksitas Kepatuhan dan Regulasi
Setiap industri memiliki standar kepatuhan yang berbeda, mulai dari sertifikasi kualitas, regulasi lingkungan, hingga ketentuan kontrak yang kompleks, sehingga tim procurement perlu memastikan setiap supplier memenuhi persyaratan yang berlaku agar terhindar dari risiko hukum maupun reputasi.
Tantangan-tantangan ini menunjukkan bahwa procurement bukan sekadar proses administratif, melainkan fungsi strategis yang membutuhkan sistem, kebijakan, dan pengawasan yang tepat agar dapat berjalan secara efisien dan minim risiko.
Baca juga: Purchase Requisition (PR): Pengertian, Proses, dan Cara Kerjanya dalam Pengadaan
Strategi Procurement yang Efektif
Menghadapi berbagai tantangan yang telah dibahas sebelumnya, perusahaan perlu menerapkan strategi procurement yang tepat agar proses pengadaan tidak hanya efisien, tetapi juga mampu memberikan nilai tambah jangka panjang. Strategi ini umumnya mencakup pendekatan terhadap pengelolaan supplier, teknologi, hingga kebijakan internal perusahaan. Berikut beberapa strategi procurement yang efektif untuk diterapkan:
1. Diversifikasi Supplier
Memiliki lebih dari satu supplier untuk kebutuhan yang sama dapat mengurangi risiko ketergantungan sekaligus memberikan posisi tawar yang lebih baik dalam negosiasi harga. Strategi ini juga membantu perusahaan tetap dapat beroperasi normal apabila salah satu supplier mengalami gangguan pasokan, baik akibat masalah produksi, keterlambatan pengiriman, maupun force majeure. Selain itu, memiliki alternatif supplier memungkinkan perusahaan membandingkan penawaran secara berkala, sehingga harga dan kualitas yang diterima tetap kompetitif dari waktu ke waktu.
2. Digitalisasi Proses Procurement
Mengadopsi sistem digital atau software procurement memungkinkan perusahaan memantau status pesanan, riwayat harga, dan kinerja supplier secara real-time tanpa harus bergantung pada pencatatan manual yang rawan human error. Digitalisasi juga membantu mempercepat proses persetujuan melalui alur kerja otomatis, mengurangi waktu yang dibutuhkan dari pengajuan permintaan hingga penerbitan purchase order, sekaligus memberikan jejak audit yang jelas untuk keperluan pelaporan maupun kepatuhan internal.
3. Penerapan Kebijakan Procurement yang Jelas
Menyusun kebijakan procurement yang terstruktur, termasuk prosedur persetujuan, batasan wewenang pembelian, serta standar dokumentasi yang harus dipenuhi setiap transaksi, dapat mencegah terjadinya maverick spending atau pembelian di luar prosedur resmi. Kebijakan yang jelas juga memberikan panduan konsisten bagi seluruh tim, sehingga setiap pengeluaran dapat dipertanggungjawabkan dan lebih mudah ditelusuri saat proses audit maupun evaluasi anggaran.
4. Membangun Hubungan Strategis dengan Supplier
Alih-alih hanya berfokus pada harga terendah, perusahaan sebaiknya membangun kemitraan jangka panjang dengan supplier terpercaya berdasarkan kepercayaan dan rekam jejak kerja sama yang konsisten. Hubungan yang solid ini dapat menghasilkan berbagai keuntungan, seperti prioritas layanan saat terjadi keterbatasan stok, fleksibilitas dalam negosiasi ulang kontrak, hingga akses lebih awal terhadap inovasi produk atau teknologi baru yang dikembangkan oleh supplier tersebut.
5. Evaluasi Kinerja Supplier Secara Berkala
Melakukan penilaian rutin terhadap kualitas produk, ketepatan waktu pengiriman, dan konsistensi pelayanan supplier membantu perusahaan mengidentifikasi mana supplier yang layak dipertahankan sebagai mitra jangka panjang, dan mana yang perlu dievaluasi ulang atau dicari penggantinya. Evaluasi ini idealnya dilakukan menggunakan indikator kinerja (KPI) yang terukur, seperti tingkat ketepatan pengiriman, tingkat cacat produk, hingga responsivitas terhadap keluhan, agar penilaian bersifat objektif dan dapat dipertanggungjawabkan.
6. Analisis Data untuk Pengambilan Keputusan
Memanfaatkan data historis terkait pembelian, tren harga pasar, dan performa supplier dapat membantu tim procurement membuat keputusan yang lebih akurat, baik dalam proses negosiasi, perencanaan anggaran, maupun mitigasi risiko ke depan. Dengan analisis data yang tepat, perusahaan juga dapat mengidentifikasi pola pengeluaran yang tidak efisien, sehingga peluang penghematan biaya dapat ditemukan lebih cepat dibandingkan mengandalkan evaluasi manual semata.
Dengan menerapkan kombinasi strategi di atas, perusahaan dapat membangun proses procurement yang tidak hanya efisien secara biaya, tetapi juga tangguh dalam menghadapi berbagai ketidakpastian pasar maupun rantai pasok.
Baca juga: Contract Lifecycle Management: Pengertian, Tahapan, dan Manfaatnya bagi Perusahaan
Tren Procurement di Indonesia
Lanskap procurement di Indonesia terus bergeser seiring meningkatnya adopsi teknologi dan tuntutan efisiensi rantai pasok yang lebih ketat. Salah satu tren yang paling menonjol adalah digitalisasi melalui sistem e-procurement berbasis cloud, yang memungkinkan perusahaan mengumpulkan dan menganalisis data transaksi secara lebih cepat, mulai dari pola pengeluaran, identifikasi vendor terbaik berdasarkan performa historis, hingga penyusunan forecast anggaran yang lebih akurat.
Studi terbaru bahkan menunjukkan bahwa perusahaan yang mengadopsi e-procurement dapat menghemat biaya operasional secara signifikan, hingga sekitar 30 persen. Yang menarik, adopsi ini tidak lagi terbatas pada perusahaan besar, karena solusi berbasis SaaS dengan model berlangganan bulanan kini juga terjangkau bagi pelaku usaha skala menengah.
Selain digitalisasi dasar, kecerdasan buatan (AI) dan agentic AI mulai menjadi sorotan dalam diskusi procurement di Indonesia, terutama terkait bagaimana teknologi ini dapat mengambil peran lebih aktif dalam pengambilan keputusan, mulai dari otomatisasi sourcing hingga analisis risiko supplier secara real-time. Tren ini bahkan menjadi tema utama dalam berbagai forum industri procurement di Indonesia pada tahun 2026, yang menyoroti peran teknologi dalam transformasi pengambilan keputusan procurement di perusahaan-perusahaan Tanah Air.
Di sisi lain, isu keberlanjutan turut mendorong munculnya tren green procurement, di mana perusahaan semakin dituntut untuk memastikan proses pengadaan sesuai prinsip ramah lingkungan, termasuk penggunaan sistem digital untuk melacak dan melaporkan emisi dari aktivitas rantai pasoknya. Tekanan ini tidak hanya datang dari kesadaran lingkungan semata, tetapi juga dari pasar internasional yang mulai mewajibkan pelaporan emisi bagi para supplier yang terlibat dalam rantai pasok global.
Tren lain yang juga semakin relevan adalah pergeseran ke arah onshoring dan penguatan sourcing lokal, sebagai respons atas pelajaran dari krisis geopolitik dan gangguan rantai pasok global beberapa tahun terakhir. Strategi ini mendorong perusahaan di Indonesia untuk memindahkan sebagian proses produksi dan pengadaan lebih dekat ke lokasi operasional, guna mengurangi risiko keterlambatan, mempercepat waktu pengiriman, sekaligus mendorong kolaborasi dengan vendor-vendor domestik yang pada akhirnya turut menggerakkan ekonomi lokal.
Secara keseluruhan, kombinasi tren-tren ini menunjukkan bahwa procurement di Indonesia tidak lagi sekadar berfokus pada efisiensi biaya semata, melainkan bertransformasi menjadi fungsi strategis yang mempertimbangkan teknologi, keberlanjutan, dan ketahanan rantai pasok secara bersamaan.
Kriteria Memilih Software Procurement yang Tepat
Semakin banyaknya pilihan software procurement di pasaran membuat perusahaan perlu lebih selektif dalam menentukan solusi yang benar-benar sesuai dengan kebutuhan bisnisnya. Software yang tepat tidak hanya membantu mengotomatisasi proses administratif, tetapi juga memberikan visibilitas data yang lebih baik untuk mendukung pengambilan keputusan strategis. Berikut beberapa kriteria penting yang perlu dipertimbangkan sebelum memilih software procurement:
- Kemudahan Integrasi dengan Sistem Lain
Software procurement idealnya dapat terhubung dengan sistem keuangan, inventory, maupun ERP yang sudah digunakan perusahaan, sehingga data dapat mengalir secara otomatis tanpa perlu input berulang. - Fitur Approval Workflow yang Fleksibel
Kemampuan mengatur alur persetujuan sesuai struktur organisasi, termasuk batasan wewenang per level jabatan, penting untuk menjaga kontrol pengeluaran sekaligus mempercepat proses persetujuan. - Visibilitas dan Pelaporan Real-Time
Dashboard yang menampilkan status pesanan, riwayat harga, dan kinerja supplier secara real-time membantu tim procurement maupun manajemen memantau kondisi pengadaan kapan saja. - Manajemen Supplier yang Terpusat
Fitur yang memungkinkan penyimpanan data supplier, riwayat transaksi, hingga evaluasi kinerja dalam satu platform memudahkan proses seleksi dan negosiasi di masa mendatang. - Skalabilitas Sistem
Software yang dipilih sebaiknya mampu menyesuaikan dengan pertumbuhan bisnis, baik dari sisi jumlah pengguna, volume transaksi, maupun kompleksitas proses yang semakin berkembang. - Kepatuhan dan Keamanan Data
Mengingat data procurement sering kali bersifat sensitif, sistem yang dipilih perlu memiliki standar keamanan yang memadai serta mendukung kepatuhan terhadap regulasi yang berlaku di industri terkait. - Kemudahan Penggunaan (User Experience)
Antarmuka yang intuitif akan mempercepat proses adopsi oleh tim internal, sehingga transisi dari sistem manual maupun software lama dapat berjalan lebih lancar.
Dengan mempertimbangkan kriteria-kriteria di atas, perusahaan dapat memilih software procurement yang tidak hanya memenuhi kebutuhan operasional saat ini, tetapi juga mendukung pertumbuhan bisnis dalam jangka panjang.
Peran ERP dalam Procurement
Bagi perusahaan yang sudah menerapkan sistem ERP (Enterprise Resource Planning), procurement tidak lagi berdiri sebagai fungsi yang terpisah, melainkan terintegrasi langsung dengan modul-modul bisnis lain seperti keuangan, inventory, hingga produksi. Integrasi ini memberikan sejumlah manfaat signifikan yang sulit dicapai apabila procurement masih dikelola secara manual atau menggunakan sistem yang berdiri sendiri.
- Data yang Terpusat dan Konsisten
Seluruh informasi terkait supplier, riwayat pembelian, hingga status stok tersimpan dalam satu sistem, sehingga tim procurement tidak perlu lagi merekonsiliasi data dari berbagai sumber yang berbeda. - Otomatisasi Alur Kerja
Mulai dari permintaan pembelian, persetujuan, penerbitan purchase order, hingga pencatatan penerimaan barang dapat berjalan secara otomatis sesuai alur yang telah ditentukan, sehingga mengurangi keterlambatan akibat proses manual. - Visibilitas Anggaran secara Real-Time
Karena modul procurement terhubung langsung dengan modul keuangan, perusahaan dapat memantau realisasi anggaran pengadaan secara langsung, sehingga potensi pembengkakan biaya bisa diantisipasi lebih awal. - Perencanaan Kebutuhan yang Lebih Akurat
Integrasi dengan modul inventory dan produksi memungkinkan sistem memberikan rekomendasi pembelian berdasarkan data stok aktual dan proyeksi kebutuhan produksi, sehingga mengurangi risiko kelebihan maupun kekurangan stok. - Kemudahan Audit dan Pelaporan
Seluruh transaksi tercatat secara digital dengan jejak yang jelas, sehingga proses audit maupun pelaporan kepatuhan dapat dilakukan dengan lebih cepat dan minim risiko human error.
Dengan cakupan integrasi seperti ini, ERP tidak sekadar menjadi alat pencatatan, tetapi berperan sebagai fondasi yang menghubungkan procurement dengan keseluruhan proses bisnis perusahaan, sehingga pengambilan keputusan dapat dilakukan berdasarkan data yang akurat dan real-time.
Optimalkan Procurement dengan Solusi ERP Terpercaya
Memahami dan merancang strategi procurement yang solid adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari identifikasi kebutuhan, seleksi supplier, hingga evaluasi kinerja pengadaan secara berkelanjutan, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas pengadaan modern, perusahaan dapat mendeteksi potensi risiko supplier lebih awal sebelum berkembang menjadi gangguan rantai pasok, meningkatkan akurasi data pembelian dan anggaran secara real-time, serta memastikan setiap aktivitas procurement dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti proses persetujuan manual yang rentan kesalahan, ketidaksesuaian data antar divisi, hingga lambatnya respons terhadap fluktuasi harga maupun gangguan pasokan akan terus menghambat kemampuan bisnis dalam menjalankan procurement secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola procurement secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika pasar yang terus berkembang, sesuai dengan skala dan kebutuhan spesifik masing-masing bisnis.
Hubungi kami sekarang dan temukan bagaimana solusi ERP yang tepat dapat membantu perusahaan Anda membangun proses procurement yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.
FAQ

Panduan Lengkap Fleet Management: Pengertian, Fitur, dan Cara Kerjanya
Fleet Management menjadi salah satu aspek operasional yang makin sering dibahas seiring bertambahnya kompleksitas pengelolaan armada kendaraan di berbagai sektor bisnis, mulai dari logistik, distribusi, hingga konstruksi. Perusahaan yang mengandalkan kendaraan sebagai tulang punggung operasional kerap dihadapkan pada tantangan seperti pemborosan bahan bakar, keterlambatan pengiriman, hingga biaya perawatan yang membengkak akibat minimnya visibilitas terhadap kondisi armada secara real-time. Di titik inilah pendekatan yang lebih terstruktur dalam mengelola armada mulai dilirik banyak perusahaan sebagai bagian dari efisiensi operasional jangka panjang.
- Apa Itu Fleet Management?
- Mengapa Fleet Management Penting bagi Perusahaan?
- Bagaimana Cara Kerja Fleet Management?
- Manfaat Fleet Management untuk Bisnis
- Fitur yang Harus Dimiliki Software Fleet Management
- Integrasi Fleet Management dengan Sistem ERP
- Tantangan dalam Mengelola Armada Kendaraan
- Cara Memilih Software Fleet Management yang Tepat
- Contoh Penerapan Fleet Management di Berbagai Industri
- Tren Fleet Management di Indonesia
- Mengelola Fleet Management Menjadi Lebih Optimal dengan Dukungan Sistem yang Tepat
Apa Itu Fleet Management?
Fleet Management adalah pendekatan sistematis untuk mengelola seluruh siklus hidup kendaraan operasional perusahaan, mulai dari akuisisi, pemeliharaan, pemantauan kinerja, hingga penghapusan aset (disposal) ketika kendaraan sudah tidak layak pakai. Cakupannya tidak hanya sebatas mobil atau truk, tetapi juga bisa mencakup alat berat, kendaraan distribusi, hingga kendaraan operasional lapangan tergantung jenis industrinya.
Di banyak perusahaan, terutama yang memiliki armada dalam jumlah besar, pengelolaan ini sudah tidak lagi dilakukan secara manual melalui spreadsheet atau catatan konvensional. Sebagian besar beralih ke software Fleet Management yang terintegrasi, sehingga data dari setiap kendaraan bisa dipantau secara terpusat dan diambil keputusan berbasis data secara lebih cepat.
Mengapa Fleet Management Penting bagi Perusahaan?
Bagi perusahaan yang operasionalnya bergantung pada mobilitas kendaraan, pengelolaan armada yang tidak terstruktur bisa berdampak langsung pada biaya, produktivitas, hingga reputasi terhadap pelanggan. Berikut beberapa alasan mengapa Fleet Management menjadi kebutuhan, bukan lagi sekadar pelengkap operasional.
- Efisiensi biaya operasional
Tanpa pemantauan yang jelas, biaya bahan bakar, perawatan, dan penggantian suku cadang bisa membengkak tanpa disadari. Fleet Management membantu perusahaan mengidentifikasi pola konsumsi yang tidak efisien, misalnya rute yang terlalu panjang atau kebiasaan berkendara yang boros bahan bakar, sehingga langkah korektif bisa segera diambil. - Mengurangi risiko downtime kendaraan
Kendaraan yang mogok di tengah pengiriman bukan hanya soal biaya perbaikan, tetapi juga soal keterlambatan yang bisa merusak kepercayaan pelanggan. Dengan jadwal pemeliharaan preventif yang tertata, potensi kerusakan mendadak bisa diminimalkan jauh sebelum terjadi. - Meningkatkan keselamatan pengemudi
Pemantauan perilaku berkendara, seperti kecepatan, pengereman mendadak, atau jam kerja yang berlebihan, memungkinkan perusahaan mengambil tindakan preventif terhadap risiko kecelakaan, sekaligus memastikan kepatuhan terhadap regulasi keselamatan kerja. - Kepatuhan terhadap regulasi
Di beberapa sektor seperti logistik dan pertambangan, ada regulasi ketat terkait jam kerja pengemudi, standar emisi, hingga dokumen kendaraan. Sistem yang terpusat mempermudah perusahaan memantau dan memastikan kepatuhan tersebut tanpa harus mengecek satu per satu secara manual. - Pengambilan keputusan berbasis data
Data historis dari setiap kendaraan, mulai dari performa, biaya perawatan, hingga tingkat pemanfaatan, memberi perusahaan gambaran jelas untuk menentukan kapan sebuah unit perlu diremajakan atau apakah ukuran armada saat ini sudah sesuai kebutuhan operasional.
Kombinasi dari kelima aspek ini pada akhirnya berkontribusi pada satu tujuan besar: menjaga operasional tetap berjalan lancar dengan biaya yang terkendali, sambil membangun sistem yang bisa terus diskalakan seiring pertumbuhan bisnis.
Bagaimana Cara Kerja Fleet Management?
Secara umum, Fleet Management bekerja melalui integrasi antara perangkat keras yang dipasang di kendaraan dengan platform software yang mengolah data tersebut menjadi informasi yang bisa ditindaklanjuti. Prosesnya dimulai dari pemasangan perangkat pelacak (GPS/telematics) pada setiap kendaraan, yang berfungsi merekam data seperti lokasi, kecepatan, jarak tempuh, hingga kondisi mesin secara real-time. Perangkat inilah yang menjadi sumber data utama bagi keseluruhan sistem.
Data yang terekam kemudian mengalami pengumpulan dan pengiriman data secara berkala ke server atau cloud melalui jaringan seluler, sebelum diolah menjadi format yang bisa dibaca oleh dashboard fleet management. Setelah data terkumpul, tahap berikutnya adalah analisis dan visualisasi data, di mana dashboard menampilkan informasi dalam bentuk yang mudah dipahami, mulai dari peta lokasi kendaraan, laporan konsumsi bahan bakar, riwayat perawatan, hingga skor perilaku pengemudi. Dari sinilah tim operasional dapat memantau kondisi armada secara menyeluruh hanya dalam satu tampilan.
Untuk mendukung respons yang lebih cepat, sistem biasanya juga dilengkapi notifikasi dan tindakan otomatis, seperti peringatan saat kendaraan keluar dari rute yang ditentukan (geofencing), jadwal servis yang mendekati waktunya, atau indikasi perilaku berkendara berisiko. Seluruh data yang terkumpul dari proses ini pada akhirnya direkap menjadi pelaporan dan evaluasi berkala, yang menjadi dasar bagi perusahaan untuk menilai apakah efisiensi armada meningkat, apakah ada unit yang perlu diremajakan, atau apakah pola rute perlu disesuaikan.
Dalam praktiknya, proses kerja ini sering kali beririsan dengan Transportation Management System (TMS), terutama pada aspek pelacakan dan efisiensi rute. Perbedaannya, TMS lebih berfokus pada perencanaan dan optimasi proses pengiriman, mulai dari pemilihan rute, penjadwalan, hingga pemilihan moda transportasi, sementara Fleet Management berfokus pada pengelolaan aset kendaraan itu sendiri secara menyeluruh. Kedua sistem ini kerap digunakan berdampingan agar operasional distribusi berjalan lebih efisien, baik dari sisi armada maupun sisi pengiriman.
Manfaat Fleet Management untuk Bisnis
Penerapan Fleet Management secara konsisten memberikan dampak yang terasa langsung pada efisiensi operasional maupun kesehatan finansial perusahaan. Ketika seluruh data armada terpantau secara terpusat, perusahaan tidak hanya bisa menekan biaya yang selama ini terbuang secara tidak disadari, tetapi juga membangun fondasi operasional yang lebih siap berkembang seiring pertumbuhan bisnis. Berikut beberapa manfaat utama yang bisa dirasakan bisnis setelah menerapkan sistem ini secara menyeluruh:
- Penghematan biaya bahan bakar
Pemantauan pola konsumsi memungkinkan perusahaan mengidentifikasi kebiasaan berkendara yang boros serta menentukan rute yang lebih efisien, sehingga pengeluaran BBM bisa ditekan dari waktu ke waktu. - Peningkatan umur pakai kendaraan
Jadwal pemeliharaan yang terpantau rutin mencegah kerusakan besar akibat keteledoran perawatan, sehingga kendaraan tetap optimal lebih lama dan biaya penggantian unit baru bisa ditunda. - Peningkatan produktivitas armada
Visibilitas real-time terhadap lokasi dan status setiap kendaraan memudahkan penugasan, sehingga tidak ada unit yang menganggur atau justru kelebihan beban kerja. - Keselamatan pengemudi yang lebih terjaga
Pemantauan perilaku berkendara membantu mendeteksi kebiasaan berisiko lebih awal, sekaligus memastikan kepatuhan terhadap regulasi jam kerja dan dokumen kendaraan. - Kemudahan pengambilan keputusan berbasis data
Laporan performa armada yang terdokumentasi memberi manajemen dasar yang kuat untuk menentukan langkah selanjutnya, baik itu menambah unit, meremajakan kendaraan lama, atau menyesuaikan strategi distribusi.
Secara keseluruhan, kelima manfaat ini saling berkaitan satu sama lain, efisiensi biaya yang lebih baik pada akhirnya mendukung produktivitas, sementara keputusan berbasis data memastikan seluruh proses tersebut terus disempurnakan seiring waktu.
Fitur yang Harus Dimiliki Software Fleet Management
Tidak semua software Fleet Management memiliki kualitas yang sama. Sebelum memutuskan menggunakan salah satu platform, perusahaan perlu memastikan sistem tersebut memiliki fitur-fitur inti yang benar-benar mendukung kebutuhan operasional armada, bukan sekadar fitur pelengkap yang terlihat menarik di permukaan. Berikut fitur-fitur utama yang wajib ada dalam sebuah software Fleet Management.
GPS Tracking Real-Time
Fitur ini menjadi fondasi utama dari setiap software Fleet Management, karena hampir seluruh fitur lain pada dasarnya bergantung pada data lokasi yang dihasilkannya. Dengan pelacakan lokasi secara real-time, tim operasional dapat memantau posisi setiap kendaraan kapan saja, mengetahui rute yang sedang ditempuh, serta memastikan kendaraan berada di jalur yang sesuai dengan rencana.
Fitur ini juga berperan penting saat terjadi keterlambatan, karena tim bisa segera mengetahui penyebabnya, apakah karena kemacetan, penyimpangan rute, atau kendala teknis di lapangan, tanpa harus menghubungi pengemudi secara manual satu per satu. Bagi perusahaan dengan armada besar dan area operasional yang luas, fitur ini menjadi penentu utama seberapa cepat masalah di lapangan bisa terdeteksi dan direspons.
Manajemen Pemeliharaan Kendaraan (Maintenance Management)
Software yang baik harus mampu menjadwalkan pemeliharaan preventif secara otomatis berdasarkan jarak tempuh, jam operasional, atau interval waktu tertentu, sehingga tim tidak perlu lagi mengandalkan pengingat manual yang rawan terlewat. Fitur ini membantu perusahaan menghindari kerusakan mendadak yang berpotensi menghentikan operasional di tengah jalan, sekaligus mencatat riwayat servis setiap unit secara rapi sebagai referensi untuk evaluasi kondisi kendaraan ke depannya. Dengan riwayat yang terdokumentasi baik, perusahaan juga bisa mengidentifikasi unit mana yang mulai menunjukkan tren biaya perawatan tinggi, sebagai sinyal awal untuk mempertimbangkan peremajaan aset.
Pemantauan Perilaku Pengemudi (Driver Behavior Monitoring)
Fitur ini merekam berbagai indikator perilaku berkendara, seperti kecepatan berlebih, pengereman mendadak, akselerasi kasar, hingga durasi mengemudi tanpa istirahat. Data ini tidak hanya berguna untuk menilai risiko keselamatan secara individual, tetapi juga menjadi dasar untuk program pelatihan atau evaluasi kinerja pengemudi secara berkala, sehingga perusahaan bisa membedakan pengemudi yang butuh pembinaan lebih lanjut dari yang sudah menunjukkan performa baik. Dalam jangka panjang, pola perilaku berkendara yang lebih aman juga berdampak langsung pada penurunan biaya klaim asuransi dan risiko kecelakaan.
Manajemen Konsumsi Bahan Bakar (Fuel Management)
Pelacakan konsumsi bahan bakar secara detail memungkinkan perusahaan mengidentifikasi kendaraan atau pengemudi dengan tingkat efisiensi rendah, baik akibat kebiasaan berkendara yang boros maupun kondisi mesin yang mulai menurun performanya. Beberapa sistem bahkan mampu mendeteksi indikasi kecurangan, seperti pencurian bahan bakar, dengan membandingkan volume pengisian terhadap jarak tempuh aktual kendaraan, sebuah masalah yang cukup umum terjadi pada perusahaan dengan armada besar namun minim pengawasan langsung di lapangan. Dengan data ini, perusahaan bisa menyusun kebijakan penghematan bahan bakar yang lebih terarah dan terukur.
Geofencing dan Notifikasi Otomatis
Geofencing memungkinkan perusahaan menetapkan batas area operasional virtual untuk setiap kendaraan, misalnya area layanan tertentu atau rute pengiriman yang sudah ditetapkan. Ketika kendaraan keluar dari batas yang ditentukan, sistem akan otomatis mengirimkan notifikasi kepada tim terkait, sehingga tindakan korektif bisa dilakukan lebih cepat. Fitur ini sangat berguna untuk menjaga keamanan aset, mencegah penyalahgunaan kendaraan di luar jam kerja, sekaligus memastikan kendaraan tidak digunakan di luar keperluan operasional yang telah disepakati.
Pelaporan dan Analitik (Reporting & Analytics)
Fitur ini mengubah seluruh data mentah yang terkumpul dari berbagai sumber, GPS, konsumsi bahan bakar, riwayat perawatan, perilaku pengemudi, menjadi laporan yang mudah dipahami, baik dalam bentuk grafik, tabel, maupun ringkasan performa per periode. Laporan ini menjadi dasar bagi manajemen untuk mengevaluasi efisiensi armada secara menyeluruh, membandingkan performa antar unit atau antar cabang, dan menentukan langkah perbaikan berikutnya berdasarkan data yang konkret, bukan sekadar asumsi.
Manajemen Dokumen dan Kepatuhan (Compliance Management)
Software Fleet Management yang lengkap juga membantu mengelola dokumen penting seperti STNK, asuransi, izin trayek, hingga sertifikasi uji kelayakan kendaraan dalam satu sistem terpusat. Sistem biasanya memberikan pengingat otomatis sebelum dokumen tersebut jatuh tempo, sehingga perusahaan terhindar dari risiko sanksi, denda, atau bahkan penghentian operasional akibat kelalaian administratif, sesuatu yang cukup sering terjadi ketika pengelolaan dokumen masih dilakukan secara manual dan tersebar di berbagai file terpisah.
Integrasi dengan Sistem Lain
Kemampuan software untuk terintegrasi dengan sistem lain, seperti ERP, TMS, atau aplikasi akuntansi, menjadi nilai tambah yang signifikan bagi perusahaan yang ingin data armadanya tidak berdiri sendiri. Integrasi ini memastikan data operasional kendaraan bisa langsung terhubung dengan proses bisnis lain, misalnya pencatatan biaya perawatan yang otomatis masuk ke pembukuan keuangan, atau data pengiriman yang tersinkron dengan modul distribusi. Dengan begitu, data armada menjadi bagian dari ekosistem data perusahaan yang lebih luas, poin ini akan dibahas lebih lanjut pada bagian berikutnya.
Integrasi Fleet Management dengan Sistem ERP
Fleet Management akan memberikan nilai yang jauh lebih besar ketika tidak berdiri sendiri, melainkan terhubung dengan sistem ERP perusahaan secara menyeluruh. Ketika data armada terintegrasi dengan modul-modul ERP lain, informasi yang tadinya hanya berguna untuk tim operasional bisa dimanfaatkan lintas departemen, mulai dari keuangan, pengadaan, hingga distribusi, sehingga pengambilan keputusan menjadi lebih cepat dan berbasis data yang konsisten di seluruh lini bisnis.
Salah satu bentuk integrasi yang paling terasa manfaatnya adalah integrasi dengan modul keuangan, di mana biaya-biaya yang timbul dari operasional armada, seperti bahan bakar, perawatan, hingga asuransi, dapat langsung tercatat ke dalam modul keuangan tanpa perlu input manual berulang, sehingga anggaran bisa dipantau dan disesuaikan dengan lebih akurat. Selain dari sisi keuangan, Fleet Management juga bisa terhubung melalui integrasi dengan modul pengadaan (procurement), di mana kebutuhan suku cadang atau layanan servis dari pihak ketiga bisa langsung terhubung dengan proses pembelian, sehingga jeda antara identifikasi kebutuhan di lapangan dengan proses administratif pengadaan bisa dihilangkan.
Di sisi operasional, integrasi dengan modul distribusi dan rantai pasok memungkinkan perusahaan menyelaraskan jadwal pengiriman dengan ketersediaan kendaraan secara lebih presisi. Dalam konteks ini, Fleet Management sering kali berjalan berdampingan dengan Transportation Management System (TMS) sebagai bagian dari satu ekosistem ERP yang lebih besar, Fleet Management menjaga kesiapan dan kondisi armada, sementara TMS mengatur perencanaan rute dan proses pengiriman itu sendiri, sehingga perusahaan mendapatkan visibilitas menyeluruh mulai dari kondisi kendaraan hingga status pengiriman ke pelanggan.
Ada pula integrasi dengan modul aset dan inventori, mengingat kendaraan pada dasarnya juga merupakan aset perusahaan yang perlu dikelola nilai penyusutannya, sehingga data seperti usia pakai, nilai buku, hingga jadwal penyusutan bisa dipantau bersamaan dengan aset-aset lain milik perusahaan. Secara keseluruhan, integrasi ini mengubah Fleet Management dari sekadar alat pemantauan armada menjadi bagian dari sistem operasional perusahaan yang saling terhubung.
Tantangan dalam Mengelola Armada Kendaraan
Meski manfaatnya cukup besar, penerapan Fleet Management di lapangan tidak selalu berjalan mulus. Ada beberapa tantangan yang umum dihadapi perusahaan, baik dari sisi teknis, operasional, maupun sumber daya manusia, yang perlu diantisipasi sejak awal agar implementasi sistem benar-benar memberikan hasil yang diharapkan. Berikut beberapa tantangan yang paling sering dijumpai:
- Resistensi dari pengemudi dan tim lapangan
Pemantauan yang terlalu ketat, terutama terkait perilaku berkendara dan lokasi kendaraan, kadang dianggap sebagai bentuk pengawasan berlebihan, sehingga menimbulkan penolakan atau bahkan upaya mengakali sistem, misalnya dengan mematikan perangkat GPS. - Biaya investasi awal yang tidak sedikit
Pemasangan perangkat telematics di setiap kendaraan serta biaya langganan software memerlukan anggaran cukup besar di tahap awal, terutama bagi perusahaan dengan armada berskala besar. - Kualitas dan konsistensi data yang kurang terjaga
Sinyal GPS yang lemah di area tertentu, perangkat yang rusak, atau human error dalam input data manual bisa membuat informasi yang dihasilkan menjadi kurang akurat. - Integrasi dengan sistem lama (legacy system)
Perusahaan yang masih menggunakan sistem pencatatan manual atau software lama sering kali kesulitan menghubungkannya dengan platform Fleet Management modern, sehingga membutuhkan proses migrasi data yang memakan waktu. - Kesiapan sumber daya manusia dalam mengoperasikan sistem baru
Tanpa pelatihan yang memadai, tim operasional maupun pengemudi bisa kesulitan memanfaatkan fitur-fitur yang tersedia secara maksimal.
Kelima tantangan ini menunjukkan bahwa keberhasilan implementasi Fleet Management tidak hanya bergantung pada kecanggihan teknologinya, tetapi juga pada kesiapan perusahaan dalam mengelola perubahan proses kerja secara menyeluruh.
Baca juga: Apa itu Preventive Maintenance? Jenis, Manfaat dan Contohnya
Cara Memilih Software Fleet Management yang Tepat
Dengan banyaknya pilihan software Fleet Management di pasaran, perusahaan perlu memiliki kriteria yang jelas sebelum menentukan platform yang akan digunakan. Pemilihan yang kurang tepat bukan hanya berisiko memboroskan anggaran, tetapi juga bisa menghambat operasional jika fitur yang tersedia tidak sesuai dengan kebutuhan armada. Berikut beberapa aspek yang perlu dipertimbangkan.
- Kesesuaian dengan Skala dan Jenis Armada
Kebutuhan perusahaan dengan lima kendaraan tentu berbeda jauh dengan perusahaan yang mengelola ratusan unit lintas kota. Sebelum memilih software, penting untuk memastikan platform tersebut mampu menangani skala armada perusahaan saat ini sekaligus proyeksi pertumbuhannya beberapa tahun ke depan, termasuk apakah sistem tersebut cocok untuk jenis kendaraan spesifik yang dioperasikan, seperti truk logistik, alat berat, atau kendaraan operasional ringan. - Kemudahan Integrasi dengan Sistem yang Sudah Ada
Software Fleet Management idealnya tidak berdiri sendiri, melainkan bisa terhubung dengan sistem lain yang sudah digunakan perusahaan, seperti ERP, TMS, atau software akuntansi. Semakin mudah proses integrasinya, semakin cepat pula perusahaan bisa memanfaatkan data armada secara lintas departemen tanpa harus melakukan input manual berulang kali di berbagai sistem yang terpisah. - Kelengkapan Fitur Sesuai Kebutuhan Operasional
Bukan berarti semakin banyak fitur, semakin baik. Perusahaan perlu menyesuaikan pilihan fitur dengan tantangan operasional yang paling sering dihadapi, misalnya jika masalah utama ada di pemborosan bahan bakar, maka fitur fuel management perlu menjadi prioritas, sementara perusahaan dengan isu keselamatan pengemudi mungkin lebih membutuhkan fitur driver behavior monitoring yang lebih mendalam. - Kemudahan Penggunaan (User Experience)
Sehebat apa pun fiturnya, sebuah software akan sulit memberikan manfaat maksimal jika terlalu rumit untuk digunakan oleh tim operasional maupun pengemudi di lapangan. Antarmuka yang intuitif dan proses onboarding yang tidak memakan waktu lama akan mempercepat adopsi sistem, sekaligus meminimalkan resistensi dari tim yang mungkin belum terbiasa dengan teknologi serupa. - Dukungan Teknis dan Layanan Purnajual
Ketika terjadi kendala teknis, seperti perangkat GPS yang tidak mengirim data atau dashboard yang error, kecepatan respons dari tim support vendor menjadi sangat krusial agar operasional tidak terganggu terlalu lama. Perusahaan perlu mengecek reputasi vendor dari sisi layanan purnajual, bukan hanya dari sisi kecanggihan produknya saja. - Struktur Biaya yang Transparan
Selain harga langganan bulanan atau tahunan, perusahaan perlu memahami secara detail apakah ada biaya tambahan untuk perangkat keras, instalasi, pelatihan, atau penambahan jumlah kendaraan di kemudian hari. Struktur biaya yang transparan sejak awal akan membantu perusahaan menghitung total cost of ownership secara lebih akurat, sehingga tidak ada biaya tersembunyi yang muncul di kemudian hari.
Contoh Penerapan Fleet Management di Berbagai Industri
Penerapan Fleet Management tidak terbatas pada satu jenis bisnis saja. Hampir setiap industri yang mengandalkan kendaraan sebagai bagian dari operasionalnya bisa memanfaatkan sistem ini, meski dengan penekanan fitur yang berbeda-beda sesuai karakteristik masing-masing sektor. Berikut beberapa contoh penerapannya di berbagai industri.
Logistik dan Ekspedisi
Di sektor logistik, Fleet Management menjadi tulang punggung operasional karena keterlambatan pengiriman berdampak langsung pada kepuasan pelanggan dan reputasi perusahaan di mata klien. Perusahaan ekspedisi umumnya memanfaatkan fitur GPS tracking dan geofencing secara intensif untuk memastikan setiap kiriman berada di jalur yang tepat, sekaligus memberikan estimasi waktu tiba yang lebih akurat kepada pelanggan. Selain itu, data historis rute pengiriman juga sering dimanfaatkan untuk mengidentifikasi pola kemacetan berulang, sehingga perusahaan bisa menyusun jalur alternatif yang lebih efisien untuk pengiriman berikutnya.
Distribusi dan FMCG
Perusahaan distribusi barang konsumsi, terutama yang menangani produk dengan masa simpan terbatas, sangat bergantung pada efisiensi rute dan ketepatan waktu pengiriman ke titik-titik retail yang jumlahnya bisa mencapai ratusan hingga ribuan outlet. Fleet Management membantu memastikan kendaraan distribusi berjalan sesuai jadwal, sekaligus memantau kondisi penyimpanan pada kendaraan berpendingin (cold chain) agar kualitas produk tetap terjaga selama perjalanan. Di sektor ini, keterlambatan sekecil apa pun bisa berdampak pada kerugian akibat produk yang kedaluwarsa atau rusak sebelum sampai ke tangan konsumen, sehingga visibilitas real-time terhadap posisi armada menjadi sangat krusial.
Konstruksi
Di industri konstruksi, armada yang dikelola tidak hanya truk pengangkut material, tetapi juga alat berat seperti excavator, crane, atau bulldozer yang sering berpindah antar lokasi proyek yang tersebar di berbagai wilayah. Fleet Management di sektor ini lebih menitikberatkan pada pemantauan jam operasional alat berat dan jadwal pemeliharaan, mengingat downtime alat berat berdampak besar pada timeline proyek secara keseluruhan dan bisa menimbulkan kerugian finansial akibat keterlambatan penyelesaian pekerjaan. Pemantauan lokasi alat berat juga membantu mencegah risiko kehilangan atau penggunaan aset di luar proyek yang seharusnya.
Pertambangan
Kondisi medan yang berat, cuaca ekstrem, serta jarak tempuh yang jauh antar area tambang membuat perusahaan tambang sangat bergantung pada pemantauan kondisi kendaraan secara ketat dan berkelanjutan. Fleet Management membantu memastikan kendaraan operasional tambang tetap dalam kondisi layak jalan, sekaligus mendukung kepatuhan terhadap standar keselamatan kerja yang ketat di lingkungan tambang, termasuk pemantauan jam kerja pengemudi agar tidak melebihi batas yang bisa meningkatkan risiko kecelakaan akibat kelelahan.
Perusahaan Ride-Hailing dan Transportasi Umum
Bagi perusahaan yang mengelola armada untuk layanan transportasi penumpang, Fleet Management berperan penting dalam memantau perilaku berkendara demi keselamatan penumpang, mengatur rotasi kendaraan agar pemanfaatannya merata di antara seluruh unit, serta memastikan jadwal perawatan berjalan tanpa mengganggu ketersediaan armada di jam-jam sibuk. Data pemanfaatan kendaraan juga membantu perusahaan menentukan kapan waktu yang tepat untuk menambah atau mengurangi jumlah armada yang beroperasi, menyesuaikan dengan pola permintaan yang biasanya fluktuatif sepanjang hari.
Perusahaan Farmasi dan Kesehatan
Distribusi produk farmasi sering kali memiliki persyaratan khusus, seperti menjaga suhu penyimpanan tertentu selama pengiriman agar kandungan obat atau vaksin tidak rusak. Fleet Management di sektor ini biasanya dipadukan dengan sensor suhu pada kendaraan, sehingga perusahaan bisa memastikan produk tetap dalam kondisi sesuai standar sejak keluar dari gudang hingga sampai ke tangan pelanggan, lengkap dengan riwayat suhu yang terdokumentasi sebagai bukti kepatuhan terhadap standar distribusi farmasi yang berlaku.
Dari berbagai contoh di atas, terlihat jelas bahwa penerapan Fleet Management selalu disesuaikan dengan kebutuhan spesifik masing-masing industri, meski prinsip dasarnya, efisiensi, keselamatan, dan visibilitas data, tetap sama di semua sektor.
Tren Fleet Management di Indonesia
Perkembangan Fleet Management di Indonesia terus bergerak mengikuti kebutuhan pasar yang semakin menuntut efisiensi, keberlanjutan, dan kecepatan pengambilan keputusan. Salah satu tren paling menonjol adalah adopsi kendaraan listrik (EV) dalam armada operasional, terutama di sektor logistik dan pengiriman barang. Penggunaan motor listrik untuk pengantaran paket terbukti mampu memangkas biaya bahan bakar hingga 70 persen dibandingkan kendaraan konvensional, sehingga banyak perusahaan mulai mempertimbangkan transisi ini sebagai bagian dari strategi efisiensi jangka panjang.
Yang menarik, transisi ke EV ini juga mendorong evolusi pada fitur Fleet Management itu sendiri, sistem manajemen armada kini mulai terintegrasi dengan teknologi AI yang mampu memantau kesehatan baterai secara real-time, sehingga potensi gangguan teknis pada kendaraan listrik bisa dideteksi lebih awal sebelum mengganggu proses pengiriman.
Selain soal kendaraan listrik, integrasi kecerdasan buatan (AI) ke dalam pengambilan keputusan operasional juga menjadi arah perkembangan yang semakin terlihat. Jika sebelumnya AI lebih banyak berperan sebagai alat analisis data pelengkap, kini sistem mulai bergerak ke arah yang lebih otonom dalam operasionalnya, mampu memberikan rekomendasi atau bahkan mengambil keputusan kecil secara otomatis berdasarkan data yang masuk. Tren ini juga sejalan dengan meningkatnya kebutuhan dashboard real-time yang terintegrasi, di mana manajer armada bisa memantau kondisi keseluruhan kendaraan, mulai dari konsumsi bahan bakar, performa pengemudi, hingga estimasi biaya operasional, hanya dalam satu tampilan, tanpa perlu mengecek beberapa sistem terpisah.
Tren lain yang tidak kalah relevan, khususnya bagi perusahaan yang beroperasi di sektor distribusi dan e-commerce, adalah meningkatnya kesadaran terhadap keberlanjutan lingkungan (sustainability). Tekanan dari regulasi maupun preferensi konsumen membuat perusahaan mulai memperhatikan jejak karbon dari aktivitas distribusinya, sehingga kemampuan Fleet Management untuk memantau dan melaporkan emisi karbon secara otomatis menjadi nilai tambah yang semakin dicari, bukan sekadar fitur tambahan yang sifatnya opsional.
Dari sisi infrastruktur bisnis secara keseluruhan, pertumbuhan sektor logistik yang didorong pembangunan infrastruktur dan kawasan industri turut mendorong kebutuhan akan sistem Fleet Management yang lebih matang. Digitalisasi rantai pasok dan tuntutan pengiriman yang lebih cepat diperkirakan menjadi standar baru, seiring meningkatnya kebutuhan distribusi di sektor FMCG, energi, dan proyek infrastruktur berskala besar. Secara keseluruhan, tren-tren ini menunjukkan bahwa Fleet Management di Indonesia tidak lagi sekadar alat pelacakan kendaraan, melainkan sudah bergerak menjadi bagian dari strategi bisnis yang lebih besar, mencakup efisiensi biaya, keberlanjutan lingkungan, hingga daya saing operasional secara menyeluruh.
Mengelola Fleet Management Menjadi Lebih Optimal dengan Dukungan Sistem yang Tepat
Memahami dan merancang strategi Fleet Management yang solid adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari pemantauan kondisi kendaraan, penjadwalan pemeliharaan, hingga pengawasan konsumsi bahan bakar secara real-time, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas pengelolaan armada modern, perusahaan dapat mendeteksi potensi gangguan lebih awal sebelum berkembang menjadi kerusakan besar, meningkatkan akurasi data operasional dan biaya perawatan secara real-time, serta memastikan setiap aktivitas armada dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan manual yang rentan kesalahan, ketidaksesuaian data antara tim operasional dan keuangan, hingga lambatnya respons terhadap gangguan di lapangan akan terus menghambat kemampuan bisnis dalam mengelola armadanya secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola armada kendaraan secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika operasional yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun sistem Fleet Management yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.

Transportation Management System: Pengertian, Manfaat, dan Fitur Utamanya
Transportation Management System menjadi bagian penting dalam rantai pasok modern seiring meningkatnya kompleksitas distribusi barang lintas wilayah. Perusahaan yang mengandalkan pengiriman dalam skala besar membutuhkan cara yang lebih terstruktur untuk mengatur rute, memilih moda transportasi, hingga memantau proses pengiriman secara real-time. Di sinilah sistem ini berperan, membantu perusahaan mengelola seluruh siklus transportasi barang mulai dari perencanaan hingga eksekusi dalam satu platform yang terintegrasi.
- Apa Itu Transportation Management System?
- Bagaimana Cara Kerja Transportation Management System?
- Mengapa Transportation Management System Penting?
- Manfaat Transportation Management System
- Fitur Utama Transportation Management System
- Jenis-jenis Transportation Management System
- Siapa yang Membutuhkan Transportation Management System?
- Transportation Management System vs Fleet Management System
- Tantangan dalam Implementasi Transportation Management System
- Masa Depan Transportation Management System
- Mengoptimalkan Transportation Management System dengan Solusi ERP
Apa Itu Transportation Management System?
Transportation Management System adalah sistem berbasis teknologi yang dirancang untuk merencanakan, mengeksekusi, dan mengoptimalkan pergerakan barang dari titik asal ke titik tujuan, baik melalui jalur darat, laut, maupun udara. Sistem ini menjadi bagian penting dalam rantai pasok modern seiring meningkatnya kompleksitas distribusi barang lintas wilayah, di mana perusahaan membutuhkan cara yang lebih terstruktur untuk mengatur rute, memilih moda transportasi, hingga memantau proses pengiriman secara real-time.
Secara umum, sistem ini bekerja sebagai penghubung antara pengirim (shipper), penyedia jasa transportasi (carrier), dan penerima barang. Setiap tahapan mulai dari pemilihan rute terbaik, penentuan moda transportasi yang paling efisien, hingga proses pelacakan pengiriman dapat dilakukan melalui satu dasbor yang sama. Pendekatan ini membuat perusahaan tidak lagi bergantung pada pencatatan manual atau komunikasi terpisah dengan masing-masing vendor logistik.
Selain berfungsi sebagai alat operasional, teknologi ini juga menjadi sumber data penting bagi perusahaan dalam mengambil keputusan strategis. Informasi seperti performa carrier, biaya pengiriman per rute, hingga tingkat ketepatan waktu (on-time delivery) dapat dianalisis untuk perbaikan proses ke depannya. Dengan demikian, penerapannya tidak hanya membantu efisiensi operasional harian, tetapi juga mendukung perencanaan logistik jangka panjang secara lebih terukur.
Bagaimana Cara Kerja Transportation Management System?
Transportation Management System bekerja dengan mengintegrasikan beberapa tahapan proses transportasi ke dalam satu alur kerja yang saling terhubung. Setiap tahapan dirancang untuk saling melengkapi, sehingga perusahaan dapat memantau pergerakan barang secara menyeluruh tanpa harus berpindah-pindah sistem atau menghubungi banyak pihak secara terpisah. Berikut adalah tahapan umum dalam alur kerjanya:
- Perencanaan Pengiriman (Planning)
Sistem menerima data pesanan dan menyusun rencana pengiriman berdasarkan lokasi asal, tujuan, volume barang, serta batas waktu pengiriman yang ditentukan. - Pemilihan Moda dan Rute (Mode & Route Selection)
Berdasarkan data yang tersedia, sistem membandingkan berbagai opsi moda transportasi dan rute untuk menentukan kombinasi yang paling efisien dari sisi biaya maupun waktu tempuh. - Pemilihan Carrier (Carrier Selection)
Sistem membantu memilih penyedia jasa transportasi berdasarkan kriteria seperti tarif, kapasitas, riwayat performa, hingga ketersediaan armada pada waktu yang dibutuhkan. - Eksekusi Pengiriman (Execution)
Setelah rute dan carrier ditentukan, proses pengiriman mulai dijalankan. Dokumen seperti surat jalan dan invoice biasanya turut dihasilkan secara otomatis pada tahap ini. - Pelacakan Real-Time (Tracking & Visibility)
Selama proses pengiriman berlangsung, sistem menyediakan visibilitas terhadap posisi dan status barang, sehingga perusahaan maupun pelanggan dapat memantau perkembangannya kapan saja. - Penyelesaian dan Analisis (Settlement & Freight Audit)
Setelah barang sampai di tujuan, sistem melakukan verifikasi biaya pengiriman terhadap tagihan carrier (freight audit), sekaligus mencatat data performa untuk dianalisis pada pengiriman berikutnya.
Melalui rangkaian proses tersebut, Transportation Management System tidak hanya mengotomatisasi tugas-tugas operasional, tetapi juga menciptakan siklus data yang berkelanjutan untuk mendukung pengambilan keputusan logistik yang lebih akurat di masa depan.
Mengapa Transportation Management System Penting?
Transportation Management System penting dimiliki perusahaan seiring semakin tingginya ekspektasi pelanggan terhadap kecepatan dan ketepatan pengiriman. Di tengah rantai pasok yang melibatkan banyak pihak, mulai dari pemasok, gudang, carrier, hingga pelanggan akhir, kesalahan kecil dalam koordinasi transportasi dapat berdampak pada keterlambatan, pembengkakan biaya, hingga menurunnya kepuasan pelanggan.
Tanpa sistem yang terintegrasi, proses pengelolaan transportasi umumnya masih dilakukan secara manual, misalnya melalui spreadsheet, telepon, atau komunikasi terpisah dengan masing-masing carrier. Pendekatan seperti ini rentan menimbulkan kesalahan pencatatan, kesulitan dalam membandingkan tarif antar penyedia jasa, serta minimnya visibilitas terhadap posisi barang selama perjalanan. Ketika volume pengiriman terus bertambah, kompleksitas ini akan semakin sulit dikelola secara manual.
Di sisi lain, tekanan terhadap efisiensi biaya logistik juga menjadi alasan utama mengapa keberadaan sistem ini semakin dibutuhkan. Biaya transportasi kerap menjadi salah satu komponen terbesar dalam struktur biaya rantai pasok, sehingga setiap inefisiensi sekecil apa pun, seperti rute yang tidak optimal atau pemilihan carrier yang kurang tepat, dapat berdampak signifikan terhadap margin perusahaan dalam jangka panjang.
Faktor lain yang turut mendorong urgensinya adalah kebutuhan akan visibilitas end-to-end. Perusahaan modern dituntut untuk dapat memberikan informasi status pengiriman secara transparan, baik kepada tim internal maupun pelanggan. Tanpa sistem yang mampu menyediakan data secara real-time, perusahaan akan kesulitan memenuhi ekspektasi ini secara konsisten.
Manfaat Transportation Management System
Transportation Management System memberikan dampak yang terasa di berbagai lini operasional, mulai dari pengelolaan biaya hingga pengalaman pelanggan. Ketika seluruh proses transportasi terhubung dalam satu sistem, perusahaan tidak hanya memperoleh efisiensi pada level teknis, tetapi juga peningkatan kualitas pengambilan keputusan secara menyeluruh. Berikut beberapa manfaat utama yang umumnya diperoleh perusahaan setelah menerapkan sistem ini:
- Efisiensi Biaya Transportasi
Sistem membantu perusahaan membandingkan tarif antar carrier serta memilih rute paling optimal, sehingga biaya pengiriman dapat ditekan tanpa mengorbankan kualitas layanan. - Peningkatan Ketepatan Waktu Pengiriman
Dengan perencanaan rute dan pemilihan moda transportasi yang lebih akurat, tingkat on-time delivery dapat meningkat secara signifikan. - Visibilitas Real-Time terhadap Pengiriman
Perusahaan maupun pelanggan dapat memantau status dan posisi barang kapan saja, sehingga meminimalkan pertanyaan berulang terkait status pengiriman. - Pengurangan Kesalahan Operasional
Otomatisasi dokumen seperti surat jalan, invoice, dan freight audit membantu mengurangi risiko kesalahan yang biasa terjadi pada pencatatan manual. - Pengambilan Keputusan Berbasis Data
Data performa carrier, biaya per rute, hingga histori pengiriman dapat dianalisis untuk mendukung strategi logistik yang lebih terukur ke depannya. - Peningkatan Kepuasan Pelanggan
Pengiriman yang lebih cepat, akurat, dan transparan secara langsung berkontribusi terhadap pengalaman pelanggan yang lebih baik. - Skalabilitas Operasional
Sistem yang terintegrasi memudahkan perusahaan dalam menangani peningkatan volume pengiriman tanpa perlu menambah beban kerja manual secara signifikan.
Secara keseluruhan, manfaat-manfaat tersebut saling berkaitan satu sama lain, di mana efisiensi pada satu aspek operasional cenderung berdampak positif pada aspek lainnya, mulai dari biaya, kecepatan, hingga kepuasan pelanggan.
Baca juga: Delivery Order: Pengertian, Fungsi, dan Cara Membuatnya
Fitur Utama Transportation Management System
Transportation Management System hadir dengan berbagai fitur yang dirancang untuk mendukung pengelolaan transportasi secara menyeluruh, mulai dari tahap perencanaan hingga evaluasi pasca pengiriman. Setiap fitur saling melengkapi satu sama lain, sehingga perusahaan dapat menjalankan operasional transportasi secara lebih terstruktur dan minim risiko kesalahan. Berikut fitur-fitur utama yang umumnya tersedia dalam sistem ini:
Route Optimization
Fitur ini memungkinkan sistem untuk menghitung dan merekomendasikan rute pengiriman paling efisien berdasarkan berbagai variabel, seperti jarak tempuh, kondisi lalu lintas, kapasitas kendaraan, hingga batas waktu pengiriman. Dengan perhitungan yang dilakukan secara otomatis, perusahaan dapat menghindari rute yang tidak efisien serta mengurangi konsumsi bahan bakar dan waktu tempuh secara keseluruhan.
Carrier Management
Fitur ini membantu perusahaan mengelola data dan performa seluruh penyedia jasa transportasi dalam satu basis data terpusat. Informasi seperti tarif, kapasitas armada, riwayat ketepatan waktu, hingga rating kualitas layanan dapat diakses dengan mudah, sehingga proses pemilihan carrier untuk setiap pengiriman menjadi lebih objektif dan berbasis data.
Freight Audit and Payment
Fitur ini berfungsi untuk memverifikasi kesesuaian antara tagihan yang diterbitkan carrier dengan tarif yang telah disepakati sebelumnya. Proses verifikasi yang biasanya memakan waktu jika dilakukan manual dapat dipercepat secara signifikan, sekaligus meminimalkan risiko kelebihan pembayaran akibat kesalahan penagihan.
Real-Time Tracking and Visibility
Fitur ini memberikan informasi mengenai posisi dan status pengiriman secara langsung, baik untuk kebutuhan internal perusahaan maupun untuk keperluan komunikasi dengan pelanggan. Visibilitas semacam ini membantu perusahaan mengantisipasi potensi keterlambatan lebih awal, sekaligus meningkatkan kepercayaan pelanggan terhadap proses pengiriman yang sedang berjalan.
Load Planning and Optimization
Fitur ini membantu menentukan cara terbaik dalam menyusun dan mengalokasikan muatan ke dalam kendaraan pengangkut, dengan mempertimbangkan kapasitas, berat, dan dimensi barang. Pemanfaatan ruang kendaraan yang lebih maksimal berkontribusi langsung terhadap penurunan jumlah perjalanan yang dibutuhkan, sekaligus menekan biaya operasional secara keseluruhan.
Dokumentasi dan Otomatisasi Administrasi
Fitur ini menghasilkan dokumen-dokumen penting secara otomatis, seperti surat jalan, invoice, hingga bukti pengiriman (proof of delivery). Otomatisasi ini mengurangi ketergantungan pada proses administrasi manual yang rentan terhadap kesalahan maupun keterlambatan pencatatan.
Analytics and Reporting
Fitur ini menyediakan berbagai laporan dan analisis terkait performa transportasi, mulai dari biaya per rute, tingkat ketepatan waktu, hingga performa masing-masing carrier. Data yang tersaji secara terstruktur ini menjadi dasar bagi perusahaan dalam menyusun strategi perbaikan proses transportasi secara berkelanjutan.
Integrasi dengan Sistem Lain
Fitur ini memungkinkan sistem untuk terhubung dengan platform lain yang digunakan perusahaan, seperti Warehouse Management System (WMS), Enterprise Resource Planning (ERP), maupun sistem e-commerce. Integrasi ini memastikan aliran data antar sistem berjalan secara otomatis tanpa perlu input manual yang berulang.
Jenis-jenis Transportation Management System
Transportation Management System dapat dikategorikan ke dalam beberapa jenis berdasarkan metode penerapan dan skala penggunaannya. Pemahaman terhadap jenis-jenis ini penting bagi perusahaan agar dapat memilih solusi yang paling sesuai dengan kebutuhan operasional dan kapasitas anggaran yang dimiliki.
Berdasarkan Metode Deployment
- On-Premise TMS
Jenis ini diinstal dan dijalankan langsung pada server milik perusahaan. Perusahaan memiliki kendali penuh terhadap data dan kustomisasi sistem, namun membutuhkan investasi awal yang lebih besar serta tim IT internal untuk pemeliharaannya. - Cloud-Based TMS
Jenis ini dijalankan melalui infrastruktur penyedia layanan dan dapat diakses melalui internet tanpa perlu instalasi perangkat keras khusus. Model ini umumnya lebih fleksibel dari sisi biaya karena menggunakan skema berlangganan, serta memudahkan pembaruan sistem secara berkala tanpa mengganggu operasional. - TMS Berbasis SaaS (Software as a Service)
Jenis ini merupakan bagian dari cloud-based TMS yang dikelola sepenuhnya oleh penyedia layanan, termasuk pemeliharaan, keamanan, dan pembaruan fitur. Perusahaan cukup fokus pada penggunaan sistem tanpa perlu mengurus aspek teknis di baliknya.
Berdasarkan Skala dan Cakupan Penggunaan
- TMS untuk Shipper
Jenis ini dirancang khusus untuk perusahaan yang mengirimkan barang, membantu dalam perencanaan, pemilihan carrier, hingga pemantauan pengiriman dari sisi pengirim. - TMS untuk Carrier atau 3PL
Jenis ini digunakan oleh penyedia jasa transportasi atau Third-Party Logistics (3PL) untuk mengelola armada, menyusun jadwal pengiriman, serta mengoptimalkan penggunaan kapasitas kendaraan bagi berbagai klien yang dilayani. - Enterprise TMS
Jenis ini ditujukan bagi perusahaan berskala besar dengan volume pengiriman tinggi dan jaringan distribusi yang kompleks, biasanya dilengkapi fitur yang lebih lengkap serta kemampuan integrasi yang lebih luas dengan sistem lain.
Pemilihan jenis yang tepat pada dasarnya bergantung pada kebutuhan operasional, skala bisnis, serta sumber daya yang dimiliki perusahaan, sehingga tidak ada satu jenis yang secara mutlak lebih unggul dibandingkan jenis lainnya.
Siapa yang Membutuhkan Transportation Management System?
Transportation Management System dibutuhkan oleh berbagai jenis pelaku usaha yang aktivitas operasionalnya melibatkan pengiriman barang dalam volume signifikan. Kebutuhan terhadap sistem ini tidak terbatas pada satu sektor industri saja, melainkan mencakup berbagai pihak yang memiliki peran berbeda dalam rantai pasok.
Perusahaan manufaktur yang memproduksi barang dalam jumlah besar membutuhkan pengelolaan transportasi yang efisien untuk mendistribusikan hasil produksi ke gudang, distributor, maupun pelanggan akhir secara tepat waktu. Sementara itu, perusahaan retail dan e-commerce dengan volume pengiriman tinggi dan frekuensi pengiriman yang sering membutuhkan visibilitas serta kecepatan proses pengiriman untuk menjaga kepuasan pelanggan di tengah persaingan yang ketat. Begitu pula dengan distributor dan wholesaler, yang berperan sebagai penghubung antara produsen dan pengecer, membutuhkan koordinasi transportasi yang baik untuk memastikan ketersediaan stok di berbagai titik distribusi.
Di sisi penyedia jasa, perusahaan logistik pihak ketiga (3PL) dan 4PL membutuhkan sistem untuk mengelola armada, rute, serta performa pengiriman secara efisien di tengah kompleksitas melayani banyak klien sekaligus. Kebutuhan yang lebih spesifik juga terlihat pada sektor-sektor tertentu, seperti perusahaan farmasi dan kesehatan yang membutuhkan pengelolaan transportasi ketat mengingat sensitivitas produk terhadap suhu dan waktu pengiriman, termasuk kepatuhan terhadap regulasi distribusi. Sektor food and beverage juga menghadapi tantangan serupa, di mana produk dengan masa simpan terbatas membutuhkan pengelolaan rute dan waktu pengiriman yang presisi agar kualitas produk tetap terjaga hingga sampai ke tangan konsumen.
Terakhir, perusahaan dengan jaringan distribusi multi-regional atau global turut menjadi pihak yang sangat membutuhkan sistem ini, mengingat kompleksitas rute, regulasi, dan moda transportasi yang berbeda-beda di setiap wilayah yang mereka layani. Pada dasarnya, semakin tinggi volume pengiriman dan semakin kompleks jaringan distribusi yang dimiliki suatu perusahaan, semakin besar pula manfaat yang dapat dirasakan dari penerapan sistem ini.
Baca juga: Apa itu Distribution Management System (DMS) dan Cara Kerjanya
Transportation Management System vs Fleet Management System
Transportation Management System sering disandingkan dengan Fleet Management System karena keduanya sama-sama berkaitan dengan pengelolaan transportasi. Meskipun demikian, kedua sistem ini memiliki fokus dan cakupan yang berbeda, sehingga penting bagi perusahaan untuk memahami perbedaannya sebelum menentukan solusi yang sesuai dengan kebutuhan.
Transportation Management System berfokus pada pengelolaan proses pengiriman secara menyeluruh, mulai dari perencanaan rute, pemilihan carrier, hingga pelacakan dan evaluasi pengiriman. Sistem ini lebih menitikberatkan pada aspek strategis dan operasional pengiriman barang, termasuk hubungan dengan berbagai penyedia jasa transportasi eksternal.
Sementara itu, Fleet Management System lebih berfokus pada pengelolaan armada kendaraan milik perusahaan itu sendiri, seperti pemantauan kondisi kendaraan, jadwal perawatan, konsumsi bahan bakar, hingga perilaku pengemudi. Sistem ini lebih menitikberatkan pada aspek teknis dan pemeliharaan aset transportasi yang dimiliki secara langsung oleh perusahaan.
Agar lebih mudah dipahami, berikut ringkasan perbandingan antara keduanya:
| Aspek | Transportation Management System | Fleet Management System |
|---|---|---|
| Fokus Utama | Perencanaan dan eksekusi pengiriman barang | Pengelolaan dan pemeliharaan armada kendaraan |
| Cakupan | Melibatkan banyak carrier eksternal | Berfokus pada kendaraan milik perusahaan |
| Data yang Dikelola | Rute, tarif, performa carrier, freight audit | Kondisi kendaraan, bahan bakar, perilaku pengemudi |
| Tujuan Utama | Efisiensi biaya dan ketepatan pengiriman | Efisiensi operasional dan umur pakai kendaraan |
| Pengguna Utama | Shipper, distributor, penyedia jasa logistik | Perusahaan dengan armada kendaraan sendiri |
Meskipun memiliki fokus yang berbeda, kedua sistem ini sebenarnya dapat saling melengkapi. Perusahaan yang memiliki armada sendiri sekaligus bekerja sama dengan carrier eksternal umumnya akan mendapatkan manfaat lebih optimal apabila kedua sistem tersebut diintegrasikan, sehingga pengelolaan transportasi dapat dilakukan secara menyeluruh baik dari sisi aset maupun proses pengiriman.
Tantangan dalam Implementasi Transportation Management System
Transportation Management System memang menawarkan banyak manfaat, namun proses penerapannya tidak selalu berjalan mulus. Beberapa tantangan berikut umum dihadapi perusahaan, baik pada tahap awal implementasi maupun dalam penggunaan jangka panjang.
- Investasi Awal yang Tidak Sedikit
Meskipun model cloud-based cenderung lebih terjangkau dibandingkan on-premise, penerapan sistem tetap membutuhkan biaya untuk lisensi, integrasi, hingga pelatihan tim. Bagi perusahaan berskala kecil hingga menengah, hal ini bisa menjadi pertimbangan tersendiri sebelum memutuskan untuk berinvestasi. - Kompleksitas Integrasi dengan Sistem Lain
Sistem ini idealnya terhubung dengan platform lain seperti ERP maupun Warehouse Management System. Proses integrasi antar sistem yang berbeda vendor atau arsitektur teknis kerap membutuhkan waktu dan sumber daya IT yang tidak sedikit, terutama jika sistem yang sudah berjalan sebelumnya memiliki struktur data yang kompleks. - Resistensi dari Tim Internal
Perubahan dari proses manual ke sistem yang terotomatisasi sering kali menemui resistensi dari karyawan yang sudah terbiasa dengan cara kerja lama. Tanpa sosialisasi dan pelatihan yang memadai, adopsi sistem dapat berjalan lambat meskipun secara teknis sistem sudah siap digunakan. - Kualitas dan Kesiapan Data
Efektivitas sistem sangat bergantung pada kualitas data yang diinput, seperti data carrier, tarif, maupun histori pengiriman. Apabila data yang tersedia tidak akurat atau tidak lengkap, hasil analisis dan rekomendasi yang dihasilkan sistem pun berpotensi kurang optimal. - Ketergantungan pada Kesiapan Mitra Carrier
Manfaat sistem ini juga bergantung pada sejauh mana carrier yang bekerja sama bersedia dan mampu beradaptasi dengan proses digital, misalnya dalam hal pertukaran data elektronik atau pembaruan status pengiriman secara real-time. Jika sebagian mitra masih mengandalkan cara manual, visibilitas yang dihasilkan sistem menjadi tidak sepenuhnya menyeluruh.
Memahami tantangan-tantangan tersebut sejak awal dapat membantu perusahaan menyusun strategi implementasi yang lebih matang, sehingga proses transisi menuju sistem yang lebih terintegrasi dapat berjalan dengan risiko yang lebih terkendali.
Cara Memilih Transportation Management System yang Tepat
Transportation Management System yang tersedia di pasaran memiliki karakteristik dan keunggulan yang berbeda-beda, sehingga perusahaan perlu mempertimbangkan beberapa faktor secara cermat sebelum menentukan pilihan. Kesalahan dalam memilih sistem berpotensi menimbulkan inefisiensi baru, alih-alih menyelesaikan masalah operasional yang ada.
- Sesuaikan dengan Kebutuhan dan Skala Bisnis
Perusahaan perlu mengidentifikasi kebutuhan spesifiknya terlebih dahulu, misalnya volume pengiriman, jumlah carrier yang digunakan, atau kompleksitas rute distribusi. Sistem yang terlalu sederhana berisiko tidak mampu menampung kebutuhan yang terus berkembang, sementara sistem yang terlalu kompleks justru dapat membebani operasional jika tidak sesuai skala bisnis. - Perhatikan Kemudahan Integrasi
Sistem yang dipilih idealnya dapat terhubung dengan mudah ke platform lain yang sudah digunakan perusahaan, seperti ERP atau Warehouse Management System. Kemampuan integrasi ini akan sangat memengaruhi kelancaran arus data antar departemen ke depannya. - Evaluasi Skalabilitas Sistem
Kebutuhan transportasi perusahaan cenderung berkembang seiring waktu. Oleh karena itu, penting untuk memilih sistem yang mampu menyesuaikan diri terhadap peningkatan volume pengiriman maupun perluasan jaringan distribusi tanpa memerlukan penggantian sistem secara menyeluruh di kemudian hari. - Pertimbangkan Kemudahan Penggunaan
Antarmuka yang intuitif dan mudah dipahami akan mempercepat proses adopsi oleh tim internal. Sistem yang terlalu rumit justru berisiko memperlambat proses transisi, sekalipun secara fitur sudah cukup lengkap. - Tinjau Dukungan dan Layanan Purnajual
Ketersediaan dukungan teknis yang responsif menjadi faktor penting, terutama pada masa-masa awal implementasi. Perusahaan perlu memastikan penyedia sistem menawarkan layanan pendampingan, pelatihan, maupun pembaruan sistem secara berkelanjutan. - Bandingkan Total Biaya Kepemilikan
Selain biaya lisensi atau berlangganan, perusahaan juga perlu mempertimbangkan biaya implementasi, pelatihan, hingga pemeliharaan jangka panjang. Perbandingan total biaya kepemilikan ini akan memberikan gambaran yang lebih realistis dibandingkan sekadar melihat harga awal.
Dengan mempertimbangkan faktor-faktor tersebut secara menyeluruh, perusahaan dapat memilih sistem yang tidak hanya sesuai dengan kebutuhan saat ini, tetapi juga mampu mendukung pertumbuhan bisnis dalam jangka panjang.
Baca juga: 12 Software ERP Distributor Terbaik di Indonesia 2026
Masa Depan Transportation Management System
Transportation Management System diproyeksikan akan terus berkembang seiring kemajuan teknologi dan meningkatnya kompleksitas rantai pasok global. Beberapa tren teknologi mulai diadopsi untuk memperluas kemampuan sistem ini, sehingga tidak hanya berfungsi sebagai alat operasional, tetapi juga sebagai bagian dari strategi rantai pasok yang lebih adaptif.
Salah satu tren yang mulai berkembang adalah pemanfaatan kecerdasan buatan (Artificial Intelligence) dan machine learning untuk meningkatkan akurasi prediksi, seperti perkiraan waktu tiba pengiriman, potensi keterlambatan, hingga rekomendasi rute yang lebih optimal berdasarkan pola data historis. Selain itu, penerapan Internet of Things (IoT) melalui sensor pada kendaraan maupun kontainer turut memperkaya data real-time yang dapat dimanfaatkan sistem, misalnya terkait kondisi suhu, kelembapan, atau getaran selama proses pengiriman berlangsung.
Tren lain yang juga mulai mendapat perhatian adalah otomatisasi proses pengambilan keputusan melalui predictive analytics, di mana sistem tidak hanya menyajikan data, tetapi juga mampu memberikan rekomendasi tindakan secara proaktif sebelum masalah operasional benar-benar terjadi. Di samping itu, meningkatnya kesadaran terhadap keberlanjutan turut mendorong berkembangnya fitur-fitur yang berfokus pada efisiensi emisi karbon, seperti perhitungan jejak karbon per pengiriman maupun rekomendasi rute yang lebih ramah lingkungan.
Ke depannya, integrasi antar sistem juga diperkirakan akan semakin erat, khususnya dengan platform ERP, Warehouse Management System, maupun ekosistem supply chain secara lebih luas. Pendekatan yang lebih terhubung ini memungkinkan perusahaan untuk mengelola seluruh proses rantai pasok, mulai dari perencanaan produksi hingga pengiriman akhir, dalam satu ekosistem data yang lebih menyatu dan minim silo informasi.
Mengoptimalkan Transportation Management System dengan Solusi ERP
Merancang Transportation Management System yang mumpuni memang menjadi fondasi penting, tetapi tantangan yang lebih besar justru muncul ketika perusahaan harus memastikan setiap prosesnya, mulai dari perencanaan rute, koordinasi dengan carrier, hingga pemantauan status pengiriman secara real-time, berjalan akurat, selaras di seluruh lini, dan tercatat secara konsisten sebagai bagian dari aktivitas operasional harian.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas transportasi dan rantai pasok modern, perusahaan dapat mengidentifikasi potensi kendala pengiriman lebih awal sebelum berdampak pada keterlambatan, meningkatkan akurasi data logistik secara real-time, serta memastikan setiap aktivitas pengiriman dapat ditelusuri secara transparan kapan pun diperlukan, baik untuk kebutuhan audit internal maupun pengambilan keputusan strategis oleh manajemen.
Tanpa sistem yang terintegrasi, berbagai kendala seperti koordinasi manual yang rawan kesalahan, data yang tidak sinkron antar divisi, hingga respons yang lambat terhadap gangguan pengiriman akan terus menghambat efektivitas pengelolaan transportasi perusahaan. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola transportasi dan rantai pasok secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika bisnis yang terus berkembang. Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun Transportation Management System yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.
FAQ

Delivery Order: Pengertian, Fungsi, dan Cara Membuatnya
Delivery Order menjadi salah satu dokumen krusial yang sering luput dari perhatian, padahal keberadaannya menentukan kelancaran proses pengiriman barang dari gudang hingga sampai ke tangan pelanggan. Tanpa dokumen ini, tim logistik maupun pihak penerima berisiko kehilangan acuan yang jelas mengenai jenis, jumlah, dan kondisi barang yang seharusnya dikirim maupun diterima.
Kondisi ini semakin berisiko ketika volume pengiriman tinggi dan melibatkan banyak pihak sekaligus, mulai dari staf gudang, kurir, hingga tim penerima di lokasi tujuan, sehingga potensi kesalahan pencatatan maupun ketidaksesuaian barang menjadi jauh lebih besar tanpa adanya dokumen acuan yang terstandarisasi. Di sisi lain, keberadaan Delivery Order yang dikelola dengan baik juga menjadi bukti tertulis yang dapat digunakan sebagai dasar verifikasi apabila terjadi perselisihan terkait jumlah maupun kondisi barang saat serah terima berlangsung.
- Apa Itu Delivery Order?
- Fungsi Delivery Order
- Bagaimana Alur Proses Delivery Order?
- Komponen yang Harus Ada dalam Delivery Order
- Contoh Delivery Order
- Cara Membuat Delivery Order
- Perbedaan Delivery Order dengan Dokumen Lain
- Tantangan Pengelolaan Delivery Order Manual
- Manfaat Menggunakan Delivery Order Digital
- Bagaimana ERP Membantu Mengelola Delivery Order?
- Optimalkan Pengelolaan Delivery Order dengan Solusi ERP
Apa Itu Delivery Order?
Delivery Order adalah dokumen resmi yang diterbitkan oleh pihak pengirim (biasanya gudang, distributor, atau pemasok) sebagai bukti dan instruksi bahwa sejumlah barang tertentu harus dikeluarkan dan dikirimkan kepada pihak penerima sesuai dengan pesanan yang telah disepakati. Dokumen ini umumnya memuat informasi seperti nama dan alamat pengirim maupun penerima, jenis dan jumlah barang, nomor referensi pesanan, serta tanda tangan sebagai bukti serah terima yang sah.
Secara fungsi, Delivery Order berbeda dengan invoice atau faktur, karena dokumen ini tidak memuat informasi terkait harga atau nilai transaksi, melainkan murni berfokus pada aspek fisik pengiriman barang. Dalam praktiknya, Delivery Order menjadi penghubung antara proses administrasi pemesanan dan proses operasional di lapangan, memastikan bahwa barang yang dikirim benar-benar sesuai dengan apa yang telah dipesan maupun disetujui sebelumnya.
Di banyak perusahaan, terutama yang bergerak di bidang manufaktur, distribusi, atau retail, Delivery Order juga berfungsi sebagai dasar pencatatan stok keluar dari gudang, sehingga turut berperan penting dalam menjaga akurasi data inventori secara keseluruhan.
Fungsi Delivery Order
Delivery Order memiliki beberapa fungsi utama yang membuatnya tidak dapat digantikan begitu saja oleh dokumen lain dalam proses pengiriman barang. Keberadaannya melibatkan hampir seluruh pihak yang terlibat dalam rantai distribusi, mulai dari staf gudang yang mengeluarkan barang, tim logistik yang mengantarkan, hingga pihak penerima yang harus memastikan barang yang diterima sudah sesuai. Berikut fungsi-fungsi tersebut:
- Bukti Sah Pengeluaran Barang dari Gudang
Delivery Order menjadi dasar resmi bagi staf gudang untuk mengeluarkan barang, sehingga setiap barang yang keluar memiliki catatan dan penanggung jawab yang jelas. - Instruksi Pengiriman bagi Tim Logistik
Dokumen ini memuat detail barang, jumlah, serta tujuan pengiriman, sehingga tim logistik atau kurir memiliki acuan pasti mengenai apa yang harus dikirim dan ke mana barang tersebut harus sampai. - Alat Verifikasi Saat Serah Terima
Pada saat barang tiba di tujuan, Delivery Order digunakan sebagai alat pencocokan antara barang fisik dengan data yang tertera, sehingga meminimalkan risiko kesalahan jumlah maupun jenis barang. - Dokumen Pendukung untuk Pencatatan Stok
Setiap transaksi pengeluaran barang yang tercatat dalam Delivery Order menjadi dasar pembaruan data stok di sistem inventori, sehingga akurasi jumlah barang di gudang tetap terjaga. - Bukti Hukum Apabila Terjadi Sengketa
Jika di kemudian hari muncul perselisihan terkait jumlah, kondisi, atau waktu pengiriman barang, Delivery Order yang telah ditandatangani kedua belah pihak dapat dijadikan rujukan sebagai bukti sah.
Kelima fungsi ini menunjukkan bahwa Delivery Order bukan sekadar formalitas administratif, melainkan elemen yang saling terkait dengan proses gudang, logistik, hingga pencatatan keuangan perusahaan secara menyeluruh.
Bagaimana Alur Proses Delivery Order?
Proses Delivery Order dimulai ketika pesanan dari pelanggan telah dikonfirmasi dan siap untuk masuk ke tahap pemenuhan barang. Pada tahap ini, bagian penjualan atau admin biasanya meneruskan detail pesanan kepada gudang sebagai dasar untuk mempersiapkan barang yang akan dikirim.
Selanjutnya, staf gudang akan menyiapkan dan mengecek kesesuaian barang dengan pesanan yang diterima, mulai dari jenis, jumlah, hingga kondisi fisiknya. Setelah barang dipastikan sesuai, Delivery Order kemudian diterbitkan sebagai dokumen resmi yang menyertai barang tersebut, lengkap dengan detail penerima, alamat tujuan, serta jumlah barang yang dikirim.

Setelah dokumen ini terbit, barang beserta Delivery Order diserahkan kepada tim logistik atau kurir untuk diantarkan ke lokasi tujuan. Pada tahap pengiriman, dokumen ini berfungsi sebagai acuan utama agar barang yang dibawa benar-benar sesuai dengan yang tertera, sekaligus menjadi identitas resmi pengiriman apabila diperlukan verifikasi di tengah jalan.
Ketika barang sampai di tujuan, pihak penerima akan melakukan pengecekan fisik barang dan mencocokkannya dengan informasi yang tertera dalam Delivery Order. Apabila seluruh barang sudah sesuai, penerima akan menandatangani dokumen tersebut sebagai bukti sah bahwa serah terima telah dilakukan dengan baik.
Terakhir, salinan Delivery Order yang telah ditandatangani akan dikembalikan kepada pihak pengirim untuk diarsipkan dan digunakan sebagai dasar pembaruan data stok maupun dokumentasi internal perusahaan. Alur ini memastikan bahwa setiap tahap pengiriman barang memiliki jejak pencatatan yang jelas dan dapat dipertanggungjawabkan.
Komponen yang Harus Ada dalam Delivery Order
Agar dapat berfungsi secara optimal sebagai dokumen resmi, Delivery Order perlu memuat sejumlah komponen penting yang memastikan seluruh informasi terkait pengiriman barang tercatat secara lengkap dan akurat. Ketidaklengkapan salah satu komponen saja berpotensi menimbulkan kesalahpahaman antara pihak pengirim dan penerima, terutama saat proses verifikasi barang dilakukan di lapangan. Berikut komponen-komponen tersebut:
- Nomor Delivery Order
Nomor unik yang berfungsi sebagai identitas dokumen dan memudahkan proses pelacakan maupun pencocokan dengan pesanan terkait. - Tanggal Penerbitan dan Pengiriman
Mencantumkan kapan dokumen diterbitkan serta kapan barang dijadwalkan untuk dikirim, sebagai acuan waktu bagi seluruh pihak yang terlibat. - Identitas Pengirim dan Penerima
Memuat nama, alamat, dan kontak dari pihak pengirim (gudang/distributor) serta pihak penerima (pelanggan/cabang tujuan) secara jelas. - Nomor Referensi Pesanan
Menghubungkan Delivery Order dengan dokumen pesanan awal (purchase order atau sales order), sehingga memudahkan proses verifikasi silang. - Rincian Barang
Mencakup nama barang, kode/SKU, jumlah, satuan, serta kondisi barang yang dikirim, sebagai dasar pengecekan fisik saat serah terima. - Instruksi Pengiriman Khusus
Apabila diperlukan, dokumen ini juga dapat memuat catatan tambahan seperti penanganan khusus barang mudah pecah atau instruksi penyimpanan tertentu. - Kolom Tanda Tangan dan Stempel
Ruang untuk tanda tangan pihak pengirim, kurir, dan penerima sebagai bukti sah bahwa proses serah terima telah dilakukan sesuai prosedur.
Kelengkapan ketujuh komponen ini menjadi faktor penentu apakah Delivery Order dapat berfungsi secara maksimal, baik sebagai alat verifikasi di lapangan maupun sebagai bukti hukum yang kuat apabila dibutuhkan di kemudian hari.
Contoh Delivery Order
Untuk memberikan gambaran yang lebih konkret, berikut contoh sederhana Delivery Order yang umum digunakan dalam praktik bisnis distribusi barang. Dokumen ini memuat identitas pengirim dan penerima, nomor referensi pesanan, rincian barang yang dikirim lengkap dengan kode, nama, jumlah, dan satuannya, serta kolom tanda tangan sebagai bukti sah serah terima.
Perhatikan bahwa setiap baris pada tabel barang memuat informasi yang spesifik dan terukur, bukan sekadar deskripsi umum. Hal ini penting agar proses verifikasi di lapangan dapat dilakukan dengan cepat dan minim kesalahan, terutama ketika jumlah item yang dikirim cukup banyak dalam satu kali pengiriman. Selain itu, kolom catatan pengiriman juga dapat dimanfaatkan untuk mencantumkan instruksi khusus, seperti penanganan barang yang mudah pecah atau memerlukan perlakuan tertentu selama proses distribusi.
Cara Membuat Delivery Order
Membuat Delivery Order yang baik tidak sekadar mengisi formulir kosong, melainkan memastikan setiap informasi yang tercantum benar-benar akurat dan dapat dipertanggungjawabkan oleh seluruh pihak yang terlibat. Berikut langkah-langkah yang dapat diikuti untuk membuat Delivery Order secara tepat:
- Verifikasi Pesanan yang Akan Dikirim
Sebelum membuat dokumen, pastikan pesanan yang akan dikirim sudah sesuai dengan data pada purchase order atau sales order, baik dari segi jenis maupun jumlah barang. Tahap ini juga menjadi kesempatan untuk memastikan bahwa stok yang tersedia di gudang benar-benar mencukupi, sehingga tidak terjadi selisih antara jumlah yang dipesan dengan jumlah yang siap dikirim. - Cantumkan Nomor Delivery Order yang Unik
Berikan nomor identitas dokumen yang berurutan dan tidak duplikat, sehingga memudahkan pelacakan dan pengarsipan di kemudian hari. Penomoran yang konsisten, misalnya menggunakan format tahun dan bulan, juga akan sangat membantu tim administrasi ketika harus menelusuri riwayat pengiriman dalam jumlah besar. - Isi Data Pengirim dan Penerima Secara Lengkap
Masukkan nama, alamat, serta kontak yang jelas dari kedua belah pihak agar tidak terjadi kesalahan pengiriman ke lokasi yang keliru. Jika memungkinkan, cantumkan pula nama personal in charge (PIC) di lokasi tujuan agar kurir memiliki kontak yang bisa dihubungi langsung apabila terjadi kendala saat pengiriman. - Masukkan Rincian Barang dengan Detail
Tuliskan kode barang, nama, jumlah, dan satuan secara spesifik. Semakin detail informasi yang dicantumkan, semakin mudah proses pengecekan saat barang tiba di tujuan. Hindari penulisan yang terlalu umum atau ambigu, karena hal ini dapat memicu kesalahpahaman antara staf gudang, kurir, dan pihak penerima saat proses verifikasi berlangsung. - Tambahkan Instruksi Khusus Jika Diperlukan
Apabila ada barang yang memerlukan penanganan khusus, seperti mudah pecah atau harus disimpan pada suhu tertentu, catatan ini sebaiknya dicantumkan secara eksplisit dalam dokumen. Instruksi yang jelas akan membantu kurir maupun tim di lokasi tujuan untuk memperlakukan barang sesuai standar yang diharapkan, sehingga risiko kerusakan selama perjalanan dapat diminimalkan. - Sediakan Kolom Tanda Tangan untuk Setiap Pihak
Pastikan dokumen memiliki ruang tanda tangan bagi staf gudang, kurir, dan penerima barang sebagai bukti sah bahwa proses serah terima telah berlangsung sesuai prosedur. Kolom ini idealnya juga dilengkapi dengan tanggal penandatanganan, sehingga terdapat jejak waktu yang jelas untuk setiap tahap serah terima barang. - Simpan Salinan Dokumen untuk Arsip
Setelah Delivery Order ditandatangani, simpan salinannya baik dalam bentuk fisik maupun digital sebagai bahan referensi jika sewaktu-waktu dibutuhkan untuk verifikasi atau audit. Pengarsipan yang rapi juga mempermudah proses rekonsiliasi data stok maupun penyelesaian klaim apabila di kemudian hari ditemukan ketidaksesuaian barang.
Dengan mengikuti langkah-langkah ini, perusahaan dapat meminimalkan risiko kesalahan administratif sekaligus memastikan proses pengiriman barang berjalan lebih rapi dan terdokumentasi dengan baik.
Perbedaan Delivery Order dengan Dokumen Lain
Dalam praktiknya, Delivery Order kerap tertukar pemahamannya dengan beberapa dokumen lain yang juga digunakan dalam proses transaksi dan pengiriman barang. Padahal, masing-masing dokumen memiliki fungsi, isi, dan tujuan penggunaan yang berbeda, bahkan sebagian di antaranya diterbitkan pada tahap yang sama sekali berbeda dalam alur transaksi. Berikut perbandingannya:
| Aspek | Delivery Order | Invoice | Surat Jalan | Packing List | Purchase Order | Sales Order |
|---|---|---|---|---|---|---|
| Tujuan utama | Bukti dan instruksi pengeluaran serta pengiriman barang | Bukti tagihan atau permintaan pembayaran | Bukti resmi barang telah keluar dan dalam perjalanan | Rincian isi kemasan dalam satu pengiriman | Permintaan resmi pembelian barang dari pembeli ke pemasok | Konfirmasi resmi penjualan dari penjual kepada pembeli |
| Diterbitkan pada tahap | Setelah pesanan disetujui, sebelum barang dikirim | Sebelum atau sesudah barang dikirim, tergantung kesepakatan | Bersamaan dengan pengiriman barang | Bersamaan dengan pengemasan barang | Awal transaksi, sebelum barang diproses | Setelah PO diterima dan disetujui oleh penjual |
| Memuat harga barang | Tidak | Ya | Tidak | Tidak | Ya | Ya |
| Pihak penerbit | Gudang atau distributor | Bagian keuangan/penjualan | Gudang atau bagian logistik | Gudang atau tim pengemasan | Pihak pembeli | Pihak penjual |
| Digunakan untuk | Verifikasi fisik barang saat serah terima | Proses penagihan dan pembukuan | Legalitas barang di perjalanan (misal saat pemeriksaan) | Mengetahui jumlah dan jenis barang per kemasan/dus | Dasar permintaan pembelian ke pemasok | Dasar konfirmasi dan pemrosesan pesanan oleh penjual |
| Wajib ditandatangani penerima | Ya | Tidak selalu | Ya | Tidak selalu | Tidak | Tidak |
Perbedaan yang paling sering menjadi kebingungan adalah antara Delivery Order dengan Surat Jalan, karena keduanya sama-sama menyertai barang selama proses pengiriman. Meski demikian, Surat Jalan umumnya lebih berfokus pada legalitas perjalanan barang, terutama untuk keperluan pemeriksaan di jalan oleh pihak berwenang, sedangkan Delivery Order lebih menekankan pada instruksi internal dan verifikasi kesesuaian barang antara pengirim dan penerima.
Sementara itu, Purchase Order dan Sales Order berada pada tahap yang jauh lebih awal dibandingkan Delivery Order. Purchase Order diterbitkan oleh pihak pembeli sebagai permintaan resmi pembelian, sedangkan Sales Order diterbitkan oleh pihak penjual sebagai konfirmasi bahwa pesanan tersebut telah disetujui dan siap diproses. Delivery Order sendiri baru diterbitkan setelah kedua dokumen ini disepakati, sehingga dapat dikatakan bahwa Delivery Order merupakan kelanjutan operasional dari proses yang telah disetujui melalui PO dan SO.
Adapun Invoice memiliki fungsi yang sepenuhnya berbeda karena berkaitan dengan aspek finansial, bukan fisik barang maupun kesepakatan awal transaksi, sehingga penerbitannya dapat dilakukan secara terpisah dari proses pengiriman barang itu sendiri.
Tantangan Pengelolaan Delivery Order Manual
Meskipun terlihat sederhana, pengelolaan Delivery Order secara manual, baik dalam bentuk kertas maupun pencatatan terpisah menggunakan spreadsheet, kerap menimbulkan sejumlah tantangan yang berdampak pada kelancaran operasional perusahaan. Berikut beberapa tantangan yang umum dihadapi:
- Risiko Kehilangan atau Kerusakan Dokumen Fisik
Delivery Order dalam bentuk kertas rentan hilang, sobek, atau pudar tulisannya seiring waktu, terutama jika harus disimpan dalam jangka panjang untuk keperluan audit atau verifikasi di kemudian hari. - Proses Pencatatan yang Memakan Waktu
Pengisian dokumen secara manual, mulai dari penulisan detail barang hingga penomoran dokumen, cenderung memakan waktu lebih lama dibandingkan sistem yang sudah terotomatisasi, apalagi jika volume pengiriman cukup tinggi setiap harinya. - Potensi Kesalahan Input Data
Penulisan tangan atau input manual ke spreadsheet membuka peluang terjadinya kesalahan, seperti salah mencatat jumlah barang, salah ketik nomor referensi, atau ketidaksesuaian data antara Delivery Order dengan Purchase Order maupun Sales Order. - Sulitnya Melacak Riwayat Pengiriman
Tanpa sistem pencatatan terpusat, menelusuri riwayat Delivery Order tertentu, misalnya untuk keperluan audit atau penyelesaian klaim, bisa menjadi proses yang memakan waktu karena harus mencari satu per satu dari tumpukan arsip fisik. - Minimnya Sinkronisasi dengan Data Stok
Pada sistem manual, pembaruan data stok setelah barang keluar dari gudang sering kali tidak dilakukan secara real-time, sehingga menimbulkan selisih antara catatan stok dengan kondisi aktual di lapangan. - Keterbatasan Kolaborasi Antar Tim
Ketika Delivery Order hanya tersedia dalam bentuk fisik, tim yang berada di lokasi berbeda, misalnya gudang pusat dan cabang, akan kesulitan mengakses maupun memverifikasi dokumen yang sama secara bersamaan.
Berbagai tantangan ini menjadi alasan utama mengapa semakin banyak perusahaan mulai beralih ke pengelolaan Delivery Order secara digital, yang menawarkan solusi lebih efisien dan minim risiko dibandingkan metode manual.
Manfaat Menggunakan Delivery Order Digital
Beralih dari pengelolaan manual ke sistem digital membawa sejumlah manfaat signifikan bagi perusahaan, terutama dalam hal efisiensi operasional dan akurasi data. Transformasi ini tidak hanya menyelesaikan berbagai tantangan yang muncul pada pengelolaan manual, tetapi juga membuka peluang bagi perusahaan untuk mengelola proses pengiriman barang secara lebih terstruktur dan terintegrasi dengan sistem bisnis lainnya. Berikut manfaat-manfaat yang dapat dirasakan:
- Proses Penerbitan Dokumen yang Lebih Cepat
Delivery Order digital dapat dibuat hanya dengan beberapa klik menggunakan data yang sudah tersimpan di sistem, seperti detail pelanggan dan rincian barang, sehingga jauh lebih efisien dibandingkan pengisian manual satu per satu. - Minim Risiko Kesalahan Input
Karena sebagian besar data ditarik otomatis dari sistem, seperti nomor referensi Purchase Order atau Sales Order, risiko kesalahan input akibat human error dapat ditekan secara signifikan. - Sinkronisasi Data Stok Secara Real-Time
Setiap kali Delivery Order diterbitkan, sistem dapat secara otomatis memperbarui data stok gudang, sehingga informasi jumlah barang yang tersedia selalu mencerminkan kondisi aktual tanpa perlu pembaruan manual terpisah. - Kemudahan Pelacakan dan Pencarian Dokumen
Seluruh riwayat Delivery Order tersimpan secara terpusat dan dapat dicari berdasarkan nomor dokumen, tanggal, maupun nama pelanggan, sehingga proses audit atau penelusuran riwayat pengiriman menjadi jauh lebih cepat. - Aksesibilitas dari Berbagai Lokasi
Tim yang berada di gudang pusat, cabang, maupun kantor pusat dapat mengakses dan memverifikasi Delivery Order yang sama secara bersamaan melalui sistem, tanpa perlu mengirim dokumen fisik antar lokasi. - Integrasi dengan Dokumen Lain
Sistem digital umumnya memungkinkan Delivery Order terhubung langsung dengan Purchase Order, Sales Order, hingga Invoice, sehingga seluruh alur dokumen dalam satu transaksi dapat ditelusuri secara menyeluruh tanpa perlu mencocokkan data secara manual. - Pengurangan Penggunaan Kertas
Selain lebih ramah lingkungan, pengelolaan Delivery Order secara digital juga mengurangi biaya operasional yang biasanya dialokasikan untuk pencetakan, penyimpanan, dan pengarsipan dokumen fisik dalam jumlah besar.
Dengan berbagai manfaat tersebut, tidak mengherankan apabila semakin banyak perusahaan, mulai dari skala kecil hingga enterprise, mulai mempertimbangkan digitalisasi sebagai bagian dari strategi pengelolaan dokumen pengiriman barang mereka.
Baca juga: 12 Software ERP Distributor Terbaik di Indonesia 2026
Bagaimana ERP Membantu Mengelola Delivery Order?
Penerapan sistem ERP (Enterprise Resource Planning) menjadi salah satu solusi paling efektif untuk mengatasi berbagai tantangan pengelolaan Delivery Order, karena sistem ini mengintegrasikan seluruh proses bisnis dalam satu platform terpusat. Berbeda dengan sistem digital sederhana yang hanya mengotomatisasi penerbitan dokumen, ERP menghubungkan Delivery Order dengan modul-modul lain seperti penjualan, pembelian, inventori, hingga keuangan, sehingga setiap perubahan data pada satu modul akan otomatis tercermin di modul lainnya.
Dalam praktiknya, ketika Delivery Order diterbitkan melalui sistem ERP, data stok gudang akan diperbarui secara otomatis tanpa memerlukan input manual tambahan. Hal ini memastikan bahwa jumlah barang yang tercatat di sistem selalu sesuai dengan kondisi aktual di lapangan, sekaligus mengurangi risiko selisih stok yang kerap terjadi pada pengelolaan manual maupun sistem yang tidak terintegrasi.
ERP juga memungkinkan penelusuran dokumen secara menyeluruh melalui satu alur transaksi yang saling terhubung, mulai dari Purchase Order, Sales Order, Delivery Order, hingga Invoice. Ketika terjadi ketidaksesuaian atau perlu dilakukan audit, tim terkait dapat langsung menelusuri riwayat transaksi tanpa harus mencocokkan data dari berbagai sumber yang terpisah.
Selain itu, sistem ERP umumnya dilengkapi dengan fitur notifikasi dan approval workflow, yang memungkinkan proses penerbitan Delivery Order melalui tahapan persetujuan tertentu sebelum barang benar-benar dikeluarkan dari gudang. Fitur ini membantu perusahaan menjaga kontrol internal yang lebih baik, terutama untuk transaksi dengan nilai atau volume barang yang besar.
Dengan seluruh kemampuan tersebut, ERP tidak hanya menyelesaikan permasalahan teknis seputar pengelolaan Delivery Order, tetapi juga memberikan visibilitas menyeluruh atas alur distribusi barang perusahaan secara real-time dan terintegrasi.
Optimalkan Pengelolaan Delivery Order dengan Solusi ERP
Menyusun format dan alur Delivery Order yang rapi adalah fondasi penting, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap tahapnya, mulai dari verifikasi pesanan, penerbitan dokumen, hingga proses serah terima di lapangan, berjalan secara akurat, terkoordinasi antar tim, dan terdokumentasi secara konsisten sebagai bagian dari operasional pengiriman sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas distribusi barang modern, perusahaan dapat mendeteksi potensi selisih stok maupun kesalahan pengiriman lebih awal sebelum menimbulkan kerugian yang lebih besar, meningkatkan akurasi data gudang dan logistik secara real-time, serta memastikan setiap Delivery Order dapat ditelusuri secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun evaluasi kinerja operasional oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan manual yang rentan kesalahan, ketidaksesuaian data antara Delivery Order dengan dokumen terkait lainnya, hingga lambatnya proses pembaruan stok akan terus menghambat kemampuan bisnis dalam mengelola pengiriman barang secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola proses Delivery Order secara lebih terpusat, berbasis data real-time, serta terintegrasi penuh dengan modul penjualan, pembelian, dan inventori.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda mengelola Delivery Order dengan lebih efisien, minim kesalahan, dan siap mendukung pertumbuhan operasional jangka panjang.
")
SAP EWM: Fungsi, Fitur, dan Manfaatnya bagi Manajemen Gudang Modern
SAP EWM hadir sebagai jawaban atas kebutuhan perusahaan yang mulai kewalahan mengelola gudang dengan sistem manual atau modul dasar yang keterbatasannya terasa begitu volume transaksi dan kompleksitas rantai pasok terus bertambah. Ketika kesalahan pencatatan stok, keterlambatan proses inbound-outbound, atau kesulitan melacak pergerakan barang secara real-time mulai berulang, banyak perusahaan mulai mencari sistem yang mampu mengelola gudang secara lebih presisi dan otomatis.
Kondisi semacam ini yang membuat solusi manajemen gudang berbasis SAP semakin banyak dipertimbangkan, terutama oleh perusahaan yang sudah menjalankan ekosistem SAP secara menyeluruh.
- Apa Itu SAP EWM?
- Apa Fungsi SAP EWM?
- Fitur Utama SAP EWM
- Bagaimana Cara Kerja SAP EWM?
- Modul yang Ada di SAP EWM
- Mengapa SAP EWM Menjadi Solusi Warehouse Modern?
- SAP EWM vs SAP WM
- SAP EWM Deployment Options
- Integrasi dengan SAP MM (Materials Management)
- Siapa yang Cocok Menggunakan SAP EWM?
- Tantangan Implementasi SAP EWM
- Mengelola Gudang yang Kompleks Membutuhkan Sistem yang Tepat
Apa Itu SAP EWM?
SAP EWM (Extended Warehouse Management) adalah modul SAP yang dirancang khusus untuk mengelola operasional gudang secara menyeluruh, mulai dari penerimaan barang, penyimpanan, pengelolaan stok, hingga pengiriman keluar. Modul ini merupakan bagian dari ekosistem SAP yang dibangun untuk menangani proses warehouse yang lebih kompleks dibandingkan modul manajemen gudang standar sebelumnya.
Berbeda dengan sistem manajemen gudang konvensional yang umumnya hanya mencatat pergerakan stok secara sederhana, SAP EWM memberikan kontrol yang lebih detail terhadap setiap tahapan proses gudang. Sistem ini mampu mengatur penempatan barang berdasarkan karakteristik produk, mengoptimalkan rute picking, hingga mengelola area penyimpanan bertingkat dengan tingkat presisi tinggi.
Sebagai bagian dari SAP, EWM dapat berjalan secara terintegrasi dengan modul lain seperti SAP S/4HANA maupun sebagai sistem standalone, tergantung kebutuhan dan skala operasional perusahaan.
Apa Fungsi SAP EWM?
Secara fungsional, SAP EWM menjalankan serangkaian proses inti yang menopang seluruh aktivitas gudang dari awal hingga akhir. Fungsi-fungsi ini yang membedakan EWM dari sistem manajemen gudang biasa, karena cakupannya menyentuh hampir setiap titik operasional.
Inbound Processing menjadi fungsi pertama yang berjalan ketika barang masuk ke gudang. Sistem mencatat penerimaan barang, melakukan pengecekan kualitas jika diperlukan, lalu menentukan lokasi penyimpanan yang paling optimal berdasarkan aturan yang sudah ditetapkan.
Setelah barang tersimpan, Warehouse Task and Order Management mengambil alih untuk mengatur setiap pergerakan barang di dalam gudang, termasuk perpindahan antar lokasi penyimpanan (putaway) dan penyusunan ulang stok bila dibutuhkan.
Ketika ada permintaan pengiriman, fungsi Outbound Processing bekerja mengatur proses picking, packing, hingga penyusunan jadwal pengiriman. Di tahap ini, EWM juga menjalankan Wave Management, yaitu pengelompokan beberapa pesanan pengiriman ke dalam satu gelombang kerja agar proses picking lebih efisien.
Fungsi lain yang tak kalah penting adalah Slotting and Rearrangement, yang secara otomatis menentukan penempatan barang paling ideal berdasarkan frekuensi permintaan, ukuran, atau karakteristik produk tertentu. Ada pula Labor Management, yang memungkinkan perusahaan memantau produktivitas tenaga kerja gudang berdasarkan tugas yang telah diselesaikan.
Terakhir, Yard Management memperluas fungsi EWM hingga ke area luar gudang, seperti pengaturan truk yang masuk dan keluar, penjadwalan dock, serta pemantauan pergerakan kendaraan di area yard.
Fitur Utama SAP EWM
Selain menjalankan fungsi-fungsi inti di atas, SAP EWM juga dilengkapi sejumlah fitur pendukung yang memperkuat akurasi dan kecepatan operasional gudang secara keseluruhan. Fitur-fitur ini dirancang untuk saling melengkapi satu sama lain, mulai dari pencatatan pergerakan barang secara real-time, pengelolaan kemasan, validasi stok, hingga pengawasan kualitas, sehingga setiap tahapan proses gudang dapat berjalan lebih presisi dan minim kesalahan manual.
- RF Framework (Radio Frequency Framework)
Fitur ini memungkinkan pekerja gudang menjalankan tugas seperti putaway, picking, packing, hingga stock counting langsung melalui perangkat RF scanner secara real-time. Setiap pemindaian barcode otomatis memperbarui data stok di sistem, sehingga tidak ada jeda antara aktivitas fisik di lapangan dengan pencatatan digital. RF Framework juga mendukung tampilan layar yang dapat disesuaikan (screen personalization) untuk berbagai jenis tugas, memudahkan operator gudang bekerja lebih cepat tanpa banyak langkah input manual. - Handling Unit Management
Fitur ini memberikan kemampuan untuk mengelola barang dalam satuan kemasan tertentu, seperti pallet, karton, atau kontainer, lengkap dengan informasi isi, berat, dimensi, hingga hierarki kemasan bertingkat (misalnya beberapa karton di dalam satu pallet). Setiap handling unit memiliki identitas unik yang dapat dilacak sepanjang siklus hidupnya di gudang, mulai dari penerimaan hingga pengiriman, sehingga mempermudah proses pelacakan dan mengurangi risiko kesalahan pengambilan barang. - Physical Inventory
Untuk kebutuhan validasi stok, fitur ini mendukung proses stock opname dalam beberapa metode: periodik (dilakukan secara terjadwal), cyclic counting (dilakukan bertahap per area atau kategori barang), maupun event-driven (dipicu oleh kondisi tertentu seperti stok kosong yang tiba-tiba tercatat ada pergerakan). Proses ini dapat dijalankan tanpa perlu menghentikan seluruh aktivitas gudang, sehingga operasional tetap berjalan normal selama validasi stok berlangsung. - Cross-Docking
Fitur ini memungkinkan barang langsung diteruskan dari area penerimaan ke area pengiriman tanpa melalui proses penyimpanan terlebih dahulu. Cross-docking sangat berguna untuk barang dengan perputaran tinggi atau pesanan yang sudah memiliki tujuan pengiriman jelas sejak barang tiba, sehingga dapat memangkas waktu tunggu dan mengurangi kebutuhan ruang penyimpanan sementara. - Value Added Services (VAS)
Fitur VAS mendukung proses tambahan yang dilakukan sebelum barang dikirim ke pelanggan, seperti pelabelan ulang (relabeling), pengemasan khusus sesuai permintaan klien, hingga perakitan ringan atau penggabungan beberapa item menjadi satu paket (kitting). Proses ini diatur langsung dalam alur kerja gudang, sehingga tidak memerlukan penanganan terpisah di luar sistem. - Quality Inspection Engine
Fitur ini memungkinkan pemeriksaan kualitas barang terintegrasi langsung dalam alur kerja gudang, baik saat barang masuk (inbound inspection) maupun sebelum dikirim. Barang yang tidak memenuhi standar kualitas dapat langsung dipisahkan ke lokasi karantina, sehingga tidak tercampur dengan stok yang siap dijual atau dikirim ke pelanggan. - Warehouse Cockpit
Fitur ini hadir sebagai dashboard monitoring yang memberikan visibilitas menyeluruh terhadap kondisi gudang secara real-time, mencakup status pesanan yang sedang diproses, kapasitas penyimpanan yang tersisa, performa tenaga kerja, hingga potensi bottleneck di area tertentu. Warehouse Cockpit memudahkan manajer gudang mengambil keputusan operasional secara cepat berdasarkan data yang selalu diperbarui.
Bagaimana Cara Kerja SAP EWM?
Secara garis besar, SAP EWM bekerja dengan mengikuti alur proses gudang secara berurutan, mulai dari barang tiba hingga siap dikirim ke pelanggan. Proses ini dimulai dari Goods Receipt, yaitu tahap ketika barang tiba di gudang dan dicatat ke dalam sistem berdasarkan dokumen pengadaan atau pemberitahuan pengiriman (inbound delivery) dari pemasok. Pada tahap ini, sistem juga dapat menjalankan pemeriksaan kualitas awal jika diperlukan sebelum barang dinyatakan siap disimpan.
Setelah barang diterima, sistem akan menentukan lokasi penyimpanan melalui proses Putaway, di mana EWM secara otomatis mengalokasikan barang ke lokasi rak yang paling sesuai berdasarkan aturan yang telah ditetapkan, seperti kapasitas ruang, karakteristik produk, atau tingkat perputaran barang. Selama barang berada di gudang, sistem terus memantau pergerakan dan status stok melalui Warehouse Monitoring, sehingga setiap perpindahan lokasi maupun perubahan kuantitas dapat terlacak secara real-time.
Ketika ada permintaan pengiriman, proses berlanjut ke Picking, yaitu tahap pengambilan barang dari lokasi penyimpanan berdasarkan pesanan yang masuk. EWM dapat mengoptimalkan rute picking agar pekerja gudang menempuh jalur paling efisien, termasuk menggabungkan beberapa pesanan ke dalam satu Wave agar proses pengambilan barang lebih hemat waktu. Setelah barang selesai diambil, proses Packing dilakukan untuk mengemas barang sesuai kebutuhan pengiriman, termasuk pemberian label dan dokumen pengiriman.
Tahap terakhir adalah Goods Issue, yaitu proses pencatatan keluarnya barang dari gudang setelah dimuat ke kendaraan pengiriman. Pada tahap ini, sistem memperbarui data stok secara otomatis, sehingga jumlah barang yang tercatat di sistem selalu mencerminkan kondisi fisik gudang yang sebenarnya. Keseluruhan alur ini berjalan secara terintegrasi, memungkinkan setiap tahapan saling terhubung tanpa memerlukan input manual yang berulang.
Modul yang Ada di SAP EWM
Untuk mendukung seluruh proses operasional gudang, SAP EWM terbagi ke dalam beberapa modul fungsional yang saling terintegrasi satu sama lain. Setiap modul menangani area kerja yang spesifik, namun tetap terhubung dalam satu ekosistem data yang sama, sehingga informasi dapat mengalir secara real-time antar proses tanpa hambatan.
- Core Warehouse Management
Modul ini menjadi inti dari seluruh operasional EWM, mencakup pengelolaan inbound, putaway, picking, packing, hingga outbound. Core Warehouse Management juga menangani pengaturan struktur gudang, mulai dari storage type, storage section, hingga bin location, yang menjadi dasar bagi semua proses penyimpanan dan pergerakan barang di dalam sistem. - Labor Management
Modul ini berfokus pada pengelolaan tenaga kerja gudang, mulai dari perencanaan kebutuhan tenaga kerja, pengukuran waktu standar penyelesaian tugas (engineered labor standards), hingga pemantauan produktivitas harian setiap pekerja. Labor Management memungkinkan manajer gudang mengevaluasi kinerja tim berdasarkan data aktual, bukan sekadar estimasi. - Yard Management
Modul ini memperluas cakupan EWM hingga ke area luar gudang, seperti pengaturan kedatangan dan keberangkatan truk, penjadwalan dock, serta pemantauan pergerakan kendaraan di area yard. Yard Management membantu mengurangi waktu tunggu kendaraan dan memastikan proses bongkar muat berjalan sesuai jadwal yang telah ditentukan. - Material Flow System (MFS)
Modul ini berperan sebagai penghubung antara EWM dengan peralatan otomasi gudang, seperti conveyor, automated storage and retrieval system (AS/RS), atau sistem sortasi otomatis. MFS memungkinkan EWM mengontrol dan memonitor pergerakan barang yang dilakukan oleh mesin secara langsung, sehingga proses otomasi gudang tetap berada dalam satu sistem kendali yang sama. - Value Added Services (VAS) dan Kitting
Modul ini menangani proses tambahan yang dilakukan sebelum barang dikirim, seperti pelabelan ulang, pengemasan khusus, maupun penggabungan beberapa komponen menjadi satu produk jadi (kitting). Modul ini banyak digunakan oleh perusahaan yang memerlukan penyesuaian produk sesuai permintaan pelanggan sebelum proses pengiriman dilakukan. - Analytics dan Reporting
Modul ini menyediakan berbagai laporan dan analisis terkait kinerja gudang, mulai dari tingkat akurasi stok, waktu penyelesaian pesanan, hingga produktivitas tenaga kerja. Data yang dihasilkan dapat digunakan sebagai dasar pengambilan keputusan untuk perbaikan proses gudang secara berkelanjutan.
Baca juga: SAP BW/4HANA: Pengertian, Cara Kerja, dan Manfaatnya bagi Bisnis
Mengapa SAP EWM Menjadi Solusi Warehouse Modern?
Kompleksitas rantai pasok yang terus meningkat membuat banyak perusahaan membutuhkan sistem gudang yang tidak hanya mencatat stok, tetapi juga mampu beradaptasi dengan pola permintaan yang berubah-ubah. SAP EWM menjawab kebutuhan ini melalui pendekatan yang lebih adaptif, di mana setiap proses gudang dapat dikonfigurasi sesuai karakteristik bisnis, mulai dari volume transaksi tinggi hingga kebutuhan penanganan barang yang kompleks seperti produk dengan masa kedaluwarsa atau varian batch tertentu.
Selain itu, pergeseran menuju omnichannel fulfillment turut mendorong relevansi EWM sebagai solusi gudang modern. Perusahaan kini dituntut mampu memenuhi pesanan dari berbagai kanal penjualan secara bersamaan, baik ritel fisik, e-commerce, maupun distribusi B2B, dengan tingkat akurasi dan kecepatan yang konsisten. Kemampuan EWM dalam mengelola wave planning, cross-docking, dan real-time inventory visibility menjadikannya sistem yang relevan untuk menjawab tuntutan tersebut.
Integrasi dengan teknologi otomasi gudang, seperti Material Flow System (MFS) yang menghubungkan EWM dengan conveyor maupun robotic picking system, juga memperkuat posisi EWM sebagai solusi yang mampu mengikuti arah perkembangan gudang menuju otomasi penuh, bukan sekadar sistem pencatatan manual yang dibantu komputer.
Manfaat Menggunakan SAP EWM
Penerapan SAP EWM memberikan sejumlah manfaat nyata bagi operasional gudang secara keseluruhan:
- Mengurangi kesalahan pencatatan stok
Setiap pergerakan barang tercatat secara real-time melalui RF scanner, sehingga selisih antara data sistem dan kondisi fisik gudang dapat ditekan seminimal mungkin. - Mempercepat proses picking dan packing
Optimalisasi rute kerja dan pengelompokan pesanan dalam satu wave memangkas waktu penyelesaian pesanan (order cycle time) secara signifikan. - Mengoptimalkan pemanfaatan ruang gudang
Kemampuan slotting otomatis menempatkan barang berdasarkan frekuensi permintaan dan karakteristik produk. - Memberikan visibilitas menyeluruh
Warehouse Cockpit menyajikan data aktivitas operasional secara real-time, memudahkan pengambilan keputusan tanpa perlu menunggu laporan manual. - Meningkatkan fleksibilitas operasional
Dukungan terhadap berbagai skenario bisnis, mulai dari cross-docking, value added services, hingga integrasi dengan sistem otomasi, membuat perusahaan lebih siap beradaptasi dengan perubahan kebutuhan di masa mendatang.
SAP EWM vs SAP WM
Meski sama-sama berfungsi mengelola operasional gudang, SAP EWM dan SAP WM (Warehouse Management) memiliki perbedaan mendasar dari sisi cakupan fungsi, tingkat kompleksitas, hingga arah pengembangan jangka panjang. SAP WM merupakan modul warehouse management klasik yang sudah digunakan selama bertahun-tahun dalam ekosistem SAP ERP, sementara EWM hadir sebagai solusi yang lebih canggih untuk menjawab kebutuhan gudang modern dengan kompleksitas lebih tinggi.
Perbedaan keduanya dapat dilihat lebih jelas melalui tabel perbandingan berikut:
| Aspek | SAP WM | SAP EWM |
|---|---|---|
| Cakupan Fungsi | Fokus pada manajemen stok dan pergerakan barang dasar | Mencakup proses gudang yang lebih kompleks, termasuk labor management, yard management, dan value added services |
| Tingkat Kompleksitas | Cocok untuk operasional gudang yang relatif sederhana | Dirancang untuk operasional gudang berskala besar dan kompleks |
| Slotting Otomatis | Terbatas | Tersedia dengan kemampuan optimasi lebih detail |
| Integrasi Otomasi | Dukungan terbatas terhadap sistem otomasi gudang | Terintegrasi dengan Material Flow System (MFS) untuk conveyor, AS/RS, dan robotic picking |
| Labor Management | Tidak tersedia | Tersedia, termasuk pengukuran produktivitas tenaga kerja |
| Deployment | Umumnya berjalan sebagai bagian dari SAP ERP | Dapat berjalan sebagai embedded maupun decentralized, termasuk di lingkungan S/4HANA |
| Arah Pengembangan | Sudah tidak dikembangkan lebih lanjut oleh SAP | Menjadi fokus utama SAP untuk solusi warehouse management ke depannya |
| Skalabilitas | Kurang ideal untuk gudang dengan volume transaksi tinggi | Mampu menangani volume transaksi tinggi dengan performa lebih stabil |
Perbedaan paling signifikan terletak pada arah pengembangan jangka panjang, di mana SAP secara bertahap mengalihkan fokusnya ke EWM sebagai standar baru manajemen gudang, terutama bagi perusahaan yang telah atau berencana bermigrasi ke SAP S/4HANA.
SAP EWM Deployment Options
SAP EWM dapat diimplementasikan melalui beberapa pilihan deployment yang disesuaikan dengan skala operasional, kompleksitas proses gudang, serta arsitektur sistem yang sudah dimiliki perusahaan. Pemilihan model deployment yang tepat menjadi salah satu keputusan penting dalam proses implementasi, karena akan memengaruhi performa sistem, kebutuhan infrastruktur, hingga fleksibilitas pengembangan di masa mendatang.
Embedded EWM
Pada model ini, EWM berjalan langsung di dalam sistem SAP S/4HANA yang sama dengan modul-modul lain seperti Sales and Distribution (SD) atau Materials Management (MM). Karena berada dalam satu sistem, embedded EWM memungkinkan pertukaran data antar modul berlangsung secara instan tanpa memerlukan proses replikasi data. Model ini umumnya menjadi pilihan bagi perusahaan dengan kompleksitas gudang menengah, di mana efisiensi integrasi dan kemudahan pemeliharaan sistem menjadi prioritas utama.
Decentralized EWM
Berbeda dengan model embedded, decentralized EWM berjalan pada sistem yang terpisah dari SAP S/4HANA utama, meskipun tetap terhubung melalui integrasi data. Model ini banyak digunakan oleh perusahaan dengan volume transaksi gudang yang sangat tinggi atau memiliki banyak lokasi gudang, karena memungkinkan sistem EWM diproses secara independen tanpa membebani performa sistem ERP utama. Decentralized EWM juga memberikan fleksibilitas lebih besar dalam hal jadwal upgrade maupun kustomisasi, karena tidak terikat langsung dengan siklus pembaruan sistem S/4HANA.
Standalone EWM (SAP ECC)
Selain dua model di atas, EWM juga dapat berjalan sebagai sistem standalone yang terhubung dengan SAP ECC (ERP Central Component) bagi perusahaan yang belum bermigrasi ke S/4HANA. Model ini memungkinkan perusahaan tetap memanfaatkan kemampuan EWM secara penuh tanpa harus melakukan migrasi sistem ERP secara menyeluruh terlebih dahulu, meskipun pada akhirnya SAP mengarahkan pengguna untuk beralih ke lingkungan S/4HANA seiring berjalannya waktu.
Pertimbangan dalam Memilih Deployment
Pemilihan model deployment yang tepat perlu mempertimbangkan beberapa faktor, seperti volume transaksi harian, jumlah lokasi gudang yang dikelola, tingkat kompleksitas proses otomasi, hingga roadmap migrasi sistem ERP perusahaan ke depannya. Perusahaan dengan satu lokasi gudang dan proses yang relatif sederhana umumnya lebih cocok menggunakan embedded EWM, sementara perusahaan dengan jaringan distribusi luas dan kebutuhan otomasi tinggi lebih diuntungkan dengan model decentralized.
Baca juga: SAP Integration Suite: Pengertian, Fitur, dan Manfaatnya bagi Perusahaan
Integrasi dengan SAP MM (Materials Management)
EWM terhubung erat dengan modul MM dalam proses pengadaan barang, mulai dari penerimaan barang berdasarkan purchase order hingga pencatatan stok masuk ke gudang. Setiap kali barang diterima melalui proses inbound delivery, data tersebut otomatis tersinkronisasi dengan modul MM, sehingga informasi stok di sistem pengadaan selalu mencerminkan kondisi gudang yang sebenarnya.
- Integrasi dengan SAP SD (Sales and Distribution)
Pada sisi penjualan, integrasi dengan modul SD memungkinkan proses outbound delivery berjalan otomatis begitu pesanan pelanggan dibuat. EWM akan menerima data pesanan, menjalankan proses picking dan packing, lalu mengirimkan konfirmasi kembali ke modul SD untuk proses penagihan dan dokumen pengiriman, sehingga alur dari pesanan hingga pengiriman berlangsung tanpa hambatan administratif. - Integrasi dengan SAP QM (Quality Management)
Bagi perusahaan yang menerapkan kontrol kualitas ketat, EWM dapat terintegrasi dengan modul QM untuk menjalankan proses inspeksi kualitas langsung dalam alur kerja gudang. Barang yang belum lolos pemeriksaan kualitas dapat otomatis dipisahkan ke lokasi karantina, sehingga tidak tercampur dengan stok yang siap dijual atau dikirim. - Integrasi dengan SAP PP (Production Planning)
Dalam konteks manufaktur, integrasi dengan modul PP memungkinkan EWM mendukung penyediaan bahan baku ke lini produksi secara tepat waktu, sekaligus menerima hasil produksi untuk disimpan kembali ke gudang. Sinkronisasi ini membantu menjaga kelancaran proses produksi tanpa risiko keterlambatan pasokan bahan baku. - Integrasi dengan SAP TM (Transportation Management)
EWM juga dapat terhubung dengan modul TM untuk mengoordinasikan proses pengiriman barang, mulai dari perencanaan rute transportasi, penjadwalan dock di area yard, hingga pelacakan status pengiriman. Integrasi ini memberikan visibilitas menyeluruh mulai dari barang keluar dari gudang hingga sampai ke tujuan akhir. - Integrasi dengan SAP Analytics Cloud
Untuk kebutuhan analisis data, EWM dapat terhubung dengan SAP Analytics Cloud guna mengolah data operasional gudang menjadi laporan dan visualisasi yang lebih mendalam, seperti tren produktivitas tenaga kerja, akurasi stok dari waktu ke waktu, atau pola permintaan berdasarkan musim tertentu.
Baca juga: Mengenal SAP BTP, Platform Cloud untuk Transformasi Digital Bisnis
Siapa yang Cocok Menggunakan SAP EWM?
Meski dapat diterapkan di berbagai jenis industri, SAP EWM memberikan manfaat paling optimal bagi perusahaan dengan kompleksitas operasional gudang yang tinggi serta volume transaksi yang besar. Berikut beberapa profil bisnis yang paling diuntungkan dari penerapan EWM:
- Perusahaan manufaktur
Membutuhkan sinkronisasi ketat antara ketersediaan bahan baku di gudang dengan jadwal produksi, di mana EWM membantu memastikan pasokan material tersedia tepat waktu tanpa mengganggu lini produksi. - Distributor dan wholesaler
Mengelola volume barang dengan variasi SKU tinggi dan frekuensi outbound yang padat, sehingga membutuhkan optimasi picking dan wave planning yang hanya dapat ditangani secara efisien oleh sistem seperti EWM. - Perusahaan retail dan e-commerce
Menghadapi tuntutan fulfillment dari berbagai kanal penjualan sekaligus, mulai dari toko fisik hingga platform online, yang memerlukan visibilitas stok real-time dan proses cross-docking untuk mempercepat pengiriman. - Industri F&B (Food & Beverage)
Memiliki kebutuhan khusus terkait pengelolaan produk dengan masa kedaluwarsa, sehingga fitur seperti batch management dan FEFO (First Expired First Out) dalam EWM menjadi krusial. - Perusahaan logistik dan 3PL (Third-Party Logistics)
Mengelola gudang untuk banyak klien sekaligus dengan kebutuhan pelaporan dan pemisahan data yang jelas, di mana fleksibilitas konfigurasi EWM sangat membantu menangani berbagai skema operasional yang berbeda-beda.
Di luar profil-profil tersebut, perusahaan dengan rencana ekspansi otomasi gudang, seperti penggunaan conveyor atau robotic picking system, juga menjadi kandidat kuat untuk menerapkan EWM, mengingat kemampuannya terintegrasi langsung dengan Material Flow System.
Tantangan Implementasi SAP EWM
Meski menawarkan banyak manfaat, penerapan SAP EWM bukan tanpa tantangan. Proses implementasi yang melibatkan perubahan sistem, alur kerja, hingga kebiasaan pengguna di lapangan sering kali menghadirkan sejumlah hambatan yang perlu diantisipasi sejak awal, mulai dari sisi teknis, sumber daya manusia, hingga aspek biaya. Berikut beberapa tantangan yang umum dihadapi perusahaan dalam proses implementasi EWM.
- Kompleksitas Konfigurasi Sistem
EWM memiliki cakupan fungsi yang luas dan tingkat fleksibilitas konfigurasi yang tinggi, sehingga proses setup awal cenderung lebih kompleks dibandingkan sistem manajemen gudang konvensional. Perusahaan perlu memetakan proses bisnis secara detail terlebih dahulu, mulai dari struktur storage type hingga aturan slotting, agar sistem yang dibangun benar-benar sesuai dengan kebutuhan operasional. - Kebutuhan Sumber Daya yang Kompeten
Implementasi EWM membutuhkan tim dengan pemahaman mendalam terhadap proses gudang sekaligus keahlian teknis dalam konfigurasi SAP. Keterbatasan sumber daya yang memahami kedua aspek ini kerap menjadi hambatan, terutama bagi perusahaan yang baru pertama kali mengadopsi sistem SAP secara menyeluruh. - Resistensi Perubahan dari Pengguna
Peralihan dari proses gudang manual atau sistem lama ke EWM sering kali menghadapi resistensi dari pekerja gudang yang sudah terbiasa dengan alur kerja sebelumnya. Diperlukan program pelatihan yang terstruktur serta pendampingan intensif pada masa awal penggunaan, agar adopsi sistem dapat berjalan lancar tanpa mengganggu produktivitas harian. - Biaya dan Waktu Implementasi
Dibandingkan sistem warehouse management yang lebih sederhana, implementasi EWM umumnya membutuhkan investasi biaya dan waktu yang lebih besar, terutama jika perusahaan memilih model decentralized deployment atau melakukan integrasi dengan sistem otomasi gudang. Perencanaan anggaran dan timeline yang realistis menjadi kunci agar proses implementasi tidak mengalami pembengkakan biaya di tengah jalan. - Migrasi Data dan Integrasi Sistem Lama
Bagi perusahaan yang sebelumnya menggunakan SAP WM atau sistem gudang non-SAP, proses migrasi data serta penyesuaian integrasi dengan sistem lama dapat menjadi tantangan tersendiri. Data historis perlu dipastikan konsisten dan tervalidasi sebelum dipindahkan ke EWM, agar tidak menimbulkan selisih pencatatan stok pasca-implementasi.
Mengelola Gudang yang Kompleks Membutuhkan Sistem yang Tepat
Memahami dan merancang sistem manajemen gudang yang solid adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari penerimaan barang, penyimpanan, hingga pengiriman keluar, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas operasional gudang modern, perusahaan dapat mengidentifikasi potensi bottleneck lebih awal sebelum mengganggu kelancaran distribusi, meningkatkan akurasi data stok secara real-time, serta memastikan setiap pergerakan barang dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan stok manual yang rentan kesalahan, ketidaksesuaian data antara gudang dan divisi lain, hingga lambatnya respons terhadap lonjakan permintaan akan terus menghambat kemampuan bisnis dalam menjalankan operasional gudang secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola operasional gudang secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika permintaan pasar yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun sistem manajemen gudang yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.