
BLOG Review-ERP
Tetap update dengan berita dan wawasan terkini tentang Software ERP, inovasi teknologi, serta perkembangan terbaru dalam pengelolaan bisnis di era industri 4.0 di Indonesia.

SAP Business ByDesign: Panduan Lengkap untuk Bisnis Menengah
SAP Business ByDesign kerap menjadi pilihan perusahaan menengah yang membutuhkan sistem ERP berbasis cloud namun belum siap dengan kompleksitas SAP S/4HANA. Pertumbuhan bisnis yang cepat sering kali membuat proses operasional, mulai dari keuangan, penjualan, hingga rantai pasok, semakin sulit dikelola dengan sistem yang terpisah-pisah.
Kondisi ini mendorong banyak perusahaan mencari solusi terintegrasi yang mampu menyatukan seluruh proses bisnis dalam satu platform, sekaligus tetap fleksibel mengikuti skala operasional yang terus berubah.
- Apa Itu SAP Business ByDesign?
- Bagaimana Cara Kerja SAP Business ByDesign?
- Fitur Utama SAP Business ByDesign
- Modul SAP Business ByDesign
- Manfaat SAP Business ByDesign
- Siapa yang Cocok Menggunakan SAP Business ByDesign?
- SAP Business ByDesign vs SAP Business One vs SAP S/4HANA
- Berapa Harga SAP Business ByDesign?
- Tahapan Implementasi SAP Business ByDesign
- Wujudkan Transformasi Digital Bisnis Anda dengan SAP Business ByDesign
Apa Itu SAP Business ByDesign?
SAP Business ByDesign adalah sistem ERP berbasis cloud yang dirancang khusus untuk perusahaan menengah dengan kebutuhan proses bisnis yang kompleks namun belum memerlukan skala enterprise sebesar SAP S/4HANA. Sistem ini menggabungkan berbagai fungsi operasional, mulai dari keuangan, penjualan, pengadaan, hingga manajemen proyek, dalam satu platform terintegrasi yang dapat diakses secara online tanpa memerlukan infrastruktur server internal.
Berbeda dengan solusi ERP on-premise yang membutuhkan investasi hardware dan tim IT khusus, SAP Business ByDesign sepenuhnya dikelola oleh SAP di cloud. Model ini memungkinkan perusahaan untuk fokus pada operasional bisnis tanpa harus memikirkan pemeliharaan sistem, upgrade, atau keamanan infrastruktur, karena semuanya sudah ditangani langsung oleh penyedia layanan.
Karakteristik utama yang membedakan SAP Business ByDesign dari produk SAP lainnya adalah pendekatan “all-in-one” yang dirancang untuk perusahaan dengan operasional multi-negara atau multi-entitas, namun tetap membutuhkan implementasi yang lebih cepat dan biaya yang lebih terjangkau dibandingkan S/4HANA.
Bagaimana Cara Kerja SAP Business ByDesign?
SAP Business ByDesign bekerja dengan menghubungkan seluruh proses bisnis ke dalam satu database terpusat yang dapat diakses secara real-time melalui internet. Setiap transaksi yang terjadi di satu departemen, misalnya penjualan mencatat pesanan baru, secara otomatis akan memperbarui data terkait di departemen lain seperti keuangan, inventori, dan produksi tanpa perlu proses input ulang secara manual.
Sistem ini menggunakan arsitektur multi-tenant, di mana SAP mengelola infrastruktur, keamanan, dan pembaruan sistem secara terpusat untuk seluruh pengguna. Perusahaan cukup mengakses layanan melalui web browser, sehingga tidak diperlukan instalasi software di perangkat lokal maupun pemeliharaan server sendiri. Pendekatan ini membuat proses onboarding karyawan baru maupun ekspansi ke lokasi lain menjadi lebih sederhana dibandingkan sistem ERP tradisional.
Alur kerja SAP Business ByDesign umumnya mengikuti pola berikut:
- Input data terpusat
Setiap transaksi dicatat sekali dan tersimpan dalam satu sistem yang sama. - Sinkronisasi otomatis
Perubahan pada satu modul langsung tercermin di modul lain yang terkait. - Workflow approval terstruktur
Proses persetujuan seperti pengadaan atau pengeluaran biaya dapat diatur sesuai hierarki organisasi. - Analitik real-time
Laporan dan dashboard diperbarui secara otomatis begitu ada perubahan data, sehingga manajemen dapat mengambil keputusan berdasarkan kondisi terkini. - Akses fleksibel
Pengguna dapat memantau operasional bisnis kapan saja melalui perangkat yang terhubung ke internet, termasuk saat bekerja dari luar kantor.
Dengan pendekatan ini, SAP Business ByDesign meminimalkan risiko kesalahan yang biasa terjadi akibat data yang terpisah-pisah di berbagai sistem, sekaligus mempercepat proses pengambilan keputusan karena informasi yang tersedia selalu up-to-date.
Fitur Utama SAP Business ByDesign
SAP Business ByDesign dilengkapi berbagai fitur yang dirancang untuk mendukung operasional perusahaan menengah secara menyeluruh, tanpa memerlukan penyesuaian teknis yang rumit. Fitur-fitur ini bersifat cross-functional, artinya tidak terbatas pada satu departemen saja, melainkan mendukung integrasi antar fungsi bisnis secara bersamaan.
| Fitur | Deskripsi |
|---|---|
| Cloud-Based Infrastructure | Seluruh sistem berjalan di cloud SAP, tanpa perlu server maupun instalasi lokal |
| Real-Time Analytics | Dashboard dan laporan diperbarui otomatis begitu ada transaksi baru |
| Built-In Workflow Automation | Proses persetujuan seperti pengadaan, cuti, atau pengeluaran biaya dapat diotomatisasi sesuai kebijakan perusahaan |
| Mobile Access | Pengguna dapat memantau dan mengelola operasional bisnis melalui aplikasi mobile |
| Multi-Currency & Multi-Language | Mendukung operasional bisnis lintas negara dengan berbagai mata uang dan bahasa |
| Embedded Business Intelligence | Analitik bawaan yang membantu manajemen membaca tren bisnis tanpa perlu software tambahan |
| Regular Automatic Updates | Pembaruan sistem dilakukan otomatis oleh SAP tanpa mengganggu operasional pengguna |
Kombinasi fitur-fitur di atas menjadikan SAP Business ByDesign sebagai sistem yang relatif mudah diadopsi oleh perusahaan yang belum memiliki tim IT internal besar, namun tetap membutuhkan kapabilitas ERP yang komprehensif untuk mendukung pertumbuhan bisnis jangka panjang.
Baca juga: Mengenal SAP ECC dan Alasan Perusahaan Beralih ke S/4HANA
Modul SAP Business ByDesign
Berbeda dengan fitur utama yang bersifat cross-functional, modul SAP Business ByDesign disusun berdasarkan fungsi departemen sehingga perusahaan dapat mengaktifkan modul sesuai kebutuhan operasionalnya. Struktur modular ini memberi keleluasaan bagi perusahaan untuk memulai implementasi dari area yang paling mendesak terlebih dahulu, sebelum secara bertahap memperluas cakupan penggunaan ke departemen lain seiring berkembangnya kebutuhan bisnis.
- Financial Management
Modul ini mencakup pengelolaan buku besar, hutang-piutang, manajemen kas, hingga pelaporan keuangan sesuai standar akuntansi yang berlaku. Semua transaksi keuangan tercatat secara real-time sehingga laporan seperti neraca dan laba rugi dapat diakses kapan saja tanpa proses tutup buku manual yang panjang. - Sales & Customer Relationship Management (CRM)
Modul ini mengelola seluruh siklus penjualan, mulai dari lead, penawaran, pesanan, hingga layanan purnajual. Tim sales dapat memantau pipeline penjualan sekaligus riwayat interaksi pelanggan dalam satu tampilan terpusat. - Procurement
Modul procurement menangani proses pengadaan barang dan jasa, mulai dari permintaan pembelian, pemilihan vendor, hingga penerbitan purchase order. Proses approval dapat diatur otomatis sesuai batas wewenang masing-masing level jabatan. - Project Management
Modul ini memungkinkan perusahaan merencanakan, memantau, dan mengelola anggaran proyek secara terintegrasi dengan modul keuangan. Cocok untuk perusahaan yang menjalankan operasional berbasis proyek, seperti konsultan atau kontraktor. - Human Resources
Modul HR mencakup manajemen data karyawan, payroll, cuti, hingga evaluasi kinerja. Data kepegawaian yang tersentralisasi memudahkan proses administrasi lintas departemen. - Supply Chain Management
Modul ini mengelola perencanaan produksi, inventori, hingga distribusi barang. Integrasinya dengan modul procurement dan sales membantu perusahaan menjaga keseimbangan antara permintaan pasar dan kapasitas produksi. - Executive Management Support
Modul ini menyediakan dashboard analitik strategis bagi manajemen puncak untuk memantau kinerja perusahaan secara keseluruhan, mulai dari performa keuangan hingga operasional harian.
Baca juga: SAP GUI: Pengertian, Cara Menggunakan, dan Cara Kerjanya di Sistem SAP
Manfaat SAP Business ByDesign
Penerapan SAP Business ByDesign memberikan sejumlah manfaat konkret bagi perusahaan menengah yang ingin mengelola operasional bisnis secara lebih terintegrasi tanpa harus menanggung beban investasi infrastruktur yang besar. Manfaat-manfaat ini umumnya dirasakan baik dari sisi efisiensi operasional maupun kualitas pengambilan keputusan manajemen.
- Efisiensi biaya operasional
Karena berbasis cloud, perusahaan tidak perlu mengeluarkan biaya untuk pembelian server, lisensi hardware, maupun tim IT khusus untuk pemeliharaan sistem. - Implementasi lebih cepat
Dibandingkan sistem ERP on-premise, waktu implementasi SAP Business ByDesign relatif lebih singkat karena konfigurasi sudah disesuaikan dengan praktik bisnis standar industri. - Visibilitas data real-time
Manajemen dapat memantau kondisi keuangan, penjualan, dan operasional secara langsung tanpa menunggu laporan periodik. - Skalabilitas mengikuti pertumbuhan bisnis
Modul dapat ditambah secara bertahap sesuai kebutuhan, tanpa harus melakukan migrasi sistem dari awal. - Kolaborasi lintas departemen yang lebih baik
Data yang tersentralisasi mengurangi risiko miskomunikasi antar tim karena seluruh pihak mengacu pada sumber informasi yang sama. - Keamanan data terjamin
SAP mengelola keamanan sistem secara terpusat, termasuk backup data dan proteksi terhadap ancaman siber, sehingga perusahaan tidak perlu membangun infrastruktur keamanan sendiri. - Mendukung ekspansi bisnis multi-negara
Fitur multi-currency dan multi-language memudahkan perusahaan yang beroperasi atau berencana ekspansi ke luar negeri.
Secara keseluruhan, manfaat-manfaat ini menjadikan SAP Business ByDesign pilihan yang relevan bagi perusahaan yang ingin bertransformasi digital tanpa harus melalui proses implementasi ERP yang panjang dan berbiaya tinggi.
Baca juga: SAP Fiori: Panduan Lengkap untuk Perusahaan Modern
Siapa yang Cocok Menggunakan SAP Business ByDesign?
SAP Business ByDesign paling ideal digunakan oleh perusahaan menengah dengan jumlah karyawan antara 100 hingga 2.500 orang, terutama yang sudah mulai merasakan keterbatasan sistem manual atau software akuntansi sederhana dalam mengelola operasional yang semakin kompleks. Perusahaan pada tahap ini biasanya membutuhkan sistem yang mampu mengintegrasikan berbagai fungsi bisnis sekaligus, namun belum memerlukan kapabilitas seluas SAP S/4HANA yang lebih ditujukan untuk skala enterprise.
Karakteristik lain yang membuat sebuah bisnis cocok menggunakan sistem ini adalah operasional yang melibatkan lebih dari satu lokasi atau negara. Perusahaan dengan cabang di berbagai wilayah, atau yang sedang merencanakan ekspansi internasional, akan sangat terbantu dengan fitur multi-currency dan multi-language yang sudah tersedia secara bawaan, tanpa perlu pengembangan tambahan.
Selain itu, SAP Business ByDesign juga menjadi pilihan tepat bagi perusahaan yang belum memiliki tim IT internal yang besar. Karena seluruh pemeliharaan sistem, keamanan, dan pembaruan dikelola langsung oleh SAP di sisi cloud, perusahaan dapat fokus menjalankan operasional inti tanpa harus membangun infrastruktur teknologi sendiri.
Industri yang umumnya mengadopsi sistem ini pun cukup beragam, mulai dari perusahaan jasa profesional, konsultan, distribusi, hingga manufaktur skala menengah yang membutuhkan integrasi antara proses keuangan, penjualan, dan rantai pasok dalam satu platform. Dengan kombinasi kebutuhan tersebut, SAP Business ByDesign menjadi solusi yang relevan bagi perusahaan yang sedang berada di fase pertumbuhan namun tetap ingin menjaga efisiensi biaya implementasi.
Baca juga: Mengenal SAP BTP, Platform Cloud untuk Transformasi Digital Bisnis
SAP Business ByDesign vs SAP Business One vs SAP S/4HANA
Memilih di antara ketiga produk SAP ini sering kali membingungkan karena ketiganya sama-sama menawarkan solusi ERP, namun ditujukan untuk segmen bisnis yang berbeda. Perbedaan utama terletak pada skala perusahaan yang dituju, tingkat kompleksitas proses bisnis yang bisa ditangani, serta fleksibilitas kustomisasi yang ditawarkan masing-masing produk.
SAP Business One umumnya menyasar perusahaan kecil hingga menengah awal dengan proses bisnis yang masih relatif sederhana, sementara SAP Business ByDesign berada di segmen menengah dengan kebutuhan integrasi lintas fungsi dan operasional multi-negara. Di sisi lain, SAP S/4HANA dirancang untuk perusahaan skala enterprise dengan proses bisnis yang jauh lebih kompleks dan kebutuhan kustomisasi yang tinggi.
| Aspek | SAP Business One | SAP Business ByDesign | SAP S/4HANA |
|---|---|---|---|
| Target Perusahaan | Kecil hingga menengah awal | Menengah | Menengah besar hingga enterprise |
| Model Deployment | On-premise atau cloud | Cloud (SaaS) | On-premise, cloud, atau hybrid |
| Kompleksitas Proses Bisnis | Sederhana | Menengah | Tinggi dan kompleks |
| Tingkat Kustomisasi | Terbatas | Terbatas, mengikuti template | Sangat fleksibel |
| Waktu Implementasi | Relatif cepat | Cepat | Lebih lama, tergantung skala |
| Dukungan Multi-Negara | Terbatas | Kuat, multi-currency & language | Sangat kuat |
| Kebutuhan Tim IT Internal | Minim hingga sedang | Minim | Signifikan |
| Model Biaya | Lisensi atau subscription | Subscription | Investasi besar di awal (on-premise) atau subscription (cloud) |
Secara umum, perusahaan yang masih dalam tahap awal pertumbuhan dengan kebutuhan dasar dapat mempertimbangkan SAP Business One, sedangkan perusahaan menengah yang membutuhkan integrasi lebih luas dan operasional lintas negara akan lebih diuntungkan dengan SAP Business ByDesign. Sementara itu, SAP S/4HANA menjadi pilihan tepat bagi perusahaan besar yang membutuhkan sistem dengan tingkat fleksibilitas dan skalabilitas maksimal.
Berapa Harga SAP Business ByDesign?
Perlu digarisbawahi bahwa SAP tidak mempublikasikan angka harga secara resmi di halaman produknya, sehingga estimasi berikut merujuk pada data dari beberapa lembaga riset dan konsultan ERP pihak ketiga. Angka ini bersifat perkiraan dan dapat berubah sewaktu-waktu, sehingga sebaiknya tidak dijadikan acuan mutlak tanpa konfirmasi langsung ke SAP atau partner resmi.
Berdasarkan estimasi dari ERP Research, SAP Business ByDesign menggunakan model subscription bulanan yang terdiri dari biaya paket dasar sekitar USD 1.099 per bulan, ditambah USD 89 hingga 189 per pengguna operasional setiap bulannya. Dengan skema ini, implementasi untuk 20 pengguna diperkirakan mencapai USD 3.000 hingga 5.000 per bulan, atau setara USD 36.000 hingga 60.000 per tahun.
Di luar biaya subscription, perusahaan juga perlu memperhitungkan biaya implementasi yang terpisah, dengan estimasi berkisar USD 30.000 hingga 100.000 tergantung kompleksitas kebutuhan bisnis. Proses implementasi sendiri umumnya memakan waktu 3 hingga 6 bulan menggunakan metodologi fit-to-standard.
Panduan harga dari SEIDOR memberikan gambaran berbeda, dengan estimasi biaya paket dasar sekitar USD 1.818 per bulan yang mencakup dua pengguna advanced dan tiga pengguna core, ditambah biaya tambahan per jenis pengguna—mulai dari USD 22 untuk self-service user hingga lebih dari USD 200 untuk advanced user. Perbedaan angka antar sumber ini menunjukkan bahwa struktur harga sangat bergantung pada negosiasi, jumlah pengguna, dan cakupan implementasi masing-masing perusahaan.
Karena tidak ada standar harga tunggal yang berlaku umum, langkah paling akurat untuk mengetahui estimasi biaya sesuai kebutuhan bisnis adalah dengan berkonsultasi langsung dengan partner resmi SAP untuk mendapatkan penawaran yang disesuaikan dengan skala dan kompleksitas operasional perusahaan.
Baca Juga: SAP Integration Suite: Pengertian, Fitur, dan Manfaatnya bagi Perusahaan
Tahapan Implementasi SAP Business ByDesign
Proses implementasi SAP Business ByDesign umumnya mengikuti metodologi fit-to-standard, di mana konfigurasi sistem disesuaikan dengan proses bisnis standar yang sudah tersedia, alih-alih membangun sistem dari nol seperti pada implementasi ERP on-premise. Pendekatan ini membuat waktu implementasi menjadi lebih singkat, namun tetap memerlukan tahapan yang terstruktur agar sistem berjalan sesuai kebutuhan operasional perusahaan.
- Persiapan dan Discovery
Tahap awal ini melibatkan pemetaan proses bisnis perusahaan saat ini, identifikasi kebutuhan modul yang akan diaktifkan, serta penentuan ruang lingkup implementasi bersama tim partner atau konsultan SAP. - Fit-to-Standard Workshop
Tim implementasi melakukan sesi workshop untuk mencocokkan proses bisnis perusahaan dengan proses standar yang sudah tersedia di SAP Business ByDesign, sekaligus mengidentifikasi area yang memerlukan penyesuaian konfigurasi tambahan. - Konfigurasi Sistem
Berdasarkan hasil workshop, sistem dikonfigurasi sesuai kebutuhan, mulai dari struktur organisasi, chart of account, hak akses pengguna, hingga alur approval di masing-masing modul yang digunakan. - Migrasi Data
Data dari sistem lama, seperti data master pelanggan, vendor, produk, dan saldo keuangan, dipindahkan ke SAP Business ByDesign. Tahap ini biasanya menjadi fase yang memakan waktu paling lama karena membutuhkan validasi data secara menyeluruh. - Pengujian Sistem (Testing)
Sebelum go-live, sistem diuji untuk memastikan seluruh proses bisnis berjalan sesuai skenario yang sudah dikonfigurasi, termasuk pengujian integrasi antar modul dan validasi laporan yang dihasilkan. - Pelatihan Pengguna
Tim internal perusahaan diberikan pelatihan agar dapat mengoperasikan sistem secara mandiri setelah implementasi selesai, mencakup navigasi dasar hingga penggunaan fitur sesuai peran masing-masing. - Go-Live dan Stabilisasi
Sistem mulai digunakan secara penuh untuk operasional harian, disertai dengan periode stabilisasi di mana tim partner tetap mendampingi untuk menangani kendala teknis yang mungkin muncul di awal penggunaan. - Dukungan Pascaimplementasi
Setelah sistem berjalan stabil, dukungan berkelanjutan tetap diperlukan untuk pemeliharaan, pembaruan sistem, maupun pengembangan konfigurasi tambahan seiring pertumbuhan bisnis perusahaan.
Secara keseluruhan, tahapan implementasi ini biasanya berlangsung selama 3 hingga 6 bulan, tergantung pada kompleksitas proses bisnis dan jumlah modul yang diimplementasikan. Keterlibatan aktif tim internal perusahaan selama proses ini menjadi faktor penting untuk memastikan sistem yang diimplementasikan benar-benar sesuai dengan kebutuhan operasional.

Wujudkan Transformasi Digital Bisnis Anda dengan SAP Business ByDesign
Memahami dan memilih sistem ERP yang tepat adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap proses bisnis, dari pengelolaan keuangan, koordinasi penjualan, hingga pemantauan rantai pasok secara real-time, berjalan secara akurat, terintegrasi di setiap departemen, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas bisnis menengah yang terus bertumbuh, perusahaan dapat mengambil keputusan lebih cepat berdasarkan data terkini, meningkatkan akurasi informasi keuangan dan operasional secara real-time, serta memastikan setiap aktivitas bisnis dapat dipantau secara transparan kapan pun dibutuhkan, baik untuk keperluan pelaporan internal maupun pengambilan keputusan strategis oleh manajemen.
Tanpa sistem yang terintegrasi, berbagai kendala seperti proses manual yang rentan kesalahan, data yang terpisah antar departemen, hingga lambatnya respons terhadap perubahan kondisi bisnis akan terus menghambat kemampuan perusahaan untuk bertumbuh secara efisien. Itulah mengapa semakin banyak perusahaan menengah yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola operasional bisnis secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika pasar yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun sistem operasional yang lebih efisien, terukur, dan siap menghadapi tantangan pertumbuhan bisnis jangka panjang.

Mengenal SAP ECC dan Alasan Perusahaan Beralih ke S/4HANA
SAP ECC masih menjadi tulang punggung operasional di banyak perusahaan besar, mulai dari manufaktur, distribusi, hingga sektor jasa, meskipun SAP sendiri sudah mengarahkan fokus pengembangannya ke generasi berikutnya. Selama lebih dari dua dekade, sistem ini menjadi andalan untuk mengelola proses bisnis lintas departemen, mulai dari keuangan, produksi, hingga rantai pasok, dalam satu platform yang saling terhubung.
Namun seiring SAP menetapkan batas akhir dukungan mainstream, banyak perusahaan mulai mempertimbangkan langkah selanjutnya: bertahan dengan sistem yang sudah berjalan, atau bermigrasi ke SAP S/4HANA sebagai platform ERP generasi terbaru.
Apa Itu SAP ECC?
SAP ECC (SAP ERP Central Component) adalah versi sistem enterprise resource planning (ERP) dari SAP yang dirancang untuk mengintegrasikan berbagai fungsi bisnis, seperti keuangan, produksi, penjualan, hingga sumber daya manusia, ke dalam satu platform terpusat. Sistem ini merupakan inti dari SAP ERP generasi keenam (SAP ERP 6.0), yang menggantikan SAP R/3 dan menjadi fondasi bagi banyak perusahaan dalam menjalankan operasional harian secara real-time.
Melalui pendekatan modular, SAP ECC memungkinkan setiap departemen bekerja dengan sistemnya masing-masing, namun tetap terhubung dalam satu database yang sama. Pendekatan ini yang membuat software ERP seperti SAP ECC banyak dipilih perusahaan skala menengah hingga besar untuk mengurangi silo data antar unit bisnis.
Sejarah Singkat SAP ECC
SAP ECC pertama kali diperkenalkan pada tahun 2004 sebagai bagian dari rilis SAP ERP 6.0, menggantikan pendahulunya, SAP R/3, yang telah digunakan sejak awal 1990-an. Peluncuran ini menandai pergeseran arsitektur dari sistem client-server tradisional menuju platform yang lebih terintegrasi dengan teknologi web dan mendukung interoperabilitas yang lebih luas.
Sepanjang perjalanannya, SAP ECC mengalami beberapa kali pembaruan melalui Enhancement Package (EHP), mulai dari EHP1 hingga EHP8, yang masing-masing membawa peningkatan fitur tanpa mengubah arsitektur inti secara signifikan. Pendekatan ini memungkinkan perusahaan melakukan upgrade bertahap tanpa harus melakukan instalasi ulang secara menyeluruh. SAP sendiri telah mengumumkan bahwa dukungan mainstream untuk SAP ECC akan berakhir pada 2027, mendorong banyak perusahaan mulai merancang strategi migrasi ke SAP S/4HANA.
Siapa yang Menggunakan SAP ECC?
SAP ECC digunakan secara luas oleh perusahaan di berbagai skala dan sektor industri, mulai dari manufaktur, distribusi, ritel, hingga jasa keuangan. Beberapa karakteristik pengguna utama SAP ECC meliputi:
- Perusahaan manufaktur besar yang membutuhkan integrasi antara production planning, quality management, dan plant maintenance dalam satu sistem.
- Perusahaan distribusi dan ritel yang mengandalkan modul sales and distribution serta materials management untuk mengelola rantai pasok.
- Institusi keuangan dan korporasi multinasional yang memanfaatkan modul financial accounting dan controlling untuk pelaporan keuangan konsolidasi lintas negara.
- Perusahaan dengan proses bisnis kompleks yang sudah terbiasa dengan kustomisasi mendalam (heavy customization) sejak era SAP R/3, sehingga migrasi ke sistem baru memerlukan perencanaan matang.
Karakteristik pengguna ini menjadi salah satu alasan mengapa proses migrasi ke SAP S/4HANA sering kali membutuhkan waktu dan strategi implementasi yang berbeda-beda antar perusahaan.
Modul SAP ECC yang Paling Banyak Digunakan
SAP ECC dibangun di atas struktur modular yang memungkinkan setiap fungsi bisnis berjalan sebagai unit tersendiri, namun tetap saling terhubung dalam satu sistem. Berikut sembilan modul yang paling banyak diimplementasikan perusahaan.
SAP FI (Financial Accounting)
Modul FI menangani seluruh proses akuntansi keuangan perusahaan, mulai dari general ledger, accounts payable, accounts receivable, hingga asset accounting. Modul ini menjadi tulang punggung pelaporan keuangan karena mencatat setiap transaksi secara real-time dan menyediakan data yang menjadi dasar laporan neraca serta laba rugi. Bagi perusahaan multinasional, FI juga mendukung konsolidasi laporan keuangan lintas entitas dan mata uang.
SAP CO (Controlling)
Berbeda dengan FI yang berorientasi pada pelaporan eksternal, modul CO berfokus pada pengendalian biaya internal. Modul ini mencakup cost center accounting, profit center accounting, hingga profitability analysis, yang membantu manajemen memantau efisiensi operasional per unit bisnis. CO dan FI biasanya berjalan berdampingan karena data yang dihasilkan saling melengkapi dalam pengambilan keputusan finansial.
SAP MM (Materials Management)
Modul MM mengelola seluruh siklus pengadaan dan manajemen material, mulai dari purchase requisition, purchase order, penerimaan barang, hingga manajemen inventori. Fungsi ini menjadikan MM sebagai salah satu modul inti dalam software procurement yang menghubungkan proses pembelian dengan ketersediaan stok gudang secara langsung.
SAP SD (Sales and Distribution)
SAP SD menangani proses penjualan dari awal hingga akhir, meliputi pembuatan sales order, pengecekan ketersediaan stok, proses pengiriman, hingga penagihan ke pelanggan. Modul ini terintegrasi erat dengan MM dan FI, sehingga setiap transaksi penjualan otomatis berdampak pada pergerakan stok dan pencatatan piutang.
SAP PP (Production Planning)
Modul PP digunakan untuk merencanakan dan mengendalikan proses produksi, termasuk penyusunan production order, material requirement planning (MRP), hingga penjadwalan kapasitas produksi. Perusahaan manufaktur mengandalkan modul ini sebagai bagian dari software manufaktur untuk memastikan proses produksi berjalan sesuai permintaan tanpa kelebihan atau kekurangan stok.
SAP WM (Warehouse Management)
SAP WM mengatur pengelolaan gudang secara lebih detail dibanding fungsi inventori dasar pada MM, mencakup penempatan barang (putaway), picking, hingga pengaturan bin location. Modul ini banyak digunakan perusahaan dengan volume pergerakan barang tinggi yang membutuhkan visibilitas stok secara presisi di level lokasi penyimpanan.
SAP QM (Quality Management)
Modul QM memastikan setiap material dan produk yang dihasilkan memenuhi standar kualitas yang ditetapkan, melalui proses inspection lot, quality notification, hingga pengelolaan sertifikat kualitas. QM biasanya terhubung langsung dengan PP dan MM untuk memastikan barang yang diproduksi maupun diterima dari pemasok sudah melalui pengecekan mutu.
SAP PM (Plant Maintenance)
SAP PM digunakan untuk mengelola pemeliharaan aset dan mesin produksi, mencakup preventive maintenance, breakdown maintenance, hingga penjadwalan perbaikan berkala. Modul ini membantu perusahaan manufaktur meminimalkan downtime mesin yang dapat mengganggu kelancaran produksi.
SAP HCM (Human Capital Management)
Modul HCM mencakup pengelolaan seluruh siklus sumber daya manusia, mulai dari administrasi data karyawan, payroll, time management, hingga performance management. Meski beberapa perusahaan kini beralih ke solusi HR khusus, banyak organisasi masih mengandalkan HCM karena integrasinya yang erat dengan modul FI untuk pencatatan biaya tenaga kerja.
Baca juga: SAP Business ByDesign: Panduan Lengkap untuk Bisnis Menengah
Bagaimana Cara Kerja SAP ECC?
Kesembilan modul di atas tidak berjalan sebagai sistem yang terpisah-pisah, melainkan saling terhubung dalam satu database terpusat. Pendekatan inilah yang membedakan SAP ECC dari sekadar kumpulan software administratif biasa.
Integrasi Antar Modul
Setiap transaksi yang terjadi di satu modul akan otomatis memengaruhi modul lain yang terkait, tanpa perlu proses input ulang secara manual. Sebagai contoh, ketika sales order dibuat di modul SD, sistem akan otomatis mengecek ketersediaan stok melalui MM, dan setelah barang dikirim, modul FI akan mencatat piutang penjualan secara real-time. Begitu pula pada sisi produksi, production order yang dibuat di PP akan menarik data kebutuhan material dari MM, sementara hasil inspeksi kualitasnya tercatat melalui QM.
Konektivitas semacam ini yang membuat data di seluruh perusahaan tetap konsisten, karena setiap departemen bekerja dari sumber data yang sama, bukan sistem terpisah yang harus disinkronkan manual. Bagi perusahaan yang menjalankan operasional lintas fungsi, integrasi ini menjadi salah satu alasan utama mengapa software ERP seperti SAP ECC tetap relevan untuk mendukung pengambilan keputusan yang lebih cepat dan akurat.
Alur Proses Bisnis di SAP ECC
Secara umum, alur proses bisnis di SAP ECC mengikuti siklus yang saling berkaitan antar departemen. Berikut gambaran alurnya:
- Procure-to-Pay — dimulai dari purchase requisition di MM, dilanjutkan ke purchase order, penerimaan barang, hingga proses pembayaran ke pemasok yang tercatat di FI.
- Order-to-Cash — diawali dari pembuatan sales order di SD, pengecekan stok, pengiriman barang, hingga penagihan dan pencatatan piutang di FI.
- Plan-to-Produce — dimulai dari perencanaan produksi di PP berdasarkan hasil MRP, penarikan material dari MM, proses produksi, hingga pengecekan kualitas melalui QM.
- Record-to-Report — seluruh transaksi dari modul operasional (MM, SD, PP) mengalir ke FI dan CO untuk menghasilkan laporan keuangan serta analisis biaya secara konsolidasi.
Keempat alur ini berjalan secara paralel dan saling terhubung, sehingga perubahan pada satu titik proses akan langsung tercermin di modul-modul lain yang relevan.
Fitur Utama SAP ECC
Selain struktur modular dan integrasinya, SAP ECC juga dilengkapi sejumlah fitur teknis yang mendukung operasional perusahaan secara menyeluruh. Fitur-fitur ini yang membuat SAP ECC mampu bertahan sebagai sistem inti di banyak perusahaan besar selama lebih dari dua dekade, meskipun teknologinya terus berkembang mengikuti kebutuhan bisnis yang semakin kompleks.
- Real-Time Processing
Setiap transaksi yang dimasukkan ke sistem langsung diproses dan diperbarui secara real-time ke seluruh modul terkait, tanpa jeda batch processing yang umum ditemukan pada sistem legacy. Hal ini memungkinkan laporan dan status operasional selalu mencerminkan kondisi terkini. - Reporting dan Analitik Terintegrasi
SAP ECC menyediakan tools reporting bawaan, seperti SAP Query, Report Painter, dan integrasi dengan SAP Business Warehouse (BW), yang memungkinkan perusahaan menghasilkan laporan lintas modul tanpa perlu mengekstrak data secara manual dari masing-masing sistem. - Customization dan Fleksibilitas
Melalui ABAP (Advanced Business Application Programming), perusahaan dapat melakukan kustomisasi mendalam sesuai kebutuhan proses bisnis spesifik, mulai dari pembuatan report khusus, workflow approval, hingga pengembangan modul tambahan (custom development). - Multi-Currency dan Multi-Language
Fitur ini mendukung perusahaan multinasional dalam mengelola transaksi lintas negara, termasuk konversi mata uang otomatis dan tampilan sistem dalam berbagai bahasa sesuai kebutuhan pengguna di masing-masing wilayah. - Role-Based Access Control
Setiap pengguna memiliki akses yang disesuaikan dengan peran dan tanggung jawabnya melalui sistem otorisasi (authorization object), sehingga data sensitif seperti informasi payroll atau laporan keuangan hanya dapat diakses oleh pihak yang berwenang. - Batch Input dan Data Migration Tools
SAP ECC menyediakan tools seperti LSMW (Legacy System Migration Workbench) untuk membantu proses migrasi data dari sistem lama, yang mempermudah perusahaan saat awal implementasi tanpa harus melakukan input data secara manual satu per satu.
Fungsi SAP ECC dalam Berbagai Departemen
Jika fitur utama tadi berbicara soal kapabilitas teknis sistem, bagian ini melihat dari sisi yang lebih praktis: bagaimana SAP ECC benar-benar digunakan sehari-hari oleh masing-masing departemen di perusahaan.
- Departemen Keuangan dan Akuntansi
Tim finance mengandalkan SAP ECC untuk mencatat transaksi harian, menyusun laporan keuangan, mengelola arus kas, hingga memantau anggaran per departemen. Proses closing bulanan maupun tahunan juga menjadi lebih cepat karena data dari seluruh unit bisnis sudah terkonsolidasi otomatis dalam sistem. - Departemen Pengadaan (Procurement)
Tim procurement menggunakan SAP ECC untuk mengelola proses pembelian dari awal hingga akhir, mulai dari permintaan pembelian, pemilihan vendor, negosiasi harga, hingga penerbitan purchase order. Sistem ini juga membantu memantau kinerja pemasok dan memastikan proses pengadaan sesuai dengan anggaran yang telah ditetapkan. - Departemen Produksi
Bagi tim produksi, SAP ECC menjadi alat utama untuk merencanakan jadwal produksi, memantau kebutuhan bahan baku, hingga mengelola work order di lantai pabrik. Integrasi dengan modul QM juga memastikan setiap tahap produksi melalui pengecekan kualitas sebelum barang dinyatakan siap didistribusikan. - Departemen Penjualan dan Distribusi
Tim sales memanfaatkan SAP ECC untuk mengelola pesanan pelanggan, memantau ketersediaan stok secara real-time, hingga memproses pengiriman barang. Dengan data yang terintegrasi, tim penjualan dapat memberikan estimasi pengiriman yang lebih akurat kepada pelanggan. - Departemen Gudang dan Logistik
Tim gudang mengandalkan SAP ECC untuk mengatur penempatan barang, memantau pergerakan stok antar lokasi, hingga melakukan stock opname secara berkala. Visibilitas stok yang akurat membantu mengurangi risiko kelebihan maupun kekurangan inventori. - Departemen Sumber Daya Manusia
Tim HR menggunakan SAP ECC untuk mengelola data karyawan, memproses payroll, mencatat absensi, hingga mengevaluasi kinerja karyawan. Proses administrasi kepegawaian yang sebelumnya manual dapat berjalan lebih efisien karena semua data tersimpan dalam satu sistem yang sama. - Departemen Pemeliharaan Aset
Tim maintenance memanfaatkan SAP ECC untuk menjadwalkan perawatan mesin secara preventif, mencatat riwayat kerusakan, hingga mengelola suku cadang yang dibutuhkan. Pendekatan ini membantu perusahaan menjaga performa mesin sekaligus mengurangi downtime produksi yang tidak terduga.
Manfaat Menggunakan SAP ECC
Dari seluruh fitur dan fungsi yang sudah dibahas, ada beberapa manfaat nyata yang dirasakan perusahaan setelah mengimplementasikan SAP ECC secara menyeluruh. Manfaat-manfaat ini yang menjadi alasan utama mengapa banyak perusahaan tetap mempertahankan sistem ini sebagai tulang punggung operasional, meskipun kini sudah tersedia opsi platform yang lebih baru.
- Efisiensi Proses Bisnis
Dengan seluruh proses bisnis berjalan dalam satu sistem terintegrasi, perusahaan dapat memangkas waktu yang biasanya terbuang untuk rekonsiliasi data antar departemen. Alur kerja yang sebelumnya membutuhkan input manual di beberapa sistem terpisah kini dapat berjalan otomatis begitu satu transaksi dicatat. - Pengambilan Keputusan yang Lebih Akurat
Karena data operasional dan keuangan terkonsolidasi secara real-time, manajemen dapat mengakses laporan yang lebih akurat untuk mendukung pengambilan keputusan strategis, tanpa perlu menunggu proses kompilasi data manual dari masing-masing unit bisnis. - Standarisasi Proses di Seluruh Perusahaan
SAP ECC membantu perusahaan menerapkan proses bisnis yang seragam di seluruh cabang atau anak perusahaan, terutama bagi organisasi dengan operasional di berbagai lokasi. Standarisasi ini memudahkan proses audit maupun evaluasi kinerja antar unit bisnis. - Kepatuhan terhadap Regulasi
Modul-modul seperti FI dan CO dirancang untuk mendukung kepatuhan terhadap standar akuntansi dan regulasi perpajakan di berbagai negara, sehingga memudahkan perusahaan multinasional dalam memenuhi kewajiban pelaporan di masing-masing wilayah operasinya. - Visibilitas Data Lintas Departemen
Setiap departemen dapat mengakses data yang relevan dengan pekerjaannya tanpa harus meminta laporan dari tim lain secara manual, karena seluruh informasi tersimpan dalam satu database yang sama dan dapat diakses sesuai hak otorisasi masing-masing pengguna. - Skalabilitas untuk Pertumbuhan Bisnis
Struktur modular SAP ECC memungkinkan perusahaan menambahkan modul atau fungsi baru sesuai kebutuhan yang berkembang, tanpa harus mengganti keseluruhan sistem yang sudah berjalan.
Baca juga: Mengenal SAP BTP, Platform Cloud untuk Transformasi Digital Bisnis
Perbedaan SAP ECC dan SAP S/4HANA
Meskipun sama-sama produk ERP dari SAP, SAP ECC dan SAP S/4HANA dibangun di atas arsitektur yang berbeda, terutama dari sisi database dan pengalaman pengguna. Perbedaan ini berdampak langsung pada kecepatan pemrosesan data, tampilan antarmuka, hingga cara perusahaan menjalankan analisis bisnis sehari-hari.
| Aspek | SAP ECC | SAP S/4HANA |
|---|---|---|
| Database | Mendukung berbagai database pihak ketiga (Oracle, IBM DB2, Microsoft SQL Server) | Hanya berjalan di atas SAP HANA, database in-memory yang dirancang khusus untuk pemrosesan data cepat |
| Kecepatan Pemrosesan | Mengandalkan batch processing untuk sebagian laporan dan analisis besar | Pemrosesan real-time untuk hampir seluruh transaksi dan laporan, tanpa perlu agregasi data terpisah |
| Antarmuka Pengguna | SAP GUI, tampilan berbasis transaksi klasik yang kurang intuitif bagi pengguna baru | SAP Fiori, antarmuka berbasis web yang lebih modern, responsif, dan dapat diakses melalui perangkat mobile |
| Struktur Data Keuangan | Data FI dan CO tersimpan terpisah, membutuhkan proses rekonsiliasi tambahan | Universal Journal menyatukan data FI dan CO dalam satu tabel, sehingga laporan lebih cepat dan konsisten |
| Kemampuan Analitik | Membutuhkan integrasi tambahan dengan SAP BW untuk analisis data mendalam | Analisis tertanam langsung (embedded analytics), memungkinkan laporan real-time tanpa sistem terpisah |
| Dukungan Teknologi Baru | Terbatas dalam mendukung AI, machine learning, dan IoT secara native | Dirancang untuk mendukung integrasi AI, machine learning, dan IoT secara lebih menyeluruh |
| Kelebihan Utama | Sudah teruji puluhan tahun, ekosistem konsultan luas, kustomisasi mendalam sudah banyak tersedia | Performa lebih cepat, antarmuka lebih modern, mendukung pengambilan keputusan berbasis data real-time |
| Kekurangan Utama | Performa melambat pada volume data besar, tampilan kurang ramah pengguna baru, dukungan mainstream akan berakhir | Biaya implementasi dan migrasi relatif tinggi, membutuhkan penyesuaian proses bisnis dan pelatihan ulang tim |
| Status Dukungan | Dukungan mainstream berakhir 2027 | Menjadi fokus pengembangan utama SAP ke depan |
Mengapa SAP ECC Akan Digantikan SAP S/4HANA?
Pergeseran dari SAP ECC ke SAP S/4HANA bukan sekadar tren teknologi, melainkan keputusan strategis yang didorong oleh beberapa faktor mendasar. Faktor paling mendesak datang dari berakhirnya dukungan mainstream SAP ECC pada 2027, yang berarti perusahaan tidak lagi mendapatkan pembaruan rutin, patch keamanan, maupun dukungan teknis penuh setelah tanggal tersebut. Di luar soal dukungan, ada juga persoalan teknis yang mulai terasa di lapangan, arsitektur SAP ECC yang mengandalkan database tradisional membuat performanya melambat pada volume data besar, terutama bagi perusahaan dengan transaksi harian dalam jumlah tinggi.
Persaingan bisnis yang semakin ketat juga menuntut kecepatan dalam pengambilan keputusan, sesuatu yang sulit dipenuhi SAP ECC karena masih bergantung pada proses batch dan sistem analitik yang terpisah. Kebutuhan akan analisis data real-time inilah yang dijawab SAP S/4HANA melalui embedded analytics, memungkinkan laporan tersaji secara langsung tanpa harus menunggu proses agregasi data. Tuntutan zaman pun tidak berhenti di situ, perusahaan modern semakin membutuhkan integrasi dengan teknologi baru seperti kecerdasan buatan, machine learning, dan Internet of Things (IoT) untuk mendukung otomatisasi proses bisnis, sesuatu yang tidak dibangun secara native pada SAP ECC.
Terakhir, ada sisi yang kerap luput dari perhatian namun berdampak besar pada adopsi sistem: pengalaman pengguna. Antarmuka SAP GUI pada SAP ECC dinilai kurang ramah bagi pengguna baru dan tidak mendukung akses melalui perangkat mobile secara optimal, berbeda dengan SAP Fiori pada S/4HANA yang hadir dengan tampilan lebih modern dan fleksibel sehingga mempermudah adopsi sistem oleh karyawan di berbagai level, dari staf operasional hingga jajaran manajemen.
Kapan Perusahaan Sebaiknya Migrasi ke SAP S/4HANA?
Keputusan untuk migrasi tidak bisa disamaratakan untuk semua perusahaan, karena kesiapan setiap organisasi berbeda-beda tergantung kondisi sistem, anggaran, dan kompleksitas proses bisnis yang berjalan. Ada beberapa momen yang bisa dijadikan pertimbangan untuk mulai merencanakan migrasi.
- Mendekati Batas Akhir Dukungan Mainstream
Perusahaan yang masih menggunakan SAP ECC sebaiknya mulai menyusun roadmap migrasi jauh sebelum 2027, mengingat proses migrasi ERP skala besar umumnya membutuhkan waktu satu hingga dua tahun tergantung kompleksitas sistem yang berjalan. Menunda perencanaan hingga mendekati tenggat waktu berisiko membuat perusahaan kehabisan waktu untuk uji coba dan penyesuaian. - Sistem Mulai Mengalami Keterbatasan Performa
Jika volume transaksi harian terus meningkat dan mulai berdampak pada kecepatan pemrosesan laporan maupun operasional harian, ini menjadi sinyal bahwa infrastruktur database tradisional pada SAP ECC sudah mendekati batas kapasitasnya. - Kebutuhan Bisnis Berkembang ke Arah Digitalisasi Lebih Lanjut
Perusahaan yang mulai merencanakan inisiatif seperti otomatisasi proses berbasis AI, analitik prediktif, atau integrasi IoT untuk monitoring produksi, akan lebih diuntungkan dengan berpindah ke S/4HANA lebih awal, karena SAP ECC tidak dirancang untuk mendukung kebutuhan ini secara native. - Rencana Ekspansi atau Restrukturisasi Bisnis
Momentum migrasi juga sering dimanfaatkan bersamaan dengan rencana ekspansi bisnis, merger, atau restrukturisasi organisasi, karena proses migrasi biasanya turut melibatkan evaluasi ulang terhadap proses bisnis yang sudah berjalan selama bertahun-tahun. - Anggaran dan Sumber Daya Sudah Siap
Migrasi ke S/4HANA membutuhkan investasi yang tidak kecil, baik dari sisi biaya lisensi, infrastruktur, maupun pelatihan tim. Perusahaan sebaiknya memastikan kesiapan anggaran dan dukungan dari manajemen sebelum memulai proyek migrasi agar prosesnya tidak terhenti di tengah jalan.
Baca juga: Panduan Lengkap Migrasi ke SAP S/4HANA
Percayakan Migrasi SAP S/4HANA Perusahaan Anda kepada Kami
Memahami keunggulan SAP ECC selama bertahun-tahun adalah titik awal yang penting, namun tantangan sesungguhnya kini terletak pada bagaimana perusahaan mempersiapkan diri menghadapi masa depan, mulai dari kesiapan infrastruktur, migrasi data, hingga penyesuaian proses bisnis, agar transisi ke sistem yang lebih modern dapat berjalan lancar tanpa mengganggu operasional sehari-hari.
Dengan dukungan software ERP generasi terbaru yang dirancang untuk menjawab kompleksitas bisnis masa kini, perusahaan dapat mengantisipasi berakhirnya dukungan sistem lama sebelum berdampak pada keamanan dan kelangsungan operasional, meningkatkan kecepatan serta akurasi pengambilan keputusan melalui data real-time, dan memastikan setiap proses bisnis tetap terintegrasi secara menyeluruh di tengah tuntutan teknologi yang terus berkembang.
Tanpa langkah migrasi yang terencana, berbagai kendala seperti keterbatasan performa sistem, risiko keamanan yang meningkat, hingga ketertinggalan dalam mengadopsi teknologi seperti AI dan analitik real-time akan terus menghambat daya saing perusahaan di pasar yang semakin kompetitif. Itulah mengapa semakin banyak perusahaan yang mulai mempertimbangkan solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk menggantikan sistem lama mereka dengan platform yang lebih cepat, fleksibel, dan siap mendukung pertumbuhan bisnis jangka panjang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda merancang strategi migrasi yang tepat, efisien, dan minim risiko.

SAP GUI: Pengertian, Cara Menggunakan, dan Cara Kerjanya di Sistem SAP
SAP GUI menjadi pintu masuk utama bagi banyak perusahaan yang mengoperasikan sistem SAP secara harian, mulai dari mencatat transaksi keuangan hingga memantau proses produksi secara real-time. Tanpa antarmuka ini, pengguna akan kesulitan mengakses berbagai modul SAP yang kompleks, karena SAP GUI-lah yang menerjemahkan proses backend menjadi tampilan yang bisa dioperasikan langsung oleh tim operasional maupun manajemen.
Bagi perusahaan yang baru mulai mengimplementasikan SAP atau tim IT yang bertanggung jawab menjaga kelancaran operasional sistem, memahami cara kerja dan komponen di dalamnya menjadi langkah awal yang penting sebelum masuk ke penggunaan sehari-hari.
- Apa Itu SAP GUI?
- Bagaimana Cara Kerja SAP GUI?
- Fungsi SAP GUI
- Fitur-Fitur SAP GUI
- Jenis-Jenis SAP GUI
- SAP GUI vs SAP Fiori
- Cara Install SAP GUI
- Cara Menggunakan SAP GUI
- Kelebihan, Kekurangan, dan Kapan Sebaiknya Menggunakan SAP GUI
- Optimalkan Akses dan Pengelolaan Sistem SAP Perusahaan Anda dengan Solusi ERP yang Tepat
Apa Itu SAP GUI?
SAP GUI (SAP Graphical User Interface) adalah aplikasi client yang berfungsi sebagai antarmuka grafis untuk mengakses dan berinteraksi dengan sistem SAP, seperti SAP ERP, SAP S/4HANA, dan SAP Business Warehouse. Software ini berperan sebagai jembatan antara pengguna dengan server aplikasi SAP, menampilkan layar-layar SAP (dikenal dengan istilah dynpro) di perangkat lokal pengguna dengan cara berkomunikasi dengan server aplikasi melalui protokol DIAG.
Dalam struktur arsitektur tiga lapis (3-tier) milik SAP, SAP GUI berperan sebagai lapisan presentasi yang bertugas menampilkan data dan menerima input dari pengguna, sementara pemrosesan logika bisnis dan penyimpanan data ditangani oleh lapisan aplikasi dan basis data secara terpisah. Pemisahan ini bertujuan menjaga performa sistem, karena beban tampilan layar yang kompleks dialihkan ke perangkat pengguna, sehingga server pusat cukup fokus menyediakan data saja.
SAP GUI tersedia dalam beberapa versi untuk mendukung berbagai sistem operasi, termasuk Windows, Java (Linux dan Mac), serta versi berbasis HTML yang bisa diakses langsung melalui browser tanpa instalasi tambahan. Sejak dirilis pertama kali pada era SAP R/3, SAP GUI menjadi metode akses utama ke sistem SAP. Meskipun SAP kini mendorong penggunaan SAP Fiori untuk lingkungan S/4HANA, SAP GUI tetap dibutuhkan oleh administrator sistem, developer ABAP, dan power user yang bekerja dengan transaksi konfigurasi, debugging, hingga monitoring teknis.
Bagaimana Cara Kerja SAP GUI?
Secara sederhana, SAP GUI bekerja dengan menjembatani perangkat pengguna dan server aplikasi SAP melalui proses request-response. Saat pengguna membuka SAP GUI, aplikasi ini terhubung ke server melalui program SAP Logon, yang menampilkan daftar sistem SAP yang tersedia. Setelah pengguna memilih sistem dan login, SAP Logon akan otomatis mengarahkan koneksi ke server aplikasi dengan waktu respons terbaik saat itu.

Setelah terhubung, setiap aksi yang dilakukan pengguna di layar, seperti mengetik data, menekan tombol, atau memasukkan transaction code, dikirim ke server aplikasi melalui protokol DIAG (Dynamic Information and Action Gateway). Server kemudian memproses permintaan tersebut, menjalankan logika bisnis yang relevan, lalu mengirimkan kembali instruksi tampilan berupa dynpro (dynamic program screen) ke SAP GUI. SAP GUI-lah yang bertugas merender instruksi tersebut menjadi tampilan visual yang bisa dibaca dan dioperasikan pengguna, mulai dari field input, tombol, hingga menu navigasi.
Pola kerja ini membuat SAP GUI murni berperan sebagai lapisan presentasi, sementara seluruh pemrosesan data dan logika bisnis tetap berjalan di sisi server. Karena beban render tampilan dialihkan ke perangkat pengguna, server pusat dapat fokus mengelola data tanpa terbebani proses tampilan yang kompleks, sehingga sistem tetap responsif meskipun diakses oleh banyak pengguna sekaligus dalam satu jaringan perusahaan.
Untuk mendukung koneksi yang aman, SAP GUI juga mendukung enkripsi jaringan melalui Secure Network Communications (SNC), serta metode single sign-on agar pengguna tidak perlu memasukkan kredensial berulang kali setiap kali mengakses sistem yang berbeda dalam satu landscape SAP.
Baca juga: Cara Menggunakan API Gateway SAP Business One
Fungsi SAP GUI
Sebagai antarmuka utama untuk mengakses sistem SAP, SAP GUI dirancang untuk mendukung berbagai aktivitas operasional perusahaan, mulai dari transaksi harian hingga konfigurasi teknis di level backend. Fungsi-fungsi ini tidak hanya digunakan oleh end user di lapangan, tetapi juga oleh tim IT dan konsultan SAP yang bertanggung jawab menjaga kelancaran sistem secara keseluruhan. Berikut beberapa fungsi utama SAP GUI dalam mendukung operasional bisnis:
- Akses ke Sistem dan Modul SAP
SAP GUI menjadi gerbang utama bagi pengguna untuk mengakses berbagai modul SAP, seperti Financial Accounting (FI), Materials Management (MM), Sales and Distribution (SD), hingga modul produksi. Tanpa SAP GUI, pengguna tidak dapat berinteraksi langsung dengan data dan proses bisnis yang berjalan di server SAP. - Eksekusi Transaksi Bisnis
Melalui transaction code (T-Code), pengguna dapat menjalankan berbagai transaksi bisnis secara cepat, mulai dari membuat purchase order, memproses sales order, hingga melakukan posting jurnal akuntansi, semua dilakukan langsung dari SAP GUI tanpa perlu navigasi menu berlapis. - Pengelolaan dan Pemantauan Data
SAP GUI memungkinkan pengguna untuk membuat, mengubah, menampilkan, hingga menghapus data master maupun data transaksi, seperti data pelanggan, material, atau vendor. Fungsi ini menjadikan SAP GUI sebagai alat kerja utama tim operasional dalam menjaga akurasi data di sistem. - Pembuatan Laporan (Reporting)
Pengguna dapat menjalankan berbagai laporan standar maupun custom report melalui SAP GUI untuk kebutuhan analisis, monitoring performa bisnis, maupun audit internal. - Konfigurasi dan Kustomisasi Sistem
Bagi tim IT dan konsultan SAP, SAP GUI juga berfungsi sebagai alat untuk melakukan konfigurasi sistem (customizing), pengembangan program ABAP, hingga proses debugging, fungsi yang hingga kini belum sepenuhnya tergantikan oleh SAP Fiori. - Otomatisasi Pekerjaan Berulang
Dengan fitur seperti SAP GUI Scripting dan shortcut command, pengguna dapat mengotomatisasi tugas-tugas repetitif, seperti input data massal atau navigasi antar transaksi, sehingga mempercepat alur kerja harian.
Fitur-Fitur SAP GUI
Selain berfungsi sebagai jembatan akses ke sistem SAP, SAP GUI juga dilengkapi berbagai fitur yang dirancang untuk mendukung produktivitas dan efisiensi kerja pengguna sehari-hari. Fitur-fitur ini mencakup mulai dari kemudahan navigasi antar transaksi hingga kustomisasi tampilan sesuai kebutuhan masing-masing pengguna. Berikut beberapa fitur utama yang tersedia di SAP GUI:
- Transaction Code (T-Code)
T-Code adalah kode singkat yang mewakili suatu transaksi atau fungsi tertentu di SAP, seperti FB01 untuk posting jurnal akuntansi atau VA01 untuk membuat sales order. Fitur ini memungkinkan pengguna berpindah antar transaksi secara instan hanya dengan mengetikkan kode di command field, tanpa perlu navigasi menu berlapis. - Multiple Session
Pengguna dapat membuka beberapa sesi kerja secara bersamaan dalam satu waktu, sehingga bisa mengerjakan beberapa transaksi berbeda tanpa harus menutup transaksi yang sedang berjalan. - Favorites
Fitur ini memungkinkan pengguna menyimpan T-Code atau transaksi yang sering digunakan ke dalam daftar favorit, sehingga akses ke transaksi tersebut menjadi lebih cepat di kunjungan berikutnya. - Personalisasi Tampilan
SAP GUI mendukung kustomisasi tampilan seperti pengaturan tema warna, ukuran font, hingga layout layar sesuai preferensi masing-masing pengguna, termasuk pilihan tema high-contrast untuk mendukung aksesibilitas. - SAP GUI Scripting
Fitur ini memungkinkan otomatisasi interaksi pengguna dengan sistem SAP, umumnya dimanfaatkan untuk mempercepat proses input data berulang atau kebutuhan integrasi dengan tools RPA (Robotic Process Automation). - Integrasi dengan Microsoft Office
Khusus SAP GUI for Windows, tersedia fitur integrasi dengan aplikasi Microsoft Office, seperti kemampuan mengekspor data langsung ke Excel untuk kebutuhan analisis lebih lanjut.
Baca juga: SAP Business ByDesign: Panduan Lengkap untuk Bisnis Menengah
Jenis-Jenis SAP GUI
SAP menyediakan beberapa varian SAP GUI yang disesuaikan dengan kebutuhan lingkungan sistem operasi dan skenario penggunaan yang berbeda-beda di perusahaan. Ketiga jenis ini memiliki fungsi dasar yang serupa, namun berbeda dari sisi platform, cara instalasi, dan tingkat performanya. Berikut jenis-jenis SAP GUI yang umum digunakan:
SAP GUI for Windows
SAP GUI for Windows merupakan varian yang paling banyak digunakan di lingkungan enterprise secara global dan menjadi standar utama bagi sebagian besar perusahaan yang mengoperasikan sistem SAP. Varian ini memanfaatkan OLE interface dan ActiveX control milik sistem operasi Windows, sehingga memungkinkan integrasi langsung dengan aplikasi Microsoft Office, seperti menampilkan dan mengolah data SAP langsung di Excel tanpa perlu proses ekspor manual yang rumit.
Dari sisi performa, SAP GUI for Windows menawarkan kecepatan dan kelengkapan fitur tertinggi dibanding varian lainnya, karena dirancang khusus untuk memanfaatkan kemampuan native sistem operasi Windows secara maksimal. Hal ini menjadikannya pilihan utama bagi perusahaan yang mayoritas menggunakan perangkat berbasis Windows di seluruh divisinya, mulai dari tim finance, procurement, hingga produksi.
SAP GUI for Java
SAP GUI for Java dirancang untuk lingkungan sistem operasi selain Windows, seperti Linux dan Mac OS, sehingga cocok digunakan oleh perusahaan dengan ekosistem perangkat yang beragam. Karena berbasis Java, varian ini bersifat platform-independent, artinya dapat berjalan di berbagai sistem operasi selama perangkat tersebut mendukung Java Runtime Environment (JRE).
Secara tampilan dan fungsi, SAP GUI for Java dirancang agar terasa mirip dengan SAP GUI for Windows, sehingga pengguna yang terbiasa dengan salah satu varian tidak akan kesulitan beradaptasi saat harus berpindah platform. Meski begitu, beberapa fitur integrasi khusus Windows, seperti koneksi langsung ke Microsoft Office, umumnya tidak tersedia di varian ini. SAP GUI for Java juga umumnya menjadi pilihan bagi tim development atau lingkungan kerja yang menggunakan Linux sebagai sistem operasi utama.
SAP GUI for HTML (WebGUI)
SAP GUI for HTML, atau sering disebut WebGUI, memungkinkan pengguna mengakses sistem SAP langsung melalui browser tanpa perlu melakukan instalasi software tambahan di perangkat masing-masing. Varian ini memanfaatkan SAP Internet Transaction Server (ITS) sebagai penghubung antara browser dan server aplikasi SAP, sehingga seluruh proses rendering tampilan tetap mengikuti logika dynpro seperti pada SAP GUI versi desktop.
Karena tidak membutuhkan instalasi, SAP GUI for HTML menjadi pilihan yang praktis untuk kebutuhan akses jarak jauh, perangkat dengan keterbatasan hak instalasi, atau skenario di mana perusahaan ingin meminimalkan beban maintenance software di sisi client. Namun, dari sisi performa dan kelengkapan fitur, varian ini umumnya masih berada di bawah SAP GUI for Windows, terutama untuk transaksi-transaksi yang kompleks.
SAP GUI for Mobile
Selain ketiga jenis utama di atas, tersedia juga akses SAP GUI melalui perangkat mobile, umumnya melalui solusi pihak ketiga seperti GuiXT untuk platform iOS dan Android. Varian ini memungkinkan pengguna, terutama level manajemen atau tim lapangan, untuk memantau dan menjalankan transaksi tertentu langsung dari smartphone atau tablet dalam kondisi yang membutuhkan mobilitas tinggi.
Baca juga: Panduan Lengkap Migrasi ke SAP S/4HANA
SAP GUI vs SAP Fiori
Selain SAP GUI, SAP juga menghadirkan SAP Fiori sebagai antarmuka generasi baru yang dirancang khusus untuk mendukung pengalaman pengguna yang lebih modern, terutama di lingkungan SAP S/4HANA. Meski keduanya sama-sama berfungsi sebagai antarmuka untuk mengakses sistem SAP, ada beberapa perbedaan mendasar yang perlu dipahami sebelum menentukan mana yang paling sesuai dengan kebutuhan perusahaan.
SAP Fiori dibangun dengan pendekatan berbasis web dan desain yang responsif, sehingga dapat diakses dari berbagai perangkat, mulai dari desktop, tablet, hingga smartphone, tanpa perlu instalasi software tambahan. Sebaliknya, SAP GUI umumnya memerlukan instalasi di perangkat client dan lebih berfokus pada efisiensi navigasi transaksi melalui transaction code, sehingga lebih diminati oleh pengguna teknis seperti konsultan, developer, dan administrator sistem.
| Aspek | SAP GUI | SAP Fiori |
|---|---|---|
| Basis Teknologi | Aplikasi client yang umumnya perlu diinstal di perangkat | Aplikasi berbasis web (browser-based) |
| Aksesibilitas | Terbatas pada perangkat yang sudah terinstal SAP GUI | Dapat diakses dari berbagai perangkat selama terhubung internet |
| Tampilan | Berbasis layar transaksi (dynpro) dengan tampilan teknis | Desain modern, responsif, dan berorientasi pada pengalaman pengguna (UX) |
| Navigasi | Mengandalkan transaction code (T-Code) untuk berpindah transaksi | Navigasi berbasis tile dan launchpad yang lebih intuitif |
| Target Pengguna | Konsultan, developer ABAP, administrator sistem, power user | End user umum, termasuk level manajemen dan tim non-teknis |
| Fokus Utama | Efisiensi proses teknis, konfigurasi, dan debugging sistem | Kemudahan penggunaan dan pengalaman visual yang optimal |
| Kompatibilitas Sistem | Mendukung SAP ECC, SAP R/3, hingga S/4HANA | Dirancang khusus untuk optimal di lingkungan SAP S/4HANA |
| Kebutuhan Instalasi | Perlu instalasi software di perangkat client | Tidak memerlukan instalasi, cukup melalui browser |
Meskipun SAP Fiori menjadi arah pengembangan utama SAP ke depannya, SAP GUI tetap tidak sepenuhnya tergantikan. Sejumlah transaksi konfigurasi, proses debugging, dan pekerjaan teknis tertentu masih lebih efisien dilakukan melalui SAP GUI, sehingga banyak perusahaan pada akhirnya menggunakan keduanya secara berdampingan sesuai kebutuhan masing-masing tim.
Baca juga: Cara Integrasi SAP dengan 3rd Party
Cara Install SAP GUI
Proses instalasi SAP GUI umumnya dilakukan oleh tim IT internal perusahaan, karena pengguna biasanya memerlukan file installer khusus serta parameter koneksi yang sudah disesuaikan dengan server SAP milik perusahaan. Meski begitu, memahami alur instalasinya secara umum akan membantu pengguna, terutama tim IT support atau konsultan SAP, dalam melakukan setup maupun troubleshooting saat dibutuhkan. Berikut langkah-langkah umum instalasi SAP GUI:
- Siapkan File Installer
File installer SAP GUI biasanya didapatkan melalui SAP Marketplace menggunakan S-user ID resmi dari perusahaan, atau melalui installation server internal yang sudah disiapkan tim IT untuk distribusi ke seluruh workstation karyawan. Pastikan versi yang dipilih sesuai dengan sistem operasi perangkat, misalnya SAP GUI for Windows atau SAP GUI for Java. - Ekstrak dan Jalankan File Setup
Setelah file installer berhasil diunduh, ekstrak terlebih dahulu file tersebut, lalu jalankan file SetupAll.exe (untuk Windows) dengan hak akses administrator agar proses instalasi dapat berjalan tanpa kendala izin sistem. - Pilih Komponen yang Akan Diinstal
Pada tahap ini, installer akan menampilkan daftar komponen yang bisa dipilih, seperti SAP GUI for Windows beserta shortcut desktop-nya. Pastikan ruang penyimpanan yang tersedia di perangkat mencukupi kebutuhan instalasi. - Tentukan Lokasi Instalasi
Pengguna dapat memilih folder instalasi sesuai preferensi, atau menggunakan folder default yang direkomendasikan oleh sistem untuk mempermudah proses maintenance di kemudian hari. - Tunggu Proses Instalasi Selesai
Proses instalasi akan berjalan otomatis sesuai komponen yang dipilih. Durasi proses ini bervariasi tergantung spesifikasi perangkat yang digunakan. - Restart Perangkat
Setelah instalasi selesai, sistem biasanya akan meminta perangkat untuk di-restart agar seluruh komponen SAP GUI dapat berjalan dengan optimal. - Konfigurasi Koneksi ke Server SAP
Setelah perangkat menyala kembali, buka aplikasi SAP Logon, lalu tambahkan koneksi baru dengan memasukkan parameter yang diberikan tim IT, seperti Application Server, Instance Number, dan System ID (SID). - Login ke Sistem SAP
Setelah koneksi berhasil ditambahkan, pengguna dapat login menggunakan client, username, dan password yang telah diberikan. Jika ini merupakan login pertama kali, sistem biasanya akan meminta pengguna mengganti password sebagai bagian dari prosedur keamanan.
Setelah seluruh tahapan ini selesai, SAP GUI siap digunakan untuk mengakses sistem SAP sesuai kebutuhan pekerjaan sehari-hari.
Baca juga: SAP Integration Suite: Pengertian, Fitur, dan Manfaatnya bagi Perusahaan
Cara Menggunakan SAP GUI
Setelah berhasil login, pengguna dapat mulai menjalankan berbagai transaksi sesuai kebutuhan pekerjaan. Meski tampilannya terlihat teknis bagi pengguna baru, alur penggunaan SAP GUI sebenarnya cukup terstruktur begitu terbiasa dengan navigasi dasarnya. Berikut penjelasan lebih detail mengenai langkah-langkah penggunaan SAP GUI:
Kenali Tampilan Awal (SAP Easy Access)
Setelah login, pengguna akan diarahkan ke layar SAP Easy Access, yaitu menu utama yang menampilkan struktur folder berisi berbagai transaksi berdasarkan modul, seperti Financial Accounting, Sales and Distribution, atau Materials Management. Tampilan ini berbentuk struktur pohon (tree) yang bisa di-expand untuk melihat transaksi-transaksi di dalamnya, mirip dengan Windows Explorer.
Bagi pengguna baru, disarankan untuk meluangkan waktu menelusuri struktur menu ini terlebih dahulu agar terbiasa dengan letak modul dan transaksi yang relevan dengan pekerjaannya sehari-hari, sebelum beralih menggunakan transaction code sebagai cara navigasi yang lebih cepat.
Gunakan Transaction Code (T-Code) untuk Navigasi Cepat
Daripada menelusuri folder menu satu per satu, pengguna dapat langsung mengetikkan transaction code di command field yang terletak di bagian atas layar, lalu menekan Enter untuk langsung membuka transaksi yang dituju. Misalnya, mengetik VA01 untuk membuka transaksi pembuatan sales order, atau FB01 untuk posting jurnal akuntansi.
Setiap transaction code umumnya terdiri dari kombinasi huruf dan angka yang mewakili fungsi spesifik, dan pengguna bisa menemukan T-Code yang relevan langsung dari menu SAP Easy Access, karena kode transaksi biasanya ditampilkan di samping nama menu saat kursor diarahkan ke item tersebut. Menguasai T-Code yang sering digunakan dalam pekerjaan sehari-hari akan sangat meningkatkan efisiensi kerja dibandingkan terus-menerus menavigasi menu secara manual.
Isi Data pada Layar Transaksi
Setiap transaksi biasanya menampilkan sejumlah field input yang perlu diisi, seperti kode pelanggan, material, atau tanggal transaksi. Beberapa field bersifat wajib (mandatory) dan biasanya ditandai dengan warna atau tanda centang tertentu, sementara field lain bersifat opsional tergantung kebutuhan proses bisnis yang sedang dijalankan. Pengguna juga dapat memanfaatkan fitur input help (biasanya berupa ikon kaca pembesar atau tombol F4) di samping field tertentu untuk menampilkan daftar nilai yang valid, sehingga mengurangi risiko kesalahan input akibat salah ketik kode material, vendor, atau data master lainnya.
Gunakan Toolbar untuk Eksekusi Aksi
Setelah data terisi, pengguna dapat menggunakan ikon-ikon di standard toolbar atau application toolbar untuk menjalankan aksi tertentu, seperti menyimpan data, mencetak dokumen, memeriksa (check) data sebelum disimpan, atau membatalkan transaksi yang sedang berjalan.
Selain menggunakan mouse, sebagian besar aksi ini juga memiliki keyboard shortcut, misalnya Ctrl+S untuk menyimpan atau F3 untuk kembali ke layar sebelumnya, yang bisa mempercepat alur kerja bagi pengguna yang sudah terbiasa dan lebih nyaman bekerja tanpa banyak berpindah ke mouse.
Manfaatkan Multiple Session Bila Diperlukan
Jika pengguna perlu membuka transaksi lain tanpa menutup pekerjaan yang sedang berjalan, SAP GUI memungkinkan pembukaan sesi baru dengan mengetikkan /o di command field, sehingga beberapa transaksi bisa dikerjakan secara paralel dalam jendela yang berbeda. Fitur ini sangat membantu ketika pengguna perlu mengecek data di satu transaksi sambil tetap membuka transaksi lain yang belum selesai dikerjakan, misalnya membuka laporan stok di satu sesi sambil memproses purchase order di sesi lainnya, tanpa harus bolak-balik menyimpan dan membuka ulang transaksi yang sama.
Simpan Transaksi yang Sering Digunakan ke Favorites
Untuk mempercepat akses di kemudian hari, transaksi yang sering digunakan dapat disimpan ke dalam folder Favorites melalui menu klik kanan pada layar SAP Easy Access, lalu memilih opsi “Add to Favorites” atau dengan cara drag-and-drop transaksi ke dalam folder tersebut. Pengguna juga dapat mengorganisir Favorites ke dalam beberapa sub-folder sesuai kategori pekerjaan, misalnya folder khusus transaksi finance, procurement, atau reporting, sehingga navigasi menjadi lebih rapi terutama bagi pengguna yang menangani banyak jenis transaksi berbeda dalam pekerjaannya.
Periksa Status Bar untuk Notifikasi Sistem
Setiap kali menjalankan aksi, perhatikan status bar di bagian bawah layar, karena bagian ini menampilkan pesan konfirmasi, peringatan, maupun error yang perlu ditindaklanjuti sebelum melanjutkan proses berikutnya. Pesan pada status bar umumnya dibedakan berdasarkan warna atau ikon, misalnya pesan hijau untuk konfirmasi berhasil, kuning untuk peringatan yang masih bisa dilanjutkan, dan merah untuk error yang harus diperbaiki terlebih dahulu. Membiasakan diri membaca status bar akan membantu pengguna menghindari kesalahan input yang baru diketahui setelah data terlanjur tersimpan.
Logout dengan Benar Setelah Selesai
Setelah pekerjaan selesai, pastikan untuk logout melalui menu System > Log Off, bukan sekadar menutup jendela aplikasi secara langsung. Logout yang benar akan memastikan seluruh sesi tertutup dengan aman di sisi server, sehingga tidak meninggalkan sesi menggantung yang bisa membebani resource server maupun berisiko dari sisi keamanan, terutama jika perangkat digunakan bersama oleh beberapa pengguna.
Baca juga: SAP BW/4HANA: Pengertian, Cara Kerja, dan Manfaatnya bagi Bisnis
Kelebihan, Kekurangan, dan Kapan Sebaiknya Menggunakan SAP GUI
Sebagai antarmuka yang sudah digunakan sejak era SAP R/3, SAP GUI tentu memiliki sejumlah kelebihan yang membuatnya tetap bertahan hingga saat ini, namun di sisi lain juga tidak lepas dari beberapa keterbatasan dibandingkan antarmuka yang lebih modern seperti SAP Fiori. Memahami kedua sisi ini akan membantu perusahaan menentukan kapan sebaiknya SAP GUI digunakan, dan kapan sebaiknya beralih atau menggabungkannya dengan antarmuka lain.
Kelebihan SAP GUI
- Navigasi Cepat via Transaction Code
Penggunaan T-Code memungkinkan pengguna berpindah antar transaksi secara instan tanpa perlu menelusuri menu berlapis, sehingga sangat efisien bagi pengguna yang sudah terbiasa dan hafal kode-kode transaksi yang sering digunakan. - Fitur Lengkap untuk Kebutuhan Teknis
SAP GUI menyediakan akses penuh ke fungsi-fungsi teknis seperti konfigurasi sistem, pengembangan program ABAP, dan debugging — sesuatu yang belum sepenuhnya tersedia di SAP Fiori. - Stabil dan Teruji di Berbagai Skala Perusahaan
Karena sudah digunakan puluhan tahun di berbagai industri, SAP GUI terbukti stabil untuk menangani volume transaksi yang tinggi, termasuk di perusahaan besar dengan proses bisnis yang kompleks. - Mendukung Banyak Versi Sistem SAP
SAP GUI kompatibel dengan berbagai versi sistem SAP, mulai dari SAP R/3, SAP ECC, hingga SAP S/4HANA, sehingga tetap relevan digunakan meskipun perusahaan belum sepenuhnya bermigrasi ke sistem terbaru. - Mendukung Multitasking dengan Multiple Session
Kemampuan membuka beberapa sesi kerja secara bersamaan membuat pengguna bisa mengerjakan beberapa transaksi berbeda sekaligus tanpa harus bolak-balik menutup dan membuka ulang transaksi.
Kekurangan SAP GUI
- Tampilan Kurang Modern
Dibandingkan SAP Fiori, tampilan SAP GUI cenderung terkesan teknis dan kurang ramah bagi pengguna awam, terutama yang baru pertama kali berinteraksi dengan sistem SAP. - Perlu Instalasi di Setiap Perangkat
Berbeda dengan SAP Fiori yang berbasis web, SAP GUI umumnya perlu diinstal terlebih dahulu di setiap perangkat client, sehingga menambah beban kerja tim IT dalam proses deployment dan maintenance, terutama di perusahaan dengan jumlah karyawan yang besar. - Kurva Belajar Lebih Tinggi
Pengguna baru membutuhkan waktu untuk menghafal transaction code dan memahami alur navigasi yang berbeda dari aplikasi berbasis web pada umumnya, sehingga proses onboarding cenderung lebih lama. - Keterbatasan Akses Mobile
SAP GUI pada dasarnya dirancang untuk lingkungan desktop, sehingga akses melalui perangkat mobile masih terbatas dan umumnya bergantung pada solusi pihak ketiga. - Risiko Keamanan pada Praktik Login Langsung
Ketergantungan pada direct logon dengan username dan password berpotensi meningkatkan risiko keamanan apabila tidak diimbangi dengan penerapan single sign-on atau kebijakan password yang ketat.
Kapan Sebaiknya Menggunakan SAP GUI?
SAP GUI paling sesuai digunakan oleh perusahaan atau tim yang pekerjaannya banyak berkutat pada proses teknis, seperti konfigurasi sistem, pengembangan program ABAP, debugging, maupun transaksi-transaksi kompleks yang membutuhkan navigasi cepat melalui transaction code. Selain itu, SAP GUI juga menjadi pilihan yang tepat bagi perusahaan yang masih menggunakan SAP ECC atau SAP R/3, karena SAP Fiori dirancang lebih optimal untuk lingkungan SAP S/4HANA.
Sebaliknya, untuk kebutuhan yang lebih mengutamakan kemudahan akses lintas perangkat serta pengalaman pengguna yang lebih intuitif, misalnya bagi level manajemen yang hanya perlu memantau laporan atau approval tanpa harus memahami T-Code, SAP Fiori bisa menjadi pilihan yang lebih sesuai. Pada praktiknya, banyak perusahaan akhirnya menggunakan kombinasi keduanya: SAP GUI untuk kebutuhan teknis dan konfigurasi, serta SAP Fiori untuk kebutuhan operasional harian yang lebih sederhana.
Optimalkan Akses dan Pengelolaan Sistem SAP Perusahaan Anda dengan Solusi ERP yang Tepat
Menguasai SAP GUI memang menjadi bekal penting untuk mengakses sistem SAP sehari-hari, namun tantangan sesungguhnya terletak pada bagaimana memastikan proses bisnis di baliknya, mulai dari pencatatan transaksi hingga koordinasi antar modul, berjalan akurat, terintegrasi, dan konsisten terdokumentasi. Dengan dukungan software ERP yang tepat, perusahaan dapat mempercepat pengambilan keputusan berbasis data, meminimalkan kesalahan input manual, serta menjaga transparansi setiap aktivitas dalam sistem untuk kebutuhan audit maupun evaluasi strategis.
Tanpa sistem yang terintegrasi, kendala seperti duplikasi data antar divisi dan minimnya visibilitas transaksi akan terus menghambat efektivitas operasional. Itulah mengapa semakin banyak perusahaan mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola proses bisnis secara lebih terpusat dan adaptif.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda mengoptimalkan pengelolaan sistem SAP untuk mendukung pertumbuhan bisnis jangka panjang.

Vendor Managed Inventory (VMI): Pengertian, Cara Kerja, dan Manfaatnya
Vendor Managed Inventory (VMI) lahir dari sebuah pertanyaan yang mungkin sering muncul di benak tim procurement: kenapa perusahaan harus terus menebak kapan waktu yang tepat untuk memesan ulang stok? Setiap kali persediaan menipis, ada risiko kehabisan barang di saat permintaan justru sedang tinggi. Sebaliknya, ketika terlalu banyak memesan, gudang penuh dengan stok yang menumpuk dan modal pun tertahan di sana.
Di titik inilah sebagian perusahaan mulai melepas kendali penuh atas keputusan pengisian stok, dan menyerahkannya kepada pihak yang sebenarnya paling memahami pola pergerakan barang tersebut: vendor itu sendiri.
- Apa Itu Vendor Managed Inventory (VMI)?
- Bagaimana Cara Kerja Vendor Managed Inventory?
- Komponen Penting Vendor Managed Inventory
- Manfaat Vendor Managed Inventory
- Kekurangan Vendor Managed Inventory
- Kapan VMI Cocok Diterapkan?
- Vendor Managed Inventory vs Consignment Inventory vs Traditional Inventory Management
- Contoh Vendor Managed Inventory
- Peran ERP dalam Vendor Managed Inventory
- Vendor Managed Inventory yang Andal Dimulai dari Sistem yang Tepat
Apa Itu Vendor Managed Inventory (VMI)?
Vendor Managed Inventory (VMI) adalah model manajemen persediaan di mana vendor atau pemasok diberi tanggung jawab untuk memantau, mengelola, dan menentukan sendiri kapan serta berapa banyak stok yang perlu dikirim ke gudang pembeli. Berbeda dengan pendekatan tradisional yang menempatkan keputusan pemesanan sepenuhnya di tangan pembeli, VMI membalik alur ini, vendor mendapat akses langsung ke data penjualan, tingkat persediaan, dan pola permintaan pembeli, lalu menggunakan informasi tersebut untuk mengambil keputusan pengisian stok secara proaktif.
Model ini pertama kali populer di industri ritel pada akhir 1980-an, ketika Walmart dan Procter & Gamble mengembangkan sistem kolaboratif untuk memastikan rak-rak toko tidak pernah kosong tanpa harus menunggu pesanan manual dari pihak ritel. Sejak itu, konsep VMI berkembang jauh melampaui ritel dan kini diterapkan luas di manufaktur, distribusi, hingga sektor kesehatan.
Bagaimana Cara Kerja Vendor Managed Inventory?
Proses VMI dimulai dari kesepakatan awal antara vendor dan pembeli yang mengatur parameter seperti batas stok minimum-maksimum, jenis produk yang termasuk dalam skema, dan service level yang harus dipenuhi vendor. Berdasarkan kesepakatan ini, pembeli kemudian memberikan akses data secara real-time, mencakup tingkat persediaan gudang, data penjualan, dan pola permintaan, biasanya melalui EDI, portal cloud, atau modul VMI dalam sistem ERP. Tanpa visibilitas data yang akurat, vendor tidak akan mampu mengambil keputusan pengisian stok yang tepat.
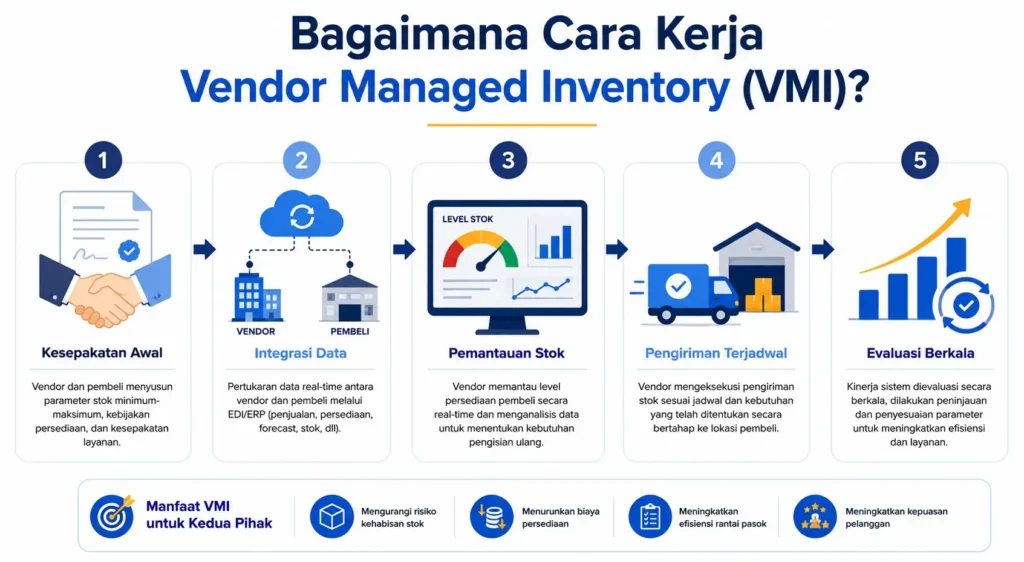
Dengan data tersebut, vendor melakukan pemantauan berkelanjutan terhadap pergerakan stok pembeli. Setiap kali persediaan mendekati batas minimum, vendor langsung menyusun rencana pengiriman berdasarkan proyeksi permintaan, tanpa menunggu purchase order dari pembeli. Rencana ini kemudian dieksekusi melalui pengiriman terjadwal, di mana vendor mengatur produksi atau pengambilan stok dari gudangnya sendiri dan mengirimkannya secara bertahap, sehingga pembeli tidak menanggung beban penyimpanan berlebihan.
Proses ini ditutup dengan evaluasi berkala antara kedua belah pihak, mulai dari akurasi proyeksi permintaan hingga efisiensi biaya penyimpanan yang telah dicapai. Hasil evaluasi ini digunakan untuk menyempurnakan parameter stok, agar sistem VMI terus beradaptasi dengan perubahan pola permintaan dari waktu ke waktu.
Komponen Penting Vendor Managed Inventory
Agar sistem VMI dapat berjalan efektif, ada beberapa elemen mendasar yang harus tersedia dan saling terhubung satu sama lain. Elemen-elemen ini bukan sekadar pelengkap, melainkan fondasi yang menentukan apakah kolaborasi antara vendor dan pembeli akan berjalan lancar atau justru menimbulkan masalah baru di kemudian hari.
Data Sharing Agreement
Komponen ini menjadi dasar dari seluruh sistem VMI, mengatur jenis data apa saja yang akan dibagikan vendor dan pembeli, seberapa sering data diperbarui, serta siapa yang memiliki akses terhadap informasi tersebut. Tanpa kesepakatan yang jelas di awal, integrasi data berisiko menimbulkan kesalahpahaman atau bahkan sengketa terkait kepemilikan informasi.
Sistem Informasi Terintegrasi
VMI tidak bisa berjalan tanpa infrastruktur teknologi yang menghubungkan sistem vendor dan pembeli secara real-time. Ini bisa berupa EDI, portal berbasis cloud, atau modul VMI yang tertanam dalam ERP. Sistem inilah yang memungkinkan vendor melihat tingkat persediaan, data penjualan, dan pola permintaan pembeli tanpa harus menunggu laporan manual.
Parameter Stok (Min-Max Level)
Batas stok minimum dan maksimum menjadi acuan utama vendor dalam menentukan kapan dan berapa banyak barang yang perlu dikirim. Parameter ini biasanya disusun berdasarkan histori penjualan, tingkat variabilitas permintaan, dan lead time pengiriman, lalu ditinjau ulang secara berkala agar tetap relevan dengan kondisi pasar.
Service Level Agreement (SLA)
SLA mengatur standar performa yang harus dipenuhi vendor, mulai dari tingkat ketersediaan stok, batas waktu pengiriman, hingga toleransi terhadap stockout. Komponen ini penting sebagai alat ukur objektif untuk menilai apakah vendor telah menjalankan tanggung jawabnya sesuai kesepakatan.
Sistem Peramalan Permintaan (Demand Forecasting)
Untuk bisa menentukan keputusan pengisian stok secara proaktif, vendor memerlukan kemampuan memprediksi permintaan di masa depan. Peramalan ini biasanya memanfaatkan data historis penjualan, tren musiman, dan bahkan faktor eksternal seperti promosi atau perubahan pasar, agar stok yang dikirim benar-benar sesuai kebutuhan aktual.
Mekanisme Evaluasi dan Feedback
Komponen terakhir yang tidak kalah penting adalah proses evaluasi berkala antara vendor dan pembeli, baik dari sisi akurasi forecasting, efisiensi biaya, maupun kepatuhan terhadap SLA. Feedback dari evaluasi ini menjadi dasar penyempurnaan sistem VMI secara berkelanjutan.
Manfaat Vendor Managed Inventory
Ketika diterapkan dengan kesepakatan yang jelas dan sistem data yang solid, VMI dapat memberikan keuntungan yang dirasakan oleh kedua belah pihak, baik vendor maupun pembeli. Manfaat ini tidak hanya berdampak pada efisiensi operasional sehari-hari, tetapi juga pada kualitas hubungan bisnis jangka panjang antara vendor dan pembeli. Berikut beberapa manfaat utama yang biasanya muncul dari penerapan VMI:
- Mendukung Pengambilan Keputusan Berbasis Data
Baik vendor maupun pembeli memperoleh insight yang lebih kaya dari data yang dibagikan, sehingga keputusan bisnis terkait persediaan dapat diambil secara lebih objektif. - Mengurangi Risiko Stockout
Karena vendor memantau tingkat persediaan secara real-time, pengisian ulang stok dapat dilakukan sebelum barang benar-benar habis, sehingga operasional pembeli tidak terganggu akibat kekosongan stok. - Menekan Biaya Penyimpanan Berlebih
Pengiriman yang terjadwal dan disesuaikan dengan kebutuhan aktual membuat pembeli tidak perlu menyimpan stok dalam jumlah besar, sehingga ruang gudang dan modal kerja dapat dialokasikan secara lebih efisien. - Meningkatkan Akurasi Peramalan Permintaan
Akses langsung terhadap data penjualan dan pola permintaan pembeli memungkinkan vendor menyusun proyeksi yang lebih presisi dibandingkan hanya mengandalkan purchase order manual. - Mempercepat Siklus Pemesanan
Proses pengisian stok tidak lagi bergantung pada penerbitan purchase order dari pembeli, sehingga waktu tunggu antara kebutuhan stok dan pengiriman menjadi lebih singkat. - Memperkuat Hubungan Kolaboratif
VMI mendorong vendor dan pembeli untuk bekerja sama lebih erat berdasarkan data dan kepercayaan, yang pada akhirnya dapat memperpanjang durasi kerja sama bisnis. - Meningkatkan Efisiensi Operasional Vendor
Dengan visibilitas terhadap permintaan aktual, vendor dapat merencanakan produksi dan distribusi secara lebih optimal, mengurangi risiko kelebihan produksi maupun keterlambatan pengiriman.
Kekurangan Vendor Managed Inventory
Meski menawarkan banyak keuntungan, VMI bukan tanpa risiko. Ada sejumlah tantangan dan konsekuensi yang perlu dipertimbangkan matang-matang sebelum perusahaan memutuskan untuk menerapkan model ini, terutama karena VMI menuntut tingkat keterbukaan dan ketergantungan yang lebih tinggi antara vendor dan pembeli dibandingkan model manajemen persediaan konvensional.
- Kesulitan Beralih Vendor
Ketergantungan pada sistem dan data yang telah terintegrasi membuat pembeli sulit berpindah ke vendor lain dalam waktu singkat, karena proses integrasi ulang membutuhkan waktu dan biaya tambahan. - Ketergantungan Tinggi pada Vendor
Karena keputusan pengisian stok sepenuhnya berada di tangan vendor, pembeli menjadi sangat bergantung pada kapabilitas dan konsistensi vendor tersebut. Jika vendor lalai atau salah menghitung proyeksi, dampaknya langsung dirasakan oleh operasional pembeli. - Risiko Kebocoran Data Bisnis
Berbagi data penjualan dan persediaan secara real-time berarti pembeli harus melepas sebagian informasi sensitif kepada pihak eksternal, yang berpotensi menimbulkan risiko keamanan data jika tidak dikelola dengan proteksi yang memadai. - Biaya Implementasi Awal yang Tidak Sedikit
Membangun integrasi sistem antara vendor dan pembeli, baik melalui EDI, portal cloud, maupun modul ERP, membutuhkan investasi teknologi dan waktu yang tidak sebentar, terutama bagi perusahaan yang belum memiliki infrastruktur digital yang matang. - Kompleksitas Koordinasi Antar Sistem
Perbedaan platform, format data, atau bahkan budaya kerja antara vendor dan pembeli dapat menimbulkan gesekan teknis yang memperlambat proses integrasi, terutama pada tahap awal implementasi. - Potensi Konflik Kepentingan
Karena vendor menentukan sendiri jumlah stok yang dikirim, ada risiko vendor cenderung mengirim barang lebih banyak dari kebutuhan aktual demi meningkatkan volume penjualan mereka, alih-alih murni mengikuti kebutuhan pembeli.
Kapan VMI Cocok Diterapkan?
VMI paling efektif diterapkan pada bisnis dengan volume transaksi tinggi dan pola permintaan yang relatif dapat diprediksi, seperti ritel, distribusi consumer goods, atau manufaktur dengan siklus produksi berulang. Pada jenis bisnis ini, data historis penjualan cenderung stabil dan cukup andal untuk dijadikan dasar peramalan, sehingga vendor dapat mengambil keputusan pengisian stok dengan tingkat akurasi yang tinggi tanpa harus terus-menerus menyesuaikan parameter secara drastis.
Model ini juga lebih cocok diterapkan ketika sudah ada hubungan kerja sama jangka panjang dan tingkat kepercayaan yang kuat antara vendor dan pembeli. VMI menuntut keterbukaan data yang cukup sensitif, sehingga akan sulit berjalan jika kedua belah pihak baru menjalin kerja sama atau belum memiliki rekam jejak kolaborasi yang solid. Selain itu, kesiapan infrastruktur teknologi menjadi faktor penentu lainnya, karena tanpa sistem yang mampu menyediakan visibilitas data secara real-time, baik melalui EDI, portal cloud, maupun ERP, proses VMI akan sulit berjalan optimal.
Di sisi lain, VMI kurang ideal diterapkan pada bisnis dengan permintaan yang sangat fluktuatif atau produk bersifat musiman ekstrem, karena pola yang tidak konsisten akan menyulitkan vendor dalam menyusun proyeksi yang akurat. VMI juga kurang cocok bagi perusahaan yang belum memiliki kapasitas untuk berbagi data secara transparan, baik karena keterbatasan sistem maupun kekhawatiran terhadap keamanan informasi bisnis. Dalam kondisi seperti ini, model manajemen persediaan tradisional mungkin masih menjadi pilihan yang lebih realistis untuk dijalankan.
Vendor Managed Inventory vs Consignment Inventory vs Traditional Inventory Management
Meski sama-sama berkaitan dengan pengelolaan persediaan antara vendor dan pembeli, VMI, consignment inventory, dan traditional inventory management memiliki perbedaan mendasar dalam hal siapa yang mengambil keputusan, siapa yang memiliki barang, dan bagaimana proses pemesanan berjalan. Ketiganya sering tertukar satu sama lain karena sama-sama melibatkan kolaborasi vendor dan pembeli, padahal masing-masing memiliki mekanisme dan implikasi bisnis yang cukup berbeda.
Pada traditional inventory management, pembeli memegang kendali penuh atas keputusan pemesanan, mulai dari kapan harus memesan hingga berapa jumlah yang dibutuhkan, sementara kepemilikan barang berpindah ke pembeli segera setelah pengiriman diterima. Consignment inventory membawa pendekatan yang berbeda, di mana vendor tetap memiliki barang secara hukum hingga barang tersebut terjual atau digunakan oleh pembeli, meski keputusan pemesanan awal masih bisa melibatkan kedua belah pihak.
VMI berada di antara keduanya dari sisi kepemilikan, namun unik dalam hal pengambilan keputusan, karena vendor yang sepenuhnya menentukan kapan dan berapa banyak stok yang perlu dikirim berdasarkan data real-time milik pembeli.
| Aspek | Vendor Managed Inventory (VMI) | Consignment Inventory | Traditional Inventory Management |
|---|---|---|---|
| Pengambil keputusan pemesanan | Vendor | Vendor dan pembeli (kesepakatan awal) | Pembeli |
| Kepemilikan barang | Umumnya berpindah ke pembeli saat pengiriman, tergantung kesepakatan | Tetap milik vendor hingga terjual/digunakan | Berpindah ke pembeli segera setelah pengiriman diterima |
| Sumber data pengambilan keputusan | Data penjualan dan stok real-time milik pembeli | Kesepakatan awal, dengan pemantauan berkala | Purchase order manual dari pembeli |
| Risiko kelebihan/kekurangan stok | Ditanggung bersama, namun risiko operasional lebih besar di vendor | Risiko finansial lebih besar di vendor selama barang belum terjual | Risiko sepenuhnya ditanggung pembeli |
| Kebutuhan integrasi teknologi | Tinggi (EDI, ERP, portal real-time) | Sedang (pemantauan stok berkala) | Rendah (proses manual/semi-manual) |
| Fleksibilitas bagi pembeli | Rendah, bergantung pada keputusan vendor | Sedang, barang bisa dikembalikan jika tidak terjual | Tinggi, pembeli mengontrol penuh jumlah pemesanan |
| Cocok untuk | Bisnis dengan volume tinggi dan permintaan stabil | Produk dengan risiko permintaan tidak pasti (retail baru, produk musiman) | Bisnis dengan kebutuhan kontrol penuh atas persediaan |
Contoh Vendor Managed Inventory
Penerapan VMI dapat ditemukan di berbagai sektor industri, dengan karakteristik dan mekanisme yang disesuaikan dengan kebutuhan masing-masing bisnis. Berikut beberapa contoh nyata yang menggambarkan bagaimana VMI diterapkan di lapangan.
Ritel dan Consumer Goods
Sebuah jaringan supermarket bekerja sama dengan produsen minuman kemasan dalam skema VMI, di mana produsen mendapat akses langsung ke data penjualan harian dan tingkat stok di setiap gerai melalui sistem yang terintegrasi. Berdasarkan data tersebut, produsen dapat mendeteksi pola konsumsi di masing-masing lokasi, termasuk perbedaan permintaan antar cabang akibat faktor musiman atau promosi. Setiap kali stok di suatu gerai mendekati batas minimum, produsen secara otomatis menjadwalkan pengiriman ulang tanpa perlu menunggu purchase order dari pihak supermarket, sehingga rak-rak produk tetap terisi dan risiko kehilangan penjualan akibat stok kosong dapat diminimalkan.
Manufaktur Komponen Otomotif
Pabrik perakitan kendaraan menjalin kerja sama VMI dengan pemasok komponen kecil namun krusial, seperti baut, kabel, gasket, atau suku cadang lainnya yang digunakan dalam jumlah besar setiap hari. Pemasok memantau tingkat konsumsi komponen di lini produksi secara real-time melalui sistem yang terhubung dengan ERP pabrik, sehingga dapat memperkirakan kebutuhan berdasarkan jadwal produksi aktual. Pengiriman biasanya dilakukan dalam siklus yang sangat singkat, bahkan harian, mengingat lini produksi otomotif sangat sensitif terhadap keterlambatan pasokan yang dapat menghentikan seluruh proses perakitan.
Distribusi Farmasi
Distributor obat-obatan menerapkan VMI dengan apotek atau rumah sakit untuk memastikan ketersediaan obat-obatan kritis tetap terjaga. Distributor memantau tingkat persediaan setiap jenis obat di masing-masing fasilitas kesehatan, lalu secara proaktif mengisi ulang stok sebelum benar-benar habis, terutama untuk obat dengan tingkat permintaan tinggi atau yang tidak boleh mengalami kekosongan karena berdampak langsung pada keselamatan pasien. Skema ini juga sering mempertimbangkan masa kedaluwarsa obat, sehingga pengiriman diatur agar stok lama tetap terpakai lebih dulu sebelum stok baru tiba.
Industri Elektronik
Produsen komponen elektronik, seperti chip atau semikonduktor, menerapkan VMI dengan perusahaan perakitan gadget atau perangkat elektronik lainnya. Melalui skema ini, pengiriman komponen dapat disesuaikan secara presisi dengan jadwal produksi aktual, mengingat komponen elektronik memiliki siklus hidup teknologi yang sangat cepat dan berisiko usang jika terlalu lama disimpan. Produsen komponen juga dapat memanfaatkan data permintaan untuk merencanakan kapasitas produksi mereka sendiri, sehingga mengurangi risiko kelebihan produksi pada komponen yang permintaannya mulai menurun.
Bahan Baku Industri Manufaktur Besar
Perusahaan manufaktur skala besar, seperti produsen kertas, kemasan, atau tekstil, bekerja sama dengan pemasok bahan baku utama dalam skema VMI untuk menjaga kelangsungan proses produksi yang berjalan kontinu. Pemasok diberi akses langsung ke sistem ERP milik pembeli untuk memantau tingkat konsumsi bahan baku harian, sehingga dapat menyesuaikan jadwal pengiriman secara otomatis tanpa mengganggu kapasitas gudang penyimpanan pembeli yang biasanya terbatas. Pendekatan ini juga membantu perusahaan manufaktur menekan biaya penyimpanan bahan baku dalam jumlah besar, mengingat bahan baku industri sering kali membutuhkan ruang penyimpanan khusus dengan biaya operasional yang tidak sedikit.
Peran ERP dalam Vendor Managed Inventory
Keberhasilan penerapan VMI sangat bergantung pada seberapa baik data dapat mengalir antara vendor dan pembeli secara akurat dan tepat waktu. Tanpa dukungan teknologi yang memadai, proses pemantauan stok, peramalan permintaan, hingga eksekusi pengiriman akan sulit dilakukan secara konsisten, apalagi jika transaksi yang terlibat berjumlah besar dan melibatkan banyak jenis produk sekaligus. Di sinilah sistem ERP mengambil peran sentral, karena ERP tidak hanya berfungsi sebagai pencatat transaksi, tetapi juga sebagai jembatan yang menghubungkan seluruh proses bisnis vendor dan pembeli dalam satu ekosistem data yang terintegrasi.
Selain ERP, penerapan VMI juga kerap didukung oleh software procurement untuk mengelola proses pengadaan secara lebih terstruktur, serta software supply chain yang membantu memantau pergerakan barang dari hulu ke hilir secara menyeluruh. Kombinasi ketiganya memungkinkan keputusan yang sebelumnya bergantung pada estimasi atau komunikasi manual dapat digantikan dengan data real-time yang lebih objektif dan minim risiko kesalahan. Berikut beberapa peran utama ERP dalam mendukung penerapan VMI:
- Memperluas Visibilitas Rantai Pasok
Integrasi dengan software supply chain memungkinkan vendor dan pembeli memantau pergerakan barang secara lebih menyeluruh, mulai dari bahan baku, produksi, hingga distribusi akhir, sehingga keputusan pengisian stok dapat mempertimbangkan konteks rantai pasok yang lebih luas. - Menyediakan Visibilitas Data Real-Time
ERP memungkinkan vendor mengakses data tingkat persediaan, penjualan, dan pola permintaan pembeli secara langsung, tanpa harus menunggu laporan manual yang rentan keterlambatan. - Mengintegrasikan Data Antar Sistem
Modul ERP dapat menghubungkan sistem vendor dan pembeli melalui satu platform yang sama, sehingga pertukaran data berjalan lebih mulus dibandingkan mengandalkan komunikasi manual seperti email atau telepon. - Mengotomatisasi Perhitungan Parameter Stok
ERP dapat menghitung dan memperbarui batas stok minimum-maksimum secara otomatis berdasarkan data historis, sehingga vendor tidak perlu melakukan perhitungan manual setiap kali kondisi pasar berubah. - Mendukung Peramalan Permintaan yang Lebih Akurat
Dengan fitur analitik dan forecasting yang terintegrasi, ERP membantu vendor menyusun proyeksi permintaan berdasarkan data historis, tren musiman, dan pola konsumsi aktual pembeli. - Mengotomatisasi Proses Pemesanan dan Pengiriman
ERP, didukung software procurement, dapat memicu pembuatan pesanan pengiriman secara otomatis begitu stok mendekati batas minimum, sehingga mempercepat siklus pengisian ulang tanpa campur tangan manual di setiap tahap. - Memfasilitasi Pelacakan dan Pelaporan Kinerja
ERP menyediakan dashboard dan laporan yang memudahkan kedua belah pihak memantau performa VMI, mulai dari akurasi forecasting, tingkat stockout, hingga efisiensi biaya penyimpanan. - Menjaga Keamanan dan Kontrol Akses Data
Sistem ERP modern umumnya dilengkapi fitur manajemen akses, sehingga data sensitif yang dibagikan dalam skema VMI tetap dapat dikontrol dan hanya bisa diakses oleh pihak yang berwenang.
Vendor Managed Inventory yang Andal Dimulai dari Sistem yang Tepat
Memahami konsep dan manfaat Vendor Managed Inventory adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari pemantauan stok, integrasi data dengan vendor, hingga eksekusi pengiriman, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas kolaborasi vendor-pembeli modern, perusahaan dapat mendeteksi potensi gangguan stok lebih awal sebelum berkembang menjadi krisis operasional, meningkatkan akurasi data persediaan dan permintaan secara real-time, serta memastikan setiap aktivitas dalam skema VMI dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan evaluasi kinerja vendor maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti koordinasi manual yang rentan kesalahan, ketidaksesuaian data antara vendor dan pembeli, hingga lambatnya respons terhadap perubahan permintaan akan terus menghambat kemampuan bisnis dalam menjalankan VMI secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola persediaan secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika permintaan yang terus berubah.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun sistem Vendor Managed Inventory yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.
FAQ

Maverick Buying: Pengertian, Penyebab, dan Cara Mengatasinya
Maverick buying sering kali dimulai dari hal sepele, seorang karyawan butuh sparepart mesin hari itu juga, proses pengadaan resmi terasa terlalu panjang untuk situasi mendesak, lalu keputusan diambil sendiri, langsung membeli dari vendor terdekat tanpa melalui persetujuan. Satu transaksi kecil ini terlihat tidak berbahaya, namun ketika pola serupa terjadi berulang kali di berbagai departemen, kontrol pengadaan perlahan mulai kehilangan arah. Harga yang tidak kompetitif, vendor yang tidak terverifikasi, hingga data pembelian yang berantakan pun menjadi konsekuensi yang harus ditanggung perusahaan.
- Apa Itu Maverick Buying?
- Bagaimana Maverick Buying Terjadi?
- Jenis-jenis Maverick Buying
- Perbedaan Maverick Buying dengan Compliant Buying
- Contoh Maverick Buying dalam Perusahaan
- Dampak Maverick Buying terhadap Bisnis
- Bagaimana Cara Mengidentifikasi Maverick Buying?
- Cara Mengatasi Maverick Buying
- Peran Software Procurement dan ERP dalam Mencegah Maverick Buying
- Cegah Maverick Buying dengan Dukungan Software ERP
Apa Itu Maverick Buying?
Maverick buying adalah praktik pembelian barang atau jasa yang dilakukan di luar kebijakan dan prosedur pengadaan resmi yang telah ditetapkan perusahaan. Istilah “maverick” sendiri merujuk pada sikap independen yang bertindak sendiri, tanpa mengikuti aturan main yang berlaku dalam organisasi.
Dalam konteks procurement, pembelian semacam ini biasanya terjadi ketika karyawan atau divisi tertentu melewati proses persetujuan standar, tidak menggunakan vendor yang sudah terdaftar dalam sistem, atau bertransaksi tanpa melalui purchase order (PO) yang sah. Meskipun terkadang dilakukan dengan niat baik, misalnya untuk mempercepat pemenuhan kebutuhan mendesak, praktik ini tetap dikategorikan sebagai penyimpangan dari alur pengadaan yang seharusnya.
Maverick buying berbeda dengan pembelian ilegal atau penipuan. Sebagian besar kasus terjadi bukan karena niat merugikan perusahaan, melainkan karena proses pengadaan resmi dianggap terlalu lambat, rumit, atau tidak fleksibel untuk kebutuhan operasional sehari-hari.
Bagaimana Maverick Buying Terjadi?
Praktik ini umumnya tidak muncul karena satu sebab tunggal, melainkan hasil dari kombinasi beberapa faktor yang saling berkaitan, mulai dari kondisi mendesak di lapangan hingga kelemahan sistem pengadaan itu sendiri. Dalam banyak kasus, karyawan yang melakukan pembelian di luar prosedur bukan berniat melanggar aturan, melainkan merasa tidak punya pilihan lain di tengah tekanan operasional yang mendesak.
Semakin besar kesenjangan antara kebutuhan bisnis dan kemampuan sistem procurement dalam merespons kebutuhan tersebut, semakin besar pula peluang munculnya maverick buying. Berikut beberapa faktor yang paling sering mendorong terjadinya praktik ini di perusahaan.
Proses Pengadaan yang Dinilai Terlalu Lambat
Ketika alur persetujuan pembelian melibatkan banyak tahap, mulai dari pengajuan, verifikasi anggaran, hingga tanda tangan dari beberapa level manajemen, waktu yang dibutuhkan untuk menyelesaikan satu transaksi bisa membentang hingga berhari-hari. Bagi karyawan yang menghadapi kebutuhan mendesak, misalnya kerusakan mesin produksi yang harus segera diperbaiki, menunggu proses resmi selesai bukan pilihan yang realistis. Akibatnya, mereka memilih membeli langsung dari vendor yang dikenal atau mudah dihubungi, meskipun itu berarti melewati jalur persetujuan yang seharusnya.
Kurangnya Sosialisasi Kebijakan Procurement
Tidak semua karyawan memahami dengan baik prosedur pengadaan yang berlaku, terutama di perusahaan dengan struktur organisasi besar, banyak cabang, atau yang baru saja menerapkan kebijakan procurement baru. Ketika sosialisasi kebijakan hanya dilakukan sekali di awal tanpa pengingat atau pelatihan berkelanjutan, informasi tersebut mudah terlupakan seiring waktu. Minimnya edukasi ini membuat sebagian pembelian dilakukan tanpa disadari sebagai bentuk penyimpangan, karena karyawan yang bersangkutan bahkan tidak tahu bahwa mereka seharusnya mengikuti alur yang berbeda.
Ketiadaan Sistem yang Terintegrasi
Tanpa sistem procurement yang terhubung dengan seluruh departemen, pemantauan transaksi menjadi sulit dilakukan secara real-time. Setiap divisi mungkin mencatat pembeliannya sendiri menggunakan spreadsheet atau catatan manual yang terpisah, sehingga tim pengadaan pusat tidak memiliki visibilitas penuh terhadap seluruh aktivitas pembelian yang sedang berjalan. Celah inilah yang membuka peluang bagi transaksi di luar kontrak berjalan untuk lolos tanpa terdeteksi, bahkan hingga proses audit dilakukan di akhir periode.
Preferensi Pribadi terhadap Vendor Tertentu
Beberapa karyawan memiliki hubungan baik dengan vendor tertentu berdasarkan pengalaman kerja sama sebelumnya, entah karena pelayanan yang dianggap lebih responsif, harga yang dirasa lebih bersahabat, atau sekadar kenyamanan berkomunikasi. Kedekatan semacam ini membuat mereka cenderung mengulang transaksi dengan vendor yang sama, meskipun perusahaan sudah memiliki kontrak resmi dengan supplier lain yang telah melalui proses seleksi dan negosiasi harga secara kolektif. Akibatnya, potensi efisiensi dari kontrak terpusat pun tidak sepenuhnya tercapai.
Desentralisasi Keputusan Pembelian
Di beberapa perusahaan, divisi atau cabang tertentu memiliki otonomi dalam melakukan pembelian kecil tanpa perlu persetujuan pusat, biasanya dengan alasan efisiensi operasional sehari-hari. Kewenangan ini sering kali diberikan tanpa batasan nominal atau kategori barang yang jelas, sehingga sulit dibedakan mana pembelian yang benar-benar mendesak dan mana yang sebenarnya bisa melalui jalur normal. Tanpa pengawasan yang memadai, otonomi ini rentan disalahgunakan menjadi kebiasaan membeli di luar prosedur secara berulang.
Jenis-jenis Maverick Buying
Tidak semua maverick buying lahir dari motif yang sama. Ada yang benar-benar terjadi tanpa disengaja karena minimnya pemahaman prosedur, namun ada pula yang dilakukan secara sadar meskipun karyawan tahu bahwa tindakan tersebut menyimpang dari kebijakan perusahaan. Membedakan jenis-jenis ini penting agar perusahaan bisa menentukan pendekatan penanganan yang tepat, karena solusi untuk pelanggaran yang tidak disengaja tentu berbeda dengan solusi untuk pelanggaran yang dilakukan secara sengaja.
Unintentional Maverick Buying
Jenis ini terjadi ketika karyawan melakukan pembelian di luar prosedur tanpa menyadari bahwa tindakannya melanggar kebijakan. Penyebabnya biasanya berkaitan dengan kurangnya sosialisasi, pelatihan, atau pemahaman terhadap sistem procurement yang berlaku, khususnya pada karyawan baru atau divisi yang jarang bersinggungan langsung dengan proses pengadaan formal. Karena sifatnya tidak disengaja, jenis ini umumnya bisa diatasi dengan edukasi dan penyederhanaan alur kerja, bukan tindakan disipliner.
Intentional Maverick Buying
Berbeda dengan jenis sebelumnya, intentional maverick buying dilakukan secara sadar oleh karyawan yang memahami betul bahwa mereka seharusnya mengikuti prosedur resmi, namun tetap memilih untuk melewatinya. Alasannya beragam, mulai dari proses resmi yang dianggap terlalu lambat, preferensi terhadap vendor tertentu, hingga upaya menghindari birokrasi yang dirasa tidak perlu untuk pembelian bernilai kecil. Jenis ini cenderung lebih berisiko karena berpotensi berulang dan sulit dideteksi jika tidak ada sistem pemantauan yang memadai.
Emergency-Driven Maverick Buying
Jenis ini muncul akibat situasi darurat yang menuntut keputusan cepat, misalnya kerusakan mesin produksi yang menghentikan operasional atau kebutuhan mendadak yang tidak bisa menunggu proses persetujuan normal. Meskipun tergolong sebagai penyimpangan prosedur, jenis ini sering dianggap lebih bisa dimaklumi karena berkaitan langsung dengan kelangsungan operasional bisnis, selama tetap didokumentasikan dan dilaporkan setelah transaksi selesai.
Baca juga: Contract Lifecycle Management: Pengertian, Tahapan, dan Manfaatnya bagi Perusahaan
Perbedaan Maverick Buying dengan Compliant Buying
Untuk memahami dampak maverick buying secara lebih jelas, penting melihat bagaimana praktik ini berbeda dari compliant buying, yaitu pembelian yang dilakukan sesuai dengan kebijakan dan prosedur pengadaan resmi perusahaan. Perbandingan berikut menunjukkan beberapa aspek utama yang membedakan kedua pendekatan tersebut.
| Aspek | Maverick Buying | Compliant Buying |
|---|---|---|
| Prosedur pengadaan | Dilakukan di luar alur persetujuan resmi | Mengikuti alur persetujuan yang telah ditetapkan |
| Pemilihan vendor | Sering menggunakan vendor yang belum terverifikasi atau di luar kontrak | Menggunakan vendor yang sudah terdaftar dan melalui proses seleksi |
| Dokumentasi transaksi | Minim atau bahkan tidak tercatat dalam sistem procurement | Tercatat lengkap melalui purchase order (PO) dan sistem terintegrasi |
| Harga dan negosiasi | Cenderung tidak kompetitif karena tanpa negosiasi kontrak terpusat | Mendapat harga lebih baik berkat kontrak dan volume pembelian terpusat |
| Visibilitas bagi manajemen | Rendah, sulit dipantau dan dianalisis | Tinggi, mudah diaudit dan dianalisis untuk pengambilan keputusan |
| Risiko bagi perusahaan | Berpotensi menimbulkan pemborosan, fraud, dan masalah kepatuhan | Risiko lebih terkendali karena berada dalam sistem pengawasan |
Contoh Maverick Buying dalam Perusahaan
Praktik ini sebenarnya lebih mudah dikenali lewat situasi nyata yang mungkin sudah pernah terjadi di lingkungan kerja Anda sendiri, meskipun mungkin tidak pernah disadari sebagai maverick buying. Beberapa contoh berikut menggambarkan bagaimana kebiasaan ini biasanya muncul dalam aktivitas sehari-hari.
- Pembelian rutin berbasis kedekatan personal di cabang
Kepala cabang memiliki kewenangan membeli kebutuhan operasional kecil, seperti alat tulis kantor atau perlengkapan kebersihan, tanpa perlu persetujuan pusat. Lama-kelamaan, kebiasaan ini berkembang menjadi pola pembelian rutin dari vendor lokal yang dipilih berdasarkan kedekatan pribadi, bukan evaluasi harga atau kualitas, sehingga menyulitkan tim pengadaan pusat dalam menyusun laporan yang akurat.
- Pembelian darurat sparepart di lini produksi
Seorang staf produksi mendapati komponen mesin mengalami kerusakan mendadak yang berisiko menghentikan seluruh lini produksi. Alih-alih mengajukan permintaan melalui sistem procurement yang membutuhkan waktu persetujuan hingga dua hari, ia langsung membeli komponen tersebut dari toko sparepart terdekat menggunakan dana operasional divisi, tanpa tercatat dalam sistem PO maupun melalui proses verifikasi harga.
- Penggunaan vendor pribadi untuk kebutuhan mendesak
Tim marketing yang sedang mempersiapkan kampanye promosi mendadak membutuhkan tambahan materi cetak dalam waktu singkat. Karena vendor percetakan resmi dinilai terlalu lama merespons, tim tersebut memilih bekerja sama dengan percetakan lain yang pernah digunakan secara pribadi, sehingga perusahaan kehilangan potensi harga khusus yang sudah dinegosiasikan dengan vendor resmi.
Dampak Maverick Buying terhadap Bisnis
Meskipun sering terlihat sebagai persoalan kecil yang berdiri sendiri, maverick buying yang dibiarkan berlangsung terus-menerus dapat menimbulkan efek berantai yang cukup signifikan terhadap kinerja bisnis secara keseluruhan. Dampak ini tidak selalu terlihat langsung dalam jangka pendek, namun akan semakin terasa seiring bertambahnya frekuensi transaksi yang terjadi di luar prosedur.
- Celah awal munculnya praktik korupsi
Pembelian yang dilakukan berulang di luar prosedur dan tanpa pengawasan memadai bisa menjadi titik rawan penyalahgunaan wewenang, misalnya ketika karyawan tertentu secara konsisten memilih vendor yang sama tanpa alasan bisnis yang jelas, atau ketika harga yang dibayarkan secara sistematis lebih tinggi dari harga pasar wajar tanpa ada penjelasan yang bisa dipertanggungjawabkan. Pola semacam ini patut menjadi perhatian karena berpotensi berkembang menjadi praktik kickback atau kolusi dengan vendor apabila tidak segera diidentifikasi dan diaudit. - Pemborosan biaya
Setiap pembelian yang dilakukan secara terpisah tanpa melalui proses tender atau perbandingan harga cenderung menghasilkan biaya yang lebih tinggi dibandingkan jika dilakukan melalui jalur resmi. Ketika hal ini terjadi berulang kali di berbagai departemen, akumulasi kerugiannya bisa menjadi cukup besar meskipun setiap transaksi individual terlihat kecil. - Melemahnya posisi tawar terhadap vendor strategis
Ketika volume pembelian tersebar ke berbagai vendor kecil di luar kontrak, perusahaan kehilangan leverage untuk menegosiasikan harga yang lebih kompetitif berdasarkan volume pembelian yang seharusnya terkonsolidasi. Hubungan jangka panjang dengan vendor utama pun berpotensi terganggu karena komitmen volume yang tidak terpenuhi sesuai kesepakatan awal. - Risiko kepatuhan yang meningkat
Transaksi yang tidak melalui proses verifikasi standar berpotensi melibatkan vendor yang belum memenuhi persyaratan legal, keamanan, atau kualitas yang ditetapkan perusahaan, sehingga membuka celah masalah hukum maupun reputasi di kemudian hari, terutama bagi perusahaan yang beroperasi di industri dengan regulasi ketat. - Akurasi perencanaan anggaran yang menurun
Kurangnya visibilitas terhadap seluruh transaksi pembelian membuat tim keuangan dan procurement kesulitan memprediksi kebutuhan pengeluaran secara tepat, karena sebagian data transaksi tidak tercatat dalam sistem yang sama, sehingga laporan yang dihasilkan pun tidak mencerminkan kondisi pengadaan yang sebenarnya.
Baca juga: Purchase Requisition (PR): Pengertian, Proses, dan Cara Kerjanya dalam Pengadaan
Bagaimana Cara Mengidentifikasi Maverick Buying?
Sebelum bisa mengatasi maverick buying, perusahaan perlu terlebih dahulu mengetahui tanda-tanda yang menunjukkan bahwa praktik ini sedang berlangsung di lingkungan kerjanya. Salah satu indikator paling mudah dikenali adalah tingginya jumlah transaksi tanpa purchase order (PO) yang sah dalam laporan keuangan. Ketika tim finance menemukan banyak invoice yang dibayarkan tanpa dokumen pendukung berupa PO resmi, ini biasanya menjadi sinyal awal bahwa sebagian pembelian dilakukan di luar jalur prosedur yang seharusnya. Semakin besar proporsi transaksi semacam ini dibandingkan total pengeluaran, semakin besar pula kemungkinan maverick buying terjadi secara sistematis.
Indikator lain yang perlu diperhatikan adalah munculnya vendor-vendor baru yang tidak terdaftar dalam sistem procurement, namun tetap menerima pembayaran secara rutin. Pola ini sering menunjukkan bahwa ada karyawan atau divisi tertentu yang terus menggunakan vendor pilihan pribadi tanpa melalui proses verifikasi dan pendaftaran yang seharusnya dilakukan sebelum transaksi berlangsung. Selain itu, ketimpangan harga untuk kategori barang atau jasa yang sama juga menjadi sinyal yang patut dicurigai; apabila ditemukan variasi harga yang cukup signifikan untuk item serupa yang dibeli oleh divisi berbeda, hal ini bisa mengindikasikan bahwa sebagian pembelian tidak melalui proses negosiasi terpusat yang seharusnya memastikan konsistensi harga di seluruh organisasi.
Selain melihat data transaksi, perusahaan juga bisa mengidentifikasi maverick buying melalui audit berkala terhadap proses pengadaan di masing-masing departemen. Wawancara singkat dengan karyawan mengenai kebiasaan mereka dalam melakukan pembelian, dikombinasikan dengan pengecekan silang terhadap catatan sistem, sering kali mengungkap praktik yang selama ini tidak tercatat secara resmi namun sudah berjalan cukup lama.
Cara Mengatasi Maverick Buying
Mengatasi maverick buying membutuhkan pendekatan yang menyeluruh, tidak hanya berfokus pada penegakan aturan, tetapi juga memperbaiki akar masalah yang membuat karyawan merasa perlu mengambil jalan pintas dalam proses pembelian. Pendekatan yang hanya mengandalkan sanksi tanpa memperbaiki sistem yang mendasarinya biasanya tidak bertahan lama, karena karyawan akan tetap mencari celah baru selama proses resmi masih dianggap menghambat pekerjaan mereka.
Oleh karena itu, solusi yang efektif perlu menggabungkan perbaikan proses, edukasi, dan penguatan sistem secara bersamaan. Berikut beberapa langkah yang bisa diterapkan perusahaan untuk menekan praktik ini secara bertahap.
Menyederhanakan Proses Persetujuan
Alur persetujuan yang terlalu panjang, apalagi jika melibatkan banyak level manajemen untuk pembelian bernilai kecil, sering menjadi alasan utama karyawan menghindari prosedur resmi. Menyederhanakan tahapan persetujuan untuk pembelian bernilai kecil, misalnya dengan menetapkan batas nominal yang bisa disetujui langsung oleh atasan divisi tanpa perlu eskalasi ke level lebih tinggi, dapat mengurangi dorongan untuk membeli di luar sistem.
Perusahaan juga bisa menetapkan service level agreement (SLA) internal untuk memastikan setiap pengajuan pembelian diproses dalam jangka waktu yang wajar, sehingga karyawan tidak merasa perlu mencari jalan pintas hanya karena proses terasa tidak pasti.
Menyediakan Jalur Darurat yang Resmi
Alih-alih membiarkan karyawan mencari jalan pintas sendiri saat menghadapi kebutuhan mendesak, perusahaan bisa menyediakan prosedur darurat resmi dengan proses persetujuan yang dipercepat namun tetap tercatat dalam sistem. Jalur ini biasanya melibatkan persetujuan verbal atau digital yang bisa diberikan dalam hitungan menit, dengan syarat dokumentasi lengkap tetap disusulkan dalam waktu singkat setelah transaksi selesai.
Dengan begitu, kebutuhan mendesak tetap bisa terpenuhi tanpa mengorbankan visibilitas dan kontrol pengadaan, sekaligus memberikan rasa aman bagi karyawan bahwa ada cara resmi untuk menangani situasi darurat.
Melakukan Sosialisasi dan Pelatihan Berkelanjutan
Edukasi mengenai kebijakan procurement tidak cukup dilakukan sekali di awal masa kerja, mengingat kebijakan dan sistem yang digunakan perusahaan bisa berubah seiring waktu. Pelatihan berkala, terutama saat ada perubahan kebijakan atau sistem baru, membantu memastikan seluruh karyawan tetap memahami prosedur yang berlaku dan konsekuensi dari pembelian di luar jalur resmi.
Sosialisasi ini idealnya tidak hanya berbentuk presentasi satu arah, tetapi juga melibatkan sesi tanya jawab agar karyawan bisa menyampaikan kendala yang mereka hadapi dalam mengikuti prosedur yang ada.
Memperkuat Pengawasan dan Audit Rutin
Audit berkala terhadap transaksi pembelian di setiap departemen membantu mendeteksi pola maverick buying sejak dini, sebelum berkembang menjadi kebiasaan yang lebih sulit diubah. Proses audit ini sebaiknya tidak hanya berfokus pada nilai transaksi besar, tetapi juga memperhatikan pola transaksi kecil yang berulang, karena justru di sanalah maverick buying paling sering bersembunyi.
Pengawasan yang konsisten juga memberikan efek jera bagi karyawan yang cenderung mengambil jalan pintas, sekaligus menjadi dasar evaluasi untuk memperbaiki proses yang masih dianggap menyulitkan.
Melibatkan Karyawan dalam Evaluasi Vendor
Memberikan ruang bagi karyawan untuk mengusulkan vendor baru melalui mekanisme evaluasi resmi dapat mengurangi kecenderungan menggunakan vendor pribadi secara sepihak. Mekanisme ini bisa berupa formulir pengajuan vendor baru yang kemudian dievaluasi oleh tim procurement berdasarkan kriteria harga, kualitas, dan legalitas, sebelum akhirnya didaftarkan ke dalam vendor management system perusahaan sebagai vendor resmi.
Dengan begitu, preferensi karyawan tetap terakomodasi tanpa harus melanggar prosedur yang berlaku, sekaligus memperluas jaringan vendor terpercaya yang dimiliki perusahaan secara terstruktur dan mudah dipantau.
Menerapkan Sistem Procurement Terintegrasi
Sistem yang menghubungkan seluruh proses pengadaan dalam satu platform memudahkan pemantauan transaksi secara real-time, sekaligus mempercepat alur persetujuan tanpa mengorbankan kontrol. Dengan sistem seperti ini, setiap pengajuan, persetujuan, hingga pembayaran bisa dilacak dalam satu alur kerja yang transparan, sehingga baik karyawan maupun tim procurement memiliki visibilitas yang sama terhadap status setiap transaksi. Poin ini akan dibahas lebih mendalam pada bagian selanjutnya
Peran Software Procurement dan ERP dalam Mencegah Maverick Buying
Di tengah berbagai langkah manual yang bisa diterapkan perusahaan, teknologi tetap menjadi fondasi utama dalam mencegah maverick buying secara berkelanjutan. Software procurement dan ERP yang terintegrasi tidak hanya mempercepat proses pengadaan, tetapi juga menutup celah-celah yang selama ini dimanfaatkan untuk melakukan pembelian di luar prosedur. Berikut beberapa peran penting yang bisa diberikan oleh sistem semacam ini.
- Otomatisasi Alur Persetujuan
Sistem procurement modern memungkinkan alur persetujuan diatur secara otomatis berdasarkan nilai transaksi, kategori barang, atau departemen pengaju, sehingga proses yang sebelumnya memakan waktu berhari-hari bisa dipersingkat menjadi hitungan jam. Notifikasi otomatis kepada pihak yang berwenang menyetujui juga membantu menghindari keterlambatan akibat approval yang tertahan tanpa disadari. - Sentralisasi Data Vendor dan Kontrak
Dengan seluruh data vendor dan kontrak tersimpan dalam satu sistem terpusat, karyawan yang membutuhkan barang atau jasa tertentu bisa langsung melihat vendor mana saja yang sudah terdaftar beserta harga kontrak yang berlaku, tanpa perlu mencari vendor alternatif secara mandiri. Hal ini secara langsung mengurangi kecenderungan untuk menggunakan vendor pribadi di luar daftar resmi perusahaan. - Visibilitas Transaksi secara Real-Time
Setiap transaksi yang tercatat dalam sistem dapat dipantau secara real-time oleh tim procurement maupun manajemen, sehingga pola pembelian yang mencurigakan bisa segera terdeteksi sebelum berkembang menjadi kebiasaan yang lebih besar. Dashboard analitik yang disediakan sistem juga memudahkan identifikasi anomali, seperti transaksi tanpa PO atau lonjakan pembelian dari vendor tertentu. - Integrasi dengan Modul Keuangan
Ketika sistem procurement terhubung langsung dengan modul keuangan dalam satu platform ERP, setiap pengajuan pembelian otomatis tersinkronisasi dengan anggaran yang tersedia, sehingga potensi pembelian di luar budget yang telah ditetapkan bisa dicegah sejak awal. Integrasi ini juga mempermudah proses rekonsiliasi dan pelaporan keuangan di akhir periode. - Kemudahan Akses melalui Sistem Mobile
Banyak sistem procurement modern kini dilengkapi akses mobile yang memungkinkan proses persetujuan dilakukan kapan saja, bahkan ketika pihak yang berwenang sedang berada di luar kantor. Kemudahan ini membantu mengatasi salah satu alasan utama keterlambatan persetujuan yang selama ini mendorong karyawan mencari jalan pintas.
Cegah Maverick Buying dengan Dukungan Software ERP
Mengenali dan memahami akar penyebab maverick buying adalah langkah awal yang penting, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap proses pengadaan, mulai dari pengajuan permintaan, persetujuan pembelian, hingga pemilihan vendor, berjalan sesuai prosedur, terpantau di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas procurement modern, perusahaan dapat mendeteksi potensi penyimpangan lebih awal sebelum berkembang menjadi kebiasaan yang sulit dikendalikan, meningkatkan akurasi data pembelian dan anggaran secara real-time, serta memastikan setiap transaksi dalam proses pengadaan dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti alur persetujuan yang lambat, minimnya visibilitas transaksi antar divisi, hingga sulitnya mendeteksi pembelian di luar kontrak akan terus membuka celah bagi praktik maverick buying untuk berkembang. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola proses pengadaan secara lebih terpusat, berbasis data real-time, serta mampu menutup celah penyimpangan yang selama ini sulit terdeteksi.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun sistem procurement yang lebih tertib, transparan, dan bebas dari risiko maverick buying.
FAQ

Contract Lifecycle Management: Pengertian, Tahapan, dan Manfaatnya bagi Perusahaan
Contract Lifecycle Management mulai dilirik banyak perusahaan ketika jumlah kontrak yang harus dikelola terus bertambah, sementara proses pencatatannya masih tersebar di folder digital, email, dan dokumen fisik yang sulit ditelusuri. Situasi ini membuat tim legal maupun procurement kerap kesulitan memantau tenggat waktu perpanjangan, status persetujuan, hingga risiko klausul yang belum ditinjau ulang. Ketika volume kontrak semakin besar, kebutuhan akan sistem yang mampu mengatur seluruh siklus kontrak secara terstruktur dan otomatis menjadi semakin mendesak.
- Apa Itu Contract Lifecycle Management (CLM)?
- Mengapa Contract Lifecycle Management Penting bagi Perusahaan?
- Tahapan Contract Lifecycle Management
- Bagaimana Cara Kerja Contract Lifecycle Management?
- Manfaat Contract Lifecycle Management
- Tantangan Pengelolaan Kontrak Secara Manual
- Siapa yang Membutuhkan Contract Lifecycle Management?
- Contract Lifecycle Management vs Contract Management
- Fitur yang Harus Dimiliki Software Contract Lifecycle Management
- Bagaimana ERP Membantu Mengelola Contract Lifecycle Management?
- Optimalkan Contract Lifecycle Management Perusahaan Anda dengan Solusi ERP Terintegrasi
Apa Itu Contract Lifecycle Management (CLM)?
Contract Lifecycle Management adalah proses pengelolaan kontrak secara menyeluruh, mulai dari permintaan awal, penyusunan draf, negosiasi, persetujuan, eksekusi, hingga pemantauan kewajiban dan proses perpanjangan atau penghentian kontrak. Pendekatan ini memastikan setiap tahap dalam siklus kontrak dapat dipantau, dikendalikan, dan dioptimalkan agar tidak menimbulkan risiko hukum maupun operasional bagi perusahaan.
Berbeda dengan pengelolaan kontrak konvensional yang cenderung berhenti setelah dokumen ditandatangani, CLM mencakup keseluruhan siklus hidup kontrak, termasuk pemantauan kepatuhan terhadap klausul, pengingat tenggat waktu, hingga evaluasi kinerja vendor atau mitra selama masa kontrak berlangsung. Dalam praktiknya, CLM sering diterapkan menggunakan software khusus yang memungkinkan tim legal, procurement, maupun finance bekerja dalam satu sistem yang sama, sehingga setiap perubahan status kontrak dapat dipantau secara real-time.
Mengapa Contract Lifecycle Management Penting bagi Perusahaan?
Bayangkan sebuah perusahaan yang setiap bulannya harus menandatangani puluhan kontrak baru, mulai dari perjanjian dengan vendor, kontrak kerja sama distributor, hingga perpanjangan lisensi software. Tanpa sistem yang terstruktur, dokumen-dokumen ini biasanya tersebar di berbagai folder, email, bahkan laptop pribadi masing-masing staf, sehingga ketika tim legal perlu meninjau ulang satu klausul penting, waktu yang terbuang hanya untuk mencari dokumen yang tepat bisa berlangsung berhari-hari.
Di sinilah Contract Lifecycle Management berperan sebagai jembatan antara kebutuhan operasional dan kontrol risiko. Ketika kontrak berjumlah ratusan atau bahkan ribuan, kemampuan untuk memantau tenggat waktu perpanjangan menjadi krusial. Tanpa pengingat otomatis, tidak jarang perusahaan kehilangan momentum negosiasi ulang karena kontrak diperpanjang otomatis dengan syarat yang tidak lagi menguntungkan. Selain itu, CLM juga membantu perusahaan menghindari risiko kepatuhan yang bisa berdampak besar secara finansial maupun reputasi, mengingat setiap kontrak biasanya memuat klausul terkait kewajiban dan denda keterlambatan yang harus dipatuhi kedua belah pihak.
Pada akhirnya, kebutuhan akan CLM bukan lagi soal efisiensi semata, melainkan soal bagaimana perusahaan menjaga kepercayaan mitra bisnis dan meminimalkan risiko yang bisa muncul dari kelalaian administratif. Semakin besar skala bisnis, semakin besar pula taruhannya jika pengelolaan kontrak masih dilakukan secara manual.
Tahapan Contract Lifecycle Management
Pengelolaan kontrak yang efektif tidak terjadi dalam satu langkah, melainkan melalui serangkaian tahapan yang saling berkaitan satu sama lain. Setiap tahapan berikut ini mewakili fase penting yang harus dilalui sebuah kontrak sejak pertama kali dibutuhkan hingga akhirnya selesai atau diperpanjang.
- Permintaan Kontrak (Contract Request)
Tahap ini dimulai ketika salah satu divisi, misalnya procurement atau sales, mengajukan kebutuhan akan sebuah kontrak baru. Permintaan ini biasanya mencakup jenis kontrak, pihak yang terlibat, serta parameter dasar seperti nilai kontrak dan jangka waktu kerja sama. - Penyusunan Draf (Contract Drafting)
Setelah permintaan disetujui, tim legal atau pihak berwenang mulai menyusun draf kontrak berdasarkan template standar perusahaan atau ketentuan khusus yang disepakati. Pada tahap ini, konsistensi klausul menjadi perhatian utama agar tidak bertentangan dengan kebijakan internal. - Negosiasi
Draf kontrak kemudian melalui proses negosiasi antara kedua belah pihak. Perubahan klausul, revisi harga, hingga penyesuaian syarat dan ketentuan biasanya terjadi pada tahap ini, sehingga versi kontrak dapat berubah beberapa kali sebelum mencapai kesepakatan akhir. - Persetujuan (Approval)
Setelah kedua pihak sepakat, kontrak masuk ke tahap persetujuan internal. Biasanya proses ini melibatkan beberapa lapisan otorisasi, mulai dari manajer divisi hingga direktur, tergantung pada nilai dan risiko kontrak tersebut. - Eksekusi (Execution)
Kontrak yang telah disetujui kemudian ditandatangani oleh pihak-pihak terkait, baik secara manual maupun melalui tanda tangan elektronik. Tahap ini menandai kontrak mulai berlaku secara resmi. - Pemantauan Kewajiban (Obligation Management)
Selama masa berlaku kontrak, setiap kewajiban seperti jadwal pembayaran, pengiriman barang, atau pemenuhan SLA perlu dipantau secara berkala untuk memastikan kedua pihak mematuhi ketentuan yang telah disepakati. - Perpanjangan atau Penghentian (Renewal/Expiry)
Menjelang masa berakhirnya kontrak, perusahaan perlu mengevaluasi apakah kerja sama akan diperpanjang, dinegosiasikan ulang, atau dihentikan. Tanpa pengingat yang jelas, tahap ini sering terlewat sehingga kontrak diperpanjang otomatis tanpa evaluasi menyeluruh.
Baca juga: Vendor Management System: Pengertian, Fitur, dan Cara Kerjanya
Bagaimana Cara Kerja Contract Lifecycle Management?
Jika tahapan sebelumnya menjelaskan alur perjalanan sebuah kontrak, bagian ini akan membahas bagaimana sistem CLM bekerja secara teknis untuk mendukung setiap tahapan tersebut agar berjalan otomatis, terpusat, dan minim risiko human error.
Repository Kontrak Terpusat
Seluruh dokumen kontrak, mulai dari draf hingga versi final yang sudah ditandatangani, disimpan dalam satu basis data terpusat yang dapat diakses oleh pihak-pihak berwenang. Dengan sistem pencarian berbasis kata kunci, tim legal atau procurement tidak perlu lagi menelusuri folder satu per satu untuk menemukan kontrak tertentu, cukup memasukkan nama vendor, nomor kontrak, atau jenis perjanjian yang dicari.
Workflow Persetujuan Otomatis
Sistem CLM mengatur alur persetujuan berdasarkan aturan yang telah ditentukan sebelumnya, misalnya kontrak dengan nilai di atas ambang batas tertentu akan otomatis diteruskan ke direktur, sementara kontrak bernilai kecil cukup disetujui oleh manajer divisi. Notifikasi otomatis dikirimkan ke setiap penanggung jawab sehingga tidak ada kontrak yang tertahan tanpa tindak lanjut.
Template dan Clause Library
Untuk mempercepat proses drafting, sistem CLM biasanya dilengkapi dengan pustaka template dan klausul standar yang sudah melalui tinjauan hukum. Tim yang menyusun kontrak baru cukup memilih klausul yang relevan dari pustaka ini, sehingga konsistensi bahasa hukum tetap terjaga di seluruh kontrak perusahaan.
Pelacakan Versi dan Audit Trail
Setiap perubahan yang terjadi selama proses negosiasi tercatat secara otomatis, termasuk siapa yang melakukan perubahan, kapan, dan bagian mana yang direvisi. Fitur ini memudahkan penelusuran riwayat kontrak apabila suatu saat terjadi perselisihan mengenai versi mana yang disepakati kedua belah pihak.

Pengingat dan Notifikasi Tenggat Waktu
Sistem secara otomatis mengirimkan pengingat menjelang tanggal penting, seperti jatuh tempo pembayaran, tenggat perpanjangan, atau evaluasi kinerja vendor. Dengan begitu, tim terkait dapat mengambil keputusan lebih awal alih-alih bereaksi setelah tenggat waktu terlewat.
Integrasi dengan Sistem Lain
Agar data kontrak tidak berdiri sendiri, sistem CLM umumnya terintegrasi dengan modul lain seperti procurement, finance, atau ERP secara keseluruhan. Misalnya, ketika kontrak pembelian disetujui, data tersebut dapat langsung terhubung ke modul purchase order tanpa perlu input ulang secara manual.
Analitik dan Pelaporan
Sistem CLM juga menyediakan dashboard yang menampilkan status seluruh kontrak, mulai dari yang masih dalam tahap negosiasi hingga yang mendekati masa berakhir. Laporan ini membantu manajemen memahami tren, misalnya vendor mana yang paling sering mengalami keterlambatan penyelesaian kontrak, sehingga keputusan bisnis ke depan dapat lebih terarah.
Baca juga: Maverick Buying: Pengertian, Penyebab, dan Cara Mengatasinya
Manfaat Contract Lifecycle Management
Ketika sebuah perusahaan mulai beralih dari pengelolaan kontrak manual ke sistem yang terstruktur, perubahan yang dirasakan biasanya tidak hanya soal kecepatan kerja, tetapi juga cara tim melihat kontrak secara keseluruhan. Apa yang sebelumnya terasa seperti pekerjaan administratif yang memakan waktu, perlahan berubah menjadi proses yang lebih terarah dan mudah dipantau. Berikut beberapa manfaat yang paling terasa setelah CLM diterapkan secara konsisten dalam operasional bisnis.
- Efisiensi Waktu Pengelolaan Kontrak
Proses pencarian, drafting, hingga persetujuan kontrak yang sebelumnya memakan waktu berhari-hari dapat dipersingkat menjadi hitungan jam berkat otomatisasi workflow. - Minimnya Risiko Kepatuhan
Klausul standar yang sudah tervalidasi secara hukum mengurangi kemungkinan pelanggaran ketentuan yang dapat berujung pada sengketa atau denda. - Visibilitas Penuh atas Status Kontrak
Manajemen dapat memantau seluruh kontrak yang sedang berjalan, mendekati jatuh tempo, atau membutuhkan tindak lanjut hanya melalui satu dashboard terpusat. - Pengambilan Keputusan yang Lebih Cepat
Data dan analitik yang tersedia secara real-time memudahkan manajemen mengevaluasi performa vendor atau menentukan strategi negosiasi ulang. - Kolaborasi Antar Divisi yang Lebih Baik
Tim legal, procurement, dan finance dapat bekerja dalam satu sistem yang sama tanpa perlu bertukar dokumen secara manual melalui email. - Penghematan Biaya Operasional
Berkurangnya kesalahan administratif dan keterlambatan perpanjangan kontrak secara langsung berdampak pada efisiensi biaya jangka panjang.
Secara keseluruhan, manfaat-manfaat ini menunjukkan bahwa CLM bukan sekadar alat penyimpanan dokumen, melainkan investasi yang berkontribusi langsung terhadap efisiensi operasional dan pengurangan risiko bisnis.
Tantangan Pengelolaan Kontrak Secara Manual
Sebelum beralih ke sistem CLM, banyak perusahaan masih bertahan dengan cara pengelolaan kontrak tradisional yang mengandalkan dokumen fisik, spreadsheet, atau folder digital yang tersebar di berbagai perangkat. Pendekatan ini menyimpan sejumlah tantangan yang seringkali baru terasa dampaknya ketika masalah sudah terjadi.
Dokumen Tersebar dan Sulit Ditelusuri
Tanpa repository terpusat, kontrak biasanya tersimpan di folder pribadi masing-masing staf, email, atau bahkan lemari arsip. Ketika kontrak tertentu dibutuhkan secara mendadak, waktu yang terbuang untuk mencarinya bisa berlangsung lama, terlebih jika staf yang menyimpan dokumen tersebut sedang tidak berada di kantor atau sudah tidak lagi bekerja di perusahaan.
Risiko Kehilangan atau Kerusakan Dokumen
Penyimpanan fisik maupun digital yang tidak terstandarisasi meningkatkan risiko dokumen hilang, rusak, atau tidak sengaja terhapus. Padahal, kontrak seringkali menjadi bukti hukum utama apabila terjadi sengketa dengan mitra bisnis.
Tenggat Waktu Terlewat
Tanpa sistem pengingat otomatis, tim yang bertanggung jawab atas suatu kontrak harus mengandalkan ingatan atau pencatatan manual untuk memantau tanggal penting seperti perpanjangan atau pembayaran. Ketika volume kontrak semakin banyak, kemungkinan tenggat waktu terlewat menjadi semakin besar.
Proses Persetujuan yang Lambat
Alur persetujuan manual biasanya melibatkan tanda tangan basah atau email berantai yang harus diteruskan dari satu pihak ke pihak lain. Jika salah satu pihak sedang sibuk atau tidak merespons, seluruh proses persetujuan kontrak bisa tertahan tanpa kejelasan waktu penyelesaian.
Minimnya Kontrol Versi
Ketika revisi kontrak dilakukan melalui email atau dokumen yang dikirim bolak-balik, seringkali muncul kebingungan mengenai versi mana yang merupakan versi final yang telah disepakati. Kesalahan semacam ini dapat berujung pada perselisihan mengenai klausul yang sebenarnya berlaku.
Kurangnya Visibilitas bagi Manajemen
Tanpa dashboard atau laporan terpusat, manajemen kesulitan mendapatkan gambaran menyeluruh mengenai jumlah kontrak yang aktif, nilai total komitmen perusahaan, maupun kontrak mana saja yang berisiko tinggi. Akibatnya, pengambilan keputusan strategis sering kali dilakukan tanpa data yang memadai.
Siapa yang Membutuhkan Contract Lifecycle Management?
Contract Lifecycle Management pada dasarnya dibutuhkan oleh perusahaan dari berbagai skala dan industri, selama volume kontrak yang dikelola sudah cukup besar untuk menimbulkan risiko jika ditangani secara manual. Perusahaan manufaktur umumnya memiliki banyak kontrak dengan supplier bahan baku, vendor logistik, hingga distributor, sehingga membutuhkan sistem yang mampu memantau setiap kesepakatan secara konsisten agar rantai pasok tidak terganggu akibat kontrak yang terlewat atau tidak diperbarui tepat waktu.
Selain sektor manufaktur, industri retail dan distribusi juga sangat bergantung pada pengelolaan kontrak yang rapi, mengingat mereka biasanya bekerja sama dengan banyak mitra sekaligus, mulai dari pemasok produk, penyedia jasa pengiriman, hingga mitra waralaba. Di sisi lain, perusahaan jasa profesional seperti konsultan, firma hukum, maupun penyedia layanan IT juga memerlukan CLM untuk mengelola kontrak klien yang seringkali memiliki ketentuan SLA (Service Level Agreement) yang kompleks dan harus dipantau secara berkala.
Tidak hanya perusahaan swasta, institusi pemerintah dan organisasi nirlaba pun semakin banyak yang mengadopsi CLM, terutama untuk mengelola kontrak pengadaan barang dan jasa yang harus memenuhi standar transparansi dan akuntabilitas tertentu. Pada akhirnya, kebutuhan akan CLM tidak dibatasi oleh jenis industri tertentu, melainkan lebih ditentukan oleh kompleksitas dan volume kontrak yang harus dikelola oleh masing-masing organisasi.
Contract Lifecycle Management vs Contract Management
Meskipun sering digunakan secara bergantian, Contract Lifecycle Management dan Contract Management sebenarnya memiliki cakupan yang berbeda. Contract Management umumnya merujuk pada aktivitas pengelolaan kontrak yang lebih sempit, biasanya berfokus pada penyimpanan dokumen dan pemantauan dasar setelah kontrak ditandatangani.
Sementara itu, CLM mencakup keseluruhan siklus hidup kontrak secara end-to-end, mulai dari tahap permintaan awal hingga evaluasi setelah kontrak berakhir, sehingga menawarkan kontrol yang jauh lebih menyeluruh terhadap setiap tahapan. Perbedaan mendasar ini membuat kedua pendekatan tersebut cocok digunakan pada situasi yang berbeda pula, tergantung pada seberapa kompleks kebutuhan pengelolaan kontrak di masing-masing perusahaan. Tabel berikut merangkum perbedaan utama antara keduanya.
| Aspek | Contract Management | Contract Lifecycle Management |
|---|---|---|
| Cakupan Proses | Berfokus pada penyimpanan dan pemantauan kontrak setelah ditandatangani | Mencakup seluruh siklus, mulai dari permintaan, drafting, negosiasi, hingga evaluasi pasca-kontrak |
| Otomatisasi | Umumnya minim otomatisasi, banyak proses masih manual | Dilengkapi otomatisasi workflow, pengingat, dan integrasi sistem |
| Kolaborasi Antar Tim | Cenderung terbatas pada satu divisi, misalnya legal saja | Melibatkan kolaborasi lintas divisi seperti legal, procurement, dan finance |
| Visibilitas Data | Terbatas pada status dasar kontrak (aktif/tidak aktif) | Menyediakan dashboard dan analitik menyeluruh atas seluruh kontrak |
| Manajemen Risiko | Reaktif, biasanya baru diketahui setelah masalah terjadi | Proaktif, dengan pemantauan kepatuhan dan tenggat waktu secara berkelanjutan |
Fitur yang Harus Dimiliki Software Contract Lifecycle Management
Tidak semua software CLM memiliki kualitas yang setara, sehingga penting bagi perusahaan untuk memahami fitur-fitur inti yang seharusnya tersedia sebelum memutuskan untuk berinvestasi. Fitur-fitur berikut ini menjadi penentu apakah sebuah sistem CLM benar-benar mampu mendukung kebutuhan operasional secara menyeluruh atau hanya sekadar tempat penyimpanan dokumen digital.
- Repository Terpusat dengan Pencarian Cerdas
Sistem harus mampu menyimpan seluruh dokumen kontrak dalam satu tempat dengan fitur pencarian berbasis kata kunci, metadata, atau bahkan isi klausul tertentu. - Workflow Persetujuan yang Dapat Dikustomisasi
Alur persetujuan perlu disesuaikan dengan struktur organisasi masing-masing perusahaan, termasuk penentuan siapa saja yang berwenang menyetujui kontrak berdasarkan nilai atau jenisnya. - E-Signature Terintegrasi
Kemampuan untuk menandatangani kontrak secara elektronik langsung dari sistem mempercepat proses eksekusi tanpa perlu mencetak dokumen secara fisik. - Clause Library dan Template Standar
Pustaka klausul dan template yang sudah tervalidasi secara hukum membantu mempercepat proses drafting sekaligus menjaga konsistensi bahasa kontrak di seluruh perusahaan. - Notifikasi dan Pengingat Otomatis
Fitur ini memastikan tidak ada tenggat waktu penting, seperti perpanjangan atau pembayaran, yang terlewat begitu saja. - Audit Trail yang Lengkap
Sistem perlu mencatat setiap perubahan yang terjadi pada dokumen kontrak, termasuk siapa yang melakukan revisi dan kapan perubahan tersebut dilakukan. - Dashboard Analitik dan Pelaporan
Fitur ini memberikan gambaran menyeluruh mengenai status seluruh kontrak, sehingga manajemen dapat mengambil keputusan berdasarkan data yang akurat dan real-time. - Kemampuan Integrasi dengan Sistem Lain
Software CLM idealnya dapat terhubung dengan sistem ERP, software procurement, atau finance yang sudah digunakan perusahaan, sehingga data tidak perlu diinput ulang secara manual.
Kombinasi fitur-fitur di atas menentukan seberapa besar dampak yang bisa dihasilkan oleh sebuah software CLM terhadap efisiensi dan pengurangan risiko dalam pengelolaan kontrak perusahaan.
Bagaimana ERP Membantu Mengelola Contract Lifecycle Management?
Bagi perusahaan yang sudah menggunakan sistem ERP untuk menjalankan operasional bisnisnya, kebutuhan akan CLM sebenarnya tidak harus dipenuhi melalui software terpisah. Sebagian besar ERP modern telah dilengkapi modul atau kemampuan untuk mengelola siklus kontrak secara terintegrasi dengan proses bisnis lain seperti procurement, sales, hingga finance, sehingga data kontrak tidak berdiri sendiri melainkan terhubung langsung dengan transaksi yang terjadi di lapangan.
Ketika sebuah kontrak pembelian disetujui melalui modul CLM dalam ERP, data tersebut dapat langsung diteruskan ke proses purchase order tanpa perlu input ulang secara manual. Begitu pula pada sisi penjualan, kontrak dengan pelanggan dapat terhubung langsung dengan modul sales order maupun billing, sehingga setiap ketentuan harga, jangka waktu, atau syarat pembayaran yang telah disepakati otomatis diterapkan pada transaksi yang berjalan. Integrasi semacam ini mengurangi risiko kesalahan input maupun ketidaksesuaian antara kontrak yang disepakati dengan transaksi yang sebenarnya terjadi.
Selain itu, ERP juga memungkinkan perusahaan memantau dampak finansial dari setiap kontrak secara real-time, misalnya total komitmen pembelian yang masih berjalan atau proyeksi pendapatan dari kontrak penjualan jangka panjang. Dengan visibilitas semacam ini, manajemen tidak hanya mampu mengelola kontrak secara administratif, tetapi juga dapat mengaitkannya langsung dengan perencanaan keuangan dan strategi bisnis perusahaan secara keseluruhan.
Optimalkan Contract Lifecycle Management Perusahaan Anda dengan Solusi ERP Terintegrasi
Menyusun kerangka Contract Lifecycle Management yang baik hanyalah langkah pertama, sementara tantangan sesungguhnya terletak pada bagaimana memastikan setiap tahapannya, mulai dari penyusunan draf hingga pemantauan kewajiban kontrak, berjalan konsisten dan terdokumentasi dengan baik sebagai bagian dari operasional bisnis sehari-hari. Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas pengelolaan kontrak modern, perusahaan dapat mendeteksi risiko kepatuhan lebih awal, meningkatkan akurasi data secara real-time, serta memastikan setiap proses kontrak dapat ditelusuri secara transparan kapan pun dibutuhkan.
Tanpa sistem yang terintegrasi, dokumen yang tersebar, proses persetujuan manual, hingga tenggat waktu yang terlewat akan terus menghambat pengelolaan kontrak secara efektif. Itulah mengapa semakin banyak perusahaan mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola siklus kontrak secara lebih terpusat dan adaptif terhadap kebutuhan bisnis yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun Contract Lifecycle Management yang lebih efisien dan siap menghadapi tantangan operasional jangka panjang.