
BLOG Review-ERP
Tetap update dengan berita dan wawasan terkini tentang Software ERP, inovasi teknologi, serta perkembangan terbaru dalam pengelolaan bisnis di era industri 4.0 di Indonesia.

Vendor Management System: Pengertian, Fitur, dan Cara Kerjanya
Vendor Management System kerap menjadi kata kunci yang dicari saat divisi procurement mulai kewalahan menghadapi puluhan vendor dengan kontrak, invoice, dan jadwal pembayaran yang tersebar di email, spreadsheet, hingga folder yang berbeda-beda. Satu vendor terlambat kirim dokumen saja bisa memicu efek domino ke proses lain, mulai dari pembayaran yang molor, evaluasi kinerja yang terlewat, hingga keputusan bisnis yang diambil berdasarkan data vendor yang sudah usang. Di titik inilah banyak perusahaan mulai menyadari bahwa cara manual sudah tidak lagi sepadan dengan skala operasional yang terus berkembang.
- Apa Itu Vendor Management System?
- Mengapa Vendor Management Menjadi Penting?
- Bagaimana Cara Kerja Vendor Management System?
- Manfaat Menggunakan Vendor Management System
- Fitur Utama Vendor Management System
- Vendor Management System vs Supplier Relationship Management (SRM) vs Procurement Software
- Cara Memilih Vendor Management System yang Tepat
- Contoh Vendor Management System Populer
- Vendor Management System yang Solid untuk Operasional Bisnis yang Lebih Terukur
Apa Itu Vendor Management System?
Vendor Management System adalah platform atau perangkat lunak yang dirancang untuk membantu perusahaan mengelola seluruh interaksi dengan vendor atau pemasok dalam satu sistem terpusat, mulai dari proses onboarding, negosiasi kontrak, pemantauan kinerja, hingga pembayaran. Sistem ini menggantikan cara pengelolaan vendor yang sebelumnya tersebar di berbagai dokumen, spreadsheet, dan komunikasi email menjadi satu database yang terstruktur dan mudah diakses oleh tim terkait.
Dengan VMS, perusahaan dapat melihat riwayat transaksi, status kontrak, dan skor evaluasi setiap vendor secara real-time tanpa harus menelusuri arsip manual satu per satu. Hal ini menjadikan VMS sebagai tulang punggung operasional bagi perusahaan yang bergantung pada banyak vendor eksternal untuk menjalankan bisnisnya, baik dalam skala kecil maupun enterprise.
Tujuan Penggunaan Vendor Management System
Di balik penerapannya, Vendor Management System hadir bukan sekadar untuk merapikan data vendor, melainkan untuk menjawab kebutuhan operasional yang lebih strategis. Setiap perusahaan yang mengadopsi sistem ini umumnya memiliki beberapa tujuan yang saling melengkapi, mulai dari efisiensi proses hingga mitigasi risiko kerja sama dengan pihak eksternal.
- Meningkatkan transparansi biaya
Memberikan visibilitas penuh atas seluruh pengeluaran yang terkait dengan masing-masing vendor. - Sentralisasi data vendor
Menyatukan seluruh informasi vendor, mulai dari dokumen legal, kontrak, hingga riwayat transaksi, dalam satu sistem yang mudah diakses. - Standarisasi proses evaluasi
Memastikan setiap vendor dinilai menggunakan kriteria yang konsisten, sehingga keputusan kerja sama lebih objektif. - Mempercepat siklus procurement
Memangkas waktu yang biasanya dihabiskan untuk proses administratif manual seperti verifikasi dokumen dan approval kontrak. - Meminimalkan risiko compliance
Memastikan setiap vendor memenuhi persyaratan hukum dan kebijakan internal perusahaan sebelum kerja sama dimulai.
Mengapa Vendor Management Menjadi Penting?
Vendor management menjadi perhatian serius bagi perusahaan yang terus memperluas jaringan pemasoknya, terutama ketika satu kesalahan kecil dalam pengelolaan vendor bisa berdampak pada seluruh rantai pasok. Semakin banyak vendor yang terlibat, semakin besar pula kompleksitas dalam memantau kinerja dan kepatuhan masing-masing secara manual, apalagi jika keterlambatan pengiriman atau kualitas yang tidak konsisten dari satu vendor saja sudah cukup menimbulkan risiko finansial yang merembet ke operasional lain.
Di sisi lain, perusahaan juga dihadapkan pada tuntutan regulasi dan compliance yang semakin ketat, di mana setiap vendor perlu memenuhi standar hukum, keamanan data, dan etika bisnis yang berlaku sebelum kerja sama dapat dilanjutkan. Kebutuhan ini semakin mendesak seiring meningkatnya tuntutan akan pengambilan keputusan berbasis data, karena evaluasi vendor yang dilakukan tanpa data historis yang akurat cenderung menghasilkan keputusan kerja sama yang kurang tepat dan berisiko tinggi.
Tidak kalah penting, tekanan untuk efisiensi biaya turut mendorong perusahaan mengelola vendor secara lebih terstruktur, mengingat pengelolaan yang tidak terkoordinasi sering kali menyebabkan pemborosan anggaran akibat kontrak ganda atau negosiasi yang tidak optimal. Ketika seluruh aspek ini dikelola dengan baik, perusahaan tidak hanya terhindar dari berbagai risiko di atas, tetapi juga mendapatkan posisi tawar yang lebih kuat dalam setiap negosiasi dengan vendor.
Bagaimana Cara Kerja Vendor Management System?
Vendor Management System bekerja dengan mengintegrasikan seluruh tahapan siklus hidup vendor ke dalam satu alur kerja yang saling terhubung, sehingga setiap perubahan status atau data pada satu tahap akan otomatis memengaruhi tahap berikutnya. Berikut tahapan utama yang biasanya berjalan di dalam sistem ini:
1. Vendor Onboarding
Proses ini dimulai ketika perusahaan mendaftarkan vendor baru ke dalam sistem, mulai dari pengumpulan dokumen legal, sertifikasi, hingga profil perusahaan vendor. VMS memungkinkan vendor mengunggah dokumen secara mandiri melalui portal khusus, sementara tim internal dapat melakukan verifikasi dan approval tanpa perlu bertukar email bolak-balik. Tahapan ini juga sering dilengkapi dengan penilaian risiko awal untuk memastikan vendor memenuhi standar minimum sebelum masuk ke tahap kerja sama berikutnya.
2. Manajemen Kontrak
Setelah vendor disetujui, sistem akan menyimpan seluruh dokumen kontrak beserta detail penting seperti masa berlaku, syarat pembayaran, dan klausul kepatuhan dalam satu repository terpusat. VMS umumnya dilengkapi fitur pengingat otomatis untuk masa berakhir kontrak, sehingga perusahaan tidak kehilangan momentum negosiasi ulang atau justru terikat pada kontrak yang sudah kedaluwarsa tanpa disadari.
3. Evaluasi Kinerja Vendor
Pada tahap ini, sistem mengumpulkan data kinerja vendor secara berkala berdasarkan metrik yang telah ditentukan, seperti ketepatan waktu pengiriman, kualitas produk atau jasa, dan tingkat responsivitas terhadap komplain. Data ini biasanya divisualisasikan dalam bentuk skor atau dashboard, sehingga tim procurement dapat membandingkan performa antar vendor secara objektif dan mengambil keputusan apakah kerja sama perlu dilanjutkan, dievaluasi ulang, atau dihentikan.
4. Manajemen Pembayaran dan Invoice
VMS menghubungkan data kontrak dan kinerja vendor dengan proses pembayaran, sehingga invoice yang masuk dapat dicocokkan secara otomatis dengan purchase order dan penerimaan barang atau jasa. Proses pencocokan ini membantu mengurangi kesalahan pembayaran ganda, keterlambatan akibat verifikasi manual, maupun sengketa invoice yang sering terjadi ketika data tersebar di sistem yang berbeda-beda.
5. Pelaporan dan Analisis
Seluruh data yang terkumpul dari tahapan sebelumnya kemudian diolah menjadi laporan yang dapat digunakan untuk pengambilan keputusan strategis, seperti identifikasi vendor berisiko tinggi, potensi konsolidasi vendor, atau peluang negosiasi ulang kontrak berdasarkan volume transaksi. Laporan ini biasanya dapat disesuaikan sesuai kebutuhan masing-masing departemen, mulai dari procurement, finance, hingga manajemen puncak.
Baca juga: Maverick Buying: Pengertian, Penyebab, dan Cara Mengatasinya
Manfaat Menggunakan Vendor Management System
Ketika seluruh proses pengelolaan vendor sudah berjalan dalam satu sistem yang terintegrasi, dampaknya tidak hanya terasa pada kelancaran operasional harian, tetapi juga pada posisi kompetitif perusahaan secara keseluruhan. Berikut sejumlah manfaat konkret yang dirasakan langsung oleh perusahaan setelah menerapkan Vendor Management System:
- Skalabilitas untuk pertumbuhan bisnis
Sistem yang terpusat memudahkan perusahaan menambah jumlah vendor tanpa harus khawatir kompleksitas pengelolaan meningkat secara signifikan. - Efisiensi waktu dan tenaga
Proses administratif yang sebelumnya dilakukan manual, seperti verifikasi dokumen dan approval kontrak, dapat dipangkas secara signifikan sehingga tim procurement bisa fokus pada tugas yang lebih strategis. - Pengambilan keputusan yang lebih objektif
Data kinerja vendor yang terukur dan konsisten memungkinkan perusahaan membandingkan vendor secara adil tanpa bias subjektif. - Pengurangan risiko compliance
Sistem yang menyimpan seluruh dokumen legal dan sertifikasi vendor dalam satu tempat memudahkan perusahaan memastikan setiap vendor memenuhi standar yang berlaku. - Penghematan biaya operasional
Visibilitas penuh atas kontrak dan pengeluaran per vendor membantu perusahaan mengidentifikasi peluang konsolidasi atau negosiasi ulang yang lebih menguntungkan. - Peningkatan hubungan dengan vendor
Komunikasi yang lebih terstruktur dan transparan melalui portal vendor menciptakan kepercayaan dan kerja sama jangka panjang yang lebih sehat. - Minimalisasi kesalahan pembayaran
Pencocokan otomatis antara invoice, purchase order, dan penerimaan barang mengurangi risiko pembayaran ganda atau keterlambatan akibat proses manual.
Baca juga: Contract Lifecycle Management: Pengertian, Tahapan, dan Manfaatnya bagi Perusahaan
Fitur Utama Vendor Management System
Setiap Vendor Management System umumnya memiliki serangkaian fitur inti yang saling terhubung untuk mendukung pengelolaan vendor secara menyeluruh, mulai dari tahap awal hingga evaluasi berkelanjutan. Berikut fitur-fitur utama yang biasa ditemukan dalam sistem ini:
1. Vendor Portal
Fitur ini menyediakan akses khusus bagi vendor untuk mengunggah dokumen, memperbarui profil perusahaan, dan memantau status pembayaran mereka secara mandiri tanpa perlu menghubungi tim internal setiap saat. Adanya portal ini juga mengurangi beban administratif tim procurement karena komunikasi dua arah dapat dilakukan langsung melalui sistem, lengkap dengan notifikasi otomatis ketika ada dokumen yang perlu diperbarui atau kontrak yang mendekati masa berakhir.
2. Manajemen Kontrak Digital
Seluruh dokumen kontrak disimpan dalam repository terpusat yang dapat diakses kapan saja oleh pihak yang berwenang, lengkap dengan riwayat revisi dan versi terbaru dari setiap perjanjian. Fitur ini biasanya juga dilengkapi dengan pengingat otomatis untuk tanggal jatuh tempo, klausul penting, maupun kewajiban tertentu yang harus dipenuhi sebelum kontrak diperpanjang atau dihentikan.
3. Dashboard Kinerja Vendor
Dashboard ini menyajikan visualisasi data kinerja vendor secara real-time, mencakup metrik seperti ketepatan waktu pengiriman, kualitas produk, tingkat komplain, hingga skor kepatuhan terhadap kontrak. Dengan tampilan yang terpusat, tim procurement dapat langsung membandingkan performa antar vendor tanpa perlu mengolah data dari berbagai sumber secara manual, sehingga keputusan strategis seperti perpanjangan atau penghentian kerja sama dapat diambil lebih cepat.
4. Manajemen Risiko dan Compliance
Fitur ini membantu perusahaan memantau tingkat risiko setiap vendor berdasarkan berbagai indikator, seperti stabilitas finansial, kepatuhan terhadap regulasi, hingga riwayat sengketa sebelumnya. Sistem biasanya memberikan skor risiko otomatis dan notifikasi peringatan dini apabila ada vendor yang menunjukkan tanda-tanda penurunan performa atau potensi pelanggaran compliance.
5. Otomasi Invoice dan Pembayaran
Melalui fitur ini, invoice yang masuk dari vendor akan dicocokkan secara otomatis dengan purchase order dan bukti penerimaan barang atau jasa, sehingga proses verifikasi tidak lagi memerlukan pengecekan manual satu per satu. Otomasi ini juga membantu mendeteksi anomali seperti duplikasi invoice atau ketidaksesuaian jumlah tagihan sebelum pembayaran diproses.
6. Pelaporan dan Analitik
Fitur pelaporan mengumpulkan seluruh data dari modul lain menjadi laporan yang dapat disesuaikan sesuai kebutuhan, baik untuk kebutuhan procurement, finance, maupun manajemen puncak. Analitik yang disediakan biasanya mencakup tren pengeluaran per vendor, proyeksi biaya, hingga rekomendasi konsolidasi vendor berdasarkan volume transaksi historis.
7. Integrasi dengan Sistem Lain
Vendor Management System yang baik umumnya dapat terintegrasi dengan sistem ERP, akuntansi, maupun procurement yang sudah digunakan perusahaan, sehingga data vendor dapat mengalir secara otomatis tanpa perlu input ulang di berbagai platform. Integrasi ini penting untuk menghindari silo data dan memastikan seluruh tim bekerja dengan informasi yang konsisten.
Vendor Management System vs Supplier Relationship Management (SRM) vs Procurement Software
Ketiga istilah ini sering digunakan secara tumpang tindih, padahal masing-masing memiliki fokus dan cakupan yang berbeda dalam mengelola hubungan bisnis dengan pihak eksternal. Vendor Management System lebih berfokus pada aspek administratif dan operasional dari hubungan dengan vendor, seperti onboarding, kontrak, dan evaluasi kinerja harian. Sementara itu, Supplier Relationship Management memiliki cakupan yang lebih strategis, menekankan pada kolaborasi jangka panjang dan pengembangan hubungan dengan supplier kunci untuk menciptakan nilai bersama, bukan sekadar transaksi rutin.
Di sisi lain, Procurement Software memiliki fokus yang lebih luas lagi, mencakup keseluruhan siklus pengadaan mulai dari permintaan pembelian, proses tender, hingga penerbitan purchase order, di mana pengelolaan vendor hanyalah salah satu bagian kecil dari keseluruhan proses tersebut. Ketiganya sebenarnya dapat saling melengkapi, dan banyak perusahaan besar menggunakan kombinasi dari ketiga jenis sistem ini untuk mencakup seluruh aspek pengadaan dan pengelolaan vendor secara menyeluruh.
| Aspek | Vendor Management System | Supplier Relationship Management | Procurement Software |
|---|---|---|---|
| Fokus Utama | Pengelolaan operasional vendor sehari-hari | Kolaborasi dan hubungan strategis jangka panjang | Keseluruhan siklus pengadaan barang/jasa |
| Cakupan | Onboarding, kontrak, evaluasi kinerja, pembayaran | Pengembangan supplier, inovasi bersama, manajemen risiko strategis | Permintaan pembelian, tender, purchase order, hingga penerimaan barang |
| Orientasi | Transaksional dan administratif | Strategis dan relasional | Proses end-to-end pengadaan |
| Pengguna Utama | Tim procurement dan finance | Tim manajemen dan procurement senior | Seluruh departemen yang terlibat dalam pengadaan |
| Contoh Penggunaan | Memantau kepatuhan kontrak vendor kecil-menengah | Membangun kemitraan jangka panjang dengan supplier strategis | Mengelola proses tender hingga pembayaran end-to-end |
Cara Memilih Vendor Management System yang Tepat
Memilih Vendor Management System yang tepat tidak bisa dilakukan secara sembarangan, mengingat setiap perusahaan memiliki skala operasional, jumlah vendor, dan kompleksitas proses yang berbeda-beda. Berikut beberapa kriteria yang perlu dipertimbangkan sebelum menjatuhkan pilihan:
- Skema harga yang transparan
Bandingkan model biaya, baik berbasis langganan maupun jumlah vendor yang dikelola, untuk memastikan sesuai dengan anggaran dan proyeksi pertumbuhan bisnis. - Kesesuaian dengan skala bisnis
Pastikan sistem dapat menampung jumlah vendor saat ini sekaligus fleksibel untuk pertumbuhan bisnis di masa depan, tanpa perlu migrasi sistem dalam waktu dekat. - Kemudahan integrasi
Pilih VMS yang dapat terhubung dengan sistem ERP, akuntansi, atau procurement yang sudah digunakan perusahaan, agar data tidak perlu diinput ulang secara manual di berbagai platform. - Kelengkapan fitur inti
Pastikan sistem mencakup fitur-fitur penting seperti manajemen kontrak, evaluasi kinerja, dan otomasi invoice, bukan hanya sekadar database vendor sederhana. - User experience yang intuitif
Sistem yang rumit justru akan memperlambat adopsi oleh tim internal maupun vendor, sehingga kemudahan penggunaan menjadi pertimbangan penting. - Keamanan data
Pastikan penyedia VMS memiliki standar keamanan yang memadai, mengingat sistem ini menyimpan data sensitif seperti kontrak dan informasi finansial vendor. - Dukungan layanan dan implementasi
Pertimbangkan ketersediaan tim support serta proses onboarding yang ditawarkan vendor penyedia sistem, terutama untuk perusahaan yang baru pertama kali beralih dari proses manual.
Contoh Vendor Management System Populer
Beragam penyedia VMS hadir dengan keunggulan yang berbeda-beda, mulai dari fokus pada enterprise besar hingga solusi yang lebih ringan untuk kebutuhan spesifik. Berikut beberapa contoh yang banyak digunakan perusahaan saat ini:
SAP Ariba
SAP Ariba merupakan platform Source-to-Pay yang menggabungkan kekuatan ERP SAP dengan keahlian Ariba di bidang supply chain, menawarkan solusi vendor management yang sangat scalable. Platform ini fokus pada fungsionalitas Source-to-Pay dan menyediakan berbagai tools untuk vendor management, strategic sourcing, procurement, hingga financial supply chain, sehingga cocok untuk perusahaan yang menginginkan solusi all-in-one dengan kapabilitas jaringan B2B yang luas.
Oracle Procurement Cloud
Oracle Procurement Cloud mencakup keseluruhan proses source-to-settle melalui koneksi native ke Oracle Fusion Applications, memastikan data finansial, catatan supplier, dan alur approval tetap sinkron di seluruh bisnis tanpa perlu integrasi khusus. Solusi ini paling sesuai untuk perusahaan yang sudah menggunakan ekosistem Oracle dan ingin memperluas investasi ERP mereka ke procurement dan vendor management.

Vendor Management System yang Solid untuk Operasional Bisnis yang Lebih Terukur
Memahami dan merancang Vendor Management System yang solid adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari onboarding vendor, manajemen kontrak, hingga evaluasi kinerja secara berkelanjutan, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas pengelolaan vendor modern, perusahaan dapat mendeteksi potensi risiko vendor lebih awal sebelum berkembang menjadi krisis, meningkatkan akurasi data kontrak dan pembayaran secara real-time, serta memastikan setiap interaksi dengan vendor dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti koordinasi manual yang rentan kesalahan, ketidaksesuaian data antar divisi, hingga lambatnya respons terhadap masalah vendor akan terus menghambat kemampuan bisnis dalam mengelola hubungan vendor secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One dan SAP S/4HANA untuk mengelola vendor secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika pasar yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun Vendor Management System yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.

Rework Order: Pengertian, Proses, dan Cara Mengelolanya dengan ERP
Rework Order menjadi dokumen acuan ketika sebuah produk atau komponen hasil produksi belum memenuhi standar kualitas namun masih layak diperbaiki tanpa harus dibuang sebagai scrap. Alih-alih menghentikan proses atau membuat ulang dari awal, tim produksi dapat merujuk pada dokumen ini untuk mengetahui langkah perbaikan yang perlu dilakukan, material tambahan yang dibutuhkan, hingga pihak yang bertanggung jawab menyelesaikannya. Penggunaannya cukup umum di lini manufaktur yang menuntut efisiensi tinggi, terutama pada industri dengan toleransi kualitas yang ketat seperti otomotif, elektronik, dan farmasi.
- Apa Itu Rework Order?
- Manfaat Menggunakan Rework Order
- Kapan Rework Order Digunakan?
- Bagaimana Proses Rework Order?
- Komponen dan Informasi Penting dalam Rework Order
- Perbedaan Rework Order, Work Order, Repair Order, dan Scrap Order
- Cara Mengurangi Jumlah Rework Order
- Bagaimana ERP Membantu Mengelola Rework Order?
- Rework Order dan Peran ERP dalam Meminimalkan Dampaknya
Apa Itu Rework Order?
Rework Order adalah dokumen kerja yang diterbitkan untuk mengarahkan proses perbaikan terhadap produk, komponen, atau barang setengah jadi yang tidak memenuhi spesifikasi kualitas, namun masih dapat diperbaiki tanpa perlu dibuat ulang dari nol. Dokumen ini memuat instruksi teknis mengenai apa yang harus dikerjakan ulang, material atau suku cadang pengganti yang dibutuhkan, estimasi waktu pengerjaan, serta pihak yang bertanggung jawab menjalankan proses perbaikan tersebut.
Berbeda dengan work order biasa yang dibuat untuk memulai produksi baru, rework order muncul sebagai respons atas hasil inspeksi kualitas yang menunjukkan adanya ketidaksesuaian (non-conformance) pada produk. Statusnya berada di antara produk yang lolos QC dan produk yang harus di-scrap sepenuhnya, sebuah jalur tengah yang memungkinkan perusahaan tetap menyelamatkan nilai dari barang yang sudah terlanjur diproses.
Mengapa Rework Order Dibutuhkan?
Kebutuhan akan rework order muncul dari kenyataan bahwa tidak semua produk cacat harus berakhir sebagai kerugian total. Dari sisi efisiensi biaya produksi, membuang produk yang sebenarnya masih bisa diperbaiki berarti membuang bahan baku, waktu tenaga kerja, dan energi yang sudah terlanjur terpakai, sementara rework order memungkinkan sebagian nilai tersebut tetap diselamatkan. Dokumen ini juga membantu menjaga standar kualitas tanpa menghentikan lini produksi, karena perbaikan dapat dijalankan melalui jalur tersendiri sementara proses produksi utama tetap berjalan normal.
Selain itu, rework order berperan penting dalam kepatuhan terhadap standar dan regulasi, terutama di industri seperti otomotif, elektronik, atau farmasi, di mana produk yang tidak memenuhi spesifikasi tidak boleh langsung didistribusikan. Dokumen ini juga memberikan transparansi dan jejak audit (traceability), karena setiap proses rework yang tercatat menunjukkan apa yang salah, siapa yang menanganinya, dan bagaimana perbaikan dilakukan, informasi yang berguna untuk analisis akar masalah dan mencegah kesalahan serupa terulang.
Manfaat Menggunakan Rework Order
Penerapan rework order secara konsisten memberikan sejumlah manfaat nyata bagi operasional manufaktur, baik dari sisi finansial, kualitas produk, maupun kelangsungan proses produksi secara keseluruhan. Berikut beberapa manfaat utama yang bisa dirasakan perusahaan ketika mekanisme ini dijalankan dengan baik.
- Mengurangi Kerugian Material dan Biaya Produksi
Dengan memperbaiki produk yang tidak sesuai spesifikasi alih-alih langsung membuangnya sebagai scrap, perusahaan dapat menekan kerugian dari bahan baku, tenaga kerja, dan waktu produksi yang sudah terpakai. Nilai yang sudah diinvestasikan pada proses sebelumnya tetap bisa diselamatkan melalui perbaikan yang terarah. - Menjaga Kelangsungan Lini Produksi
Rework order memungkinkan penanganan produk cacat dilakukan melalui jalur tersendiri tanpa harus menghentikan proses produksi utama. Hal ini membantu menjaga output produksi tetap stabil meskipun ada produk yang memerlukan perbaikan tambahan. - Mendukung Kepatuhan terhadap Standar Kualitas
Bagi industri dengan regulasi ketat seperti otomotif, elektronik, atau farmasi, rework order menjadi bagian dari sistem kontrol kualitas yang terdokumentasi. Ini membantu perusahaan memastikan produk yang akhirnya didistribusikan benar-benar memenuhi standar yang berlaku. - Meningkatkan Traceability dan Analisis Akar Masalah
Setiap rework order yang tercatat memberikan jejak yang jelas mengenai jenis ketidaksesuaian, penyebabnya, dan langkah perbaikan yang diambil. Data ini menjadi bahan evaluasi berharga untuk mengidentifikasi akar masalah dan mencegah kesalahan produksi yang berulang. - Meningkatkan Kepuasan Pelanggan
Dengan memastikan hanya produk yang telah memenuhi standar kualitas yang dikirimkan ke pelanggan, rework order secara tidak langsung turut menjaga reputasi dan tingkat kepercayaan pelanggan terhadap konsistensi kualitas produk perusahaan.
Kapan Rework Order Digunakan?
Rework order umumnya diterbitkan setelah proses inspeksi kualitas (quality inspection) menemukan adanya ketidaksesuaian pada produk atau komponen, baik pada tahap produksi berjalan maupun setelah produk selesai diproduksi. Ketidaksesuaian ini bisa berupa cacat dimensi, seperti ukuran atau toleransi yang tidak sesuai spesifikasi teknis, cacat permukaan atau tampilan, seperti goresan, penyok, atau warna yang tidak seragam, maupun kesalahan perakitan (assembly error), di mana komponen terpasang tidak sesuai urutan atau posisi yang seharusnya.
Selain dari hasil inspeksi internal, rework order juga bisa muncul akibat klaim atau pengembalian dari pelanggan (customer return), ketika produk yang sudah dikirim ternyata bermasalah namun masih layak diperbaiki daripada diganti sepenuhnya. Situasi lain yang umum terjadi adalah perubahan spesifikasi di tengah proses produksi, misalnya karena revisi desain atau permintaan khusus dari pelanggan, sehingga produk yang sudah setengah jadi perlu disesuaikan ulang agar sesuai dengan spesifikasi terbaru.
Dalam beberapa kasus, rework order juga diterbitkan sebagai tindakan pencegahan, yakni ketika ditemukan potensi masalah pada batch produksi yang lebih luas, sehingga perusahaan memilih untuk memperbaiki lebih dulu sebelum produk berlanjut ke tahap berikutnya atau dikirim ke pelanggan.
Bagaimana Proses Rework Order?
Proses rework order umumnya berjalan melalui beberapa tahapan yang saling berurutan, mulai dari identifikasi masalah hingga verifikasi akhir sebelum produk dinyatakan layak lanjut ke tahap berikutnya. Berikut penjelasan detail setiap tahapannya.
1. Identifikasi dan Inspeksi Ketidaksesuaian
Tahap ini dimulai ketika tim quality control (QC) menemukan produk atau komponen yang tidak memenuhi spesifikasi selama proses inspeksi, baik itu inspeksi in-process, inspeksi akhir, maupun dari laporan customer return. Pada tahap ini, tim QC mencatat jenis ketidaksesuaian secara spesifik, apakah berupa cacat dimensi, cacat permukaan, kesalahan perakitan, atau penyebab lainnya, beserta jumlah unit yang terdampak. Dokumentasi awal ini menjadi dasar untuk menentukan apakah produk tersebut masih layak diperbaiki atau harus langsung di-scrap.
2. Evaluasi dan Keputusan Rework
Setelah ketidaksesuaian teridentifikasi, tim terkait, biasanya melibatkan QC, engineering, dan production planning, melakukan evaluasi untuk memutuskan apakah produk tersebut memenuhi kriteria untuk dirework. Evaluasi ini mempertimbangkan tingkat keparahan cacat, biaya perbaikan dibandingkan nilai produk, ketersediaan material pengganti, serta waktu yang dibutuhkan. Jika hasil evaluasi menunjukkan bahwa rework lebih menguntungkan dibanding scrap, maka rework order resmi diterbitkan.
3. Penerbitan Dokumen Rework Order
Pada tahap ini, dokumen rework order dibuat secara resmi dan memuat seluruh informasi teknis yang diperlukan, seperti nomor referensi produk atau batch, jenis ketidaksesuaian, instruksi perbaikan yang harus dilakukan, material atau suku cadang pengganti yang dibutuhkan, serta estimasi waktu pengerjaan. Dokumen ini kemudian didistribusikan ke pihak yang bertanggung jawab menjalankan proses perbaikan, baik itu operator produksi, tim maintenance, maupun pihak eksternal jika diperlukan.
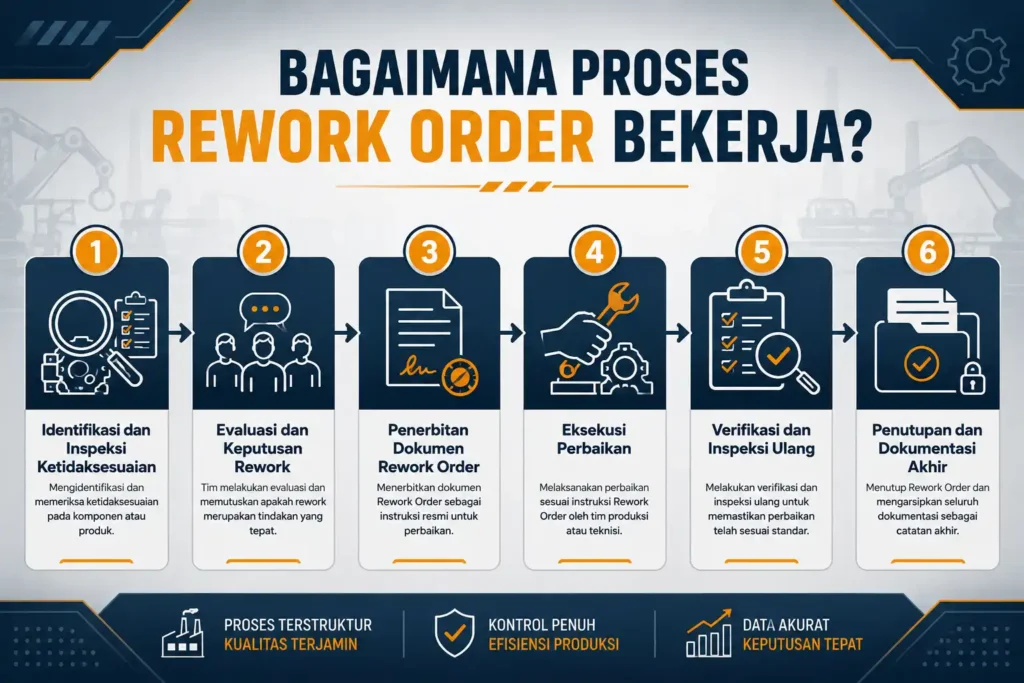
4. Eksekusi Perbaikan
Setelah rework order diterima, tim yang ditugaskan melaksanakan perbaikan sesuai instruksi yang tercantum dalam dokumen. Proses ini bisa berupa penyesuaian ulang dimensi, penggantian komponen yang cacat, perbaikan permukaan, atau pengulangan sebagian proses assembly. Setiap langkah pengerjaan idealnya dicatat secara real-time agar mudah dilacak jika terjadi kendala di kemudian hari.
5. Verifikasi dan Inspeksi Ulang
Setelah proses rework selesai dilakukan, produk harus melalui inspeksi ulang untuk memastikan hasil perbaikan benar-benar memenuhi spesifikasi yang ditetapkan. Tahap ini penting untuk mencegah produk yang masih bermasalah lolos ke tahap berikutnya. Jika hasil rework belum memenuhi standar, produk dapat dikembalikan lagi ke proses rework atau, jika sudah tidak memungkinkan, dialihkan menjadi scrap.
6. Penutupan dan Dokumentasi Akhir
Setelah produk lolos inspeksi ulang, rework order dinyatakan selesai dan ditutup secara resmi. Seluruh data terkait proses rework, mulai dari penyebab, tindakan perbaikan, waktu yang dibutuhkan, hingga biaya yang timbul, disimpan sebagai bagian dari riwayat produksi. Data ini penting untuk analisis akar masalah dan menjadi referensi apabila terjadi ketidaksesuaian serupa di masa mendatang.
Baca juga: Production Order: Pengertian, Fungsi, dan Cara Kerjanya dalam Manufaktur
Komponen dan Informasi Penting dalam Rework Order
Agar proses perbaikan dapat berjalan efektif, terlacak dengan baik, dan menghasilkan keputusan yang konsisten antara satu kasus dengan kasus lainnya, sebuah rework order tidak bisa hanya berisi catatan singkat tentang produk yang bermasalah. Dokumen ini perlu disusun secara terstruktur agar setiap pihak yang terlibat, mulai dari tim QC, engineering, operator produksi, hingga manajemen, memiliki pemahaman yang sama mengenai apa yang harus dikerjakan, material apa yang dibutuhkan, dan bagaimana hasil akhirnya akan diukur. Kelengkapan informasi ini juga berperan penting dalam membangun jejak audit yang dapat ditelusuri kembali apabila di kemudian hari ditemukan masalah serupa pada produk sejenis. Berikut poin-poin utama yang biasanya tercantum dalam sebuah rework order.
- Status dan Hasil Verifikasi
Bagian ini mencatat status terkini dari proses rework, mulai dari sedang dikerjakan hingga selesai dan lolos inspeksi ulang. Hasil verifikasi ini menjadi penentu apakah produk dapat dilanjutkan ke tahap berikutnya. - Nomor Referensi Dokumen
Setiap rework order memiliki nomor unik yang menghubungkannya dengan work order atau batch produksi asal. Nomor ini memudahkan pelacakan riwayat produk sepanjang proses produksi. - Deskripsi Produk dan Jumlah Unit Terdampak
Informasi ini mencakup nama, kode, atau spesifikasi produk yang mengalami ketidaksesuaian beserta jumlah unit yang perlu dirework. Detail ini membantu tim menentukan skala pengerjaan yang diperlukan. - Jenis dan Penyebab Ketidaksesuaian
Bagian ini menjelaskan secara spesifik cacat yang ditemukan, seperti cacat dimensi, permukaan, atau kesalahan perakitan. Mencatat penyebabnya juga penting sebagai dasar analisis akar masalah di kemudian hari. - Instruksi Perbaikan
Komponen ini berisi langkah-langkah teknis yang harus dilakukan untuk memperbaiki produk agar sesuai spesifikasi. Instruksi ini biasanya disusun oleh tim engineering agar hasil rework konsisten dan terstandarisasi. - Material dan Suku Cadang Pengganti
Jika perbaikan membutuhkan komponen tambahan, rework order harus mencantumkan jenis dan jumlah material yang diperlukan. Hal ini memastikan ketersediaan stok sebelum proses rework dimulai. - Pihak yang Bertanggung Jawab
Dokumen ini mencantumkan siapa yang akan mengeksekusi perbaikan, baik operator internal, tim maintenance, maupun pihak eksternal. Kejelasan ini penting untuk memastikan akuntabilitas selama proses berlangsung. - Estimasi Waktu dan Biaya
Setiap rework order idealnya mencantumkan perkiraan waktu pengerjaan serta biaya yang timbul dari proses perbaikan. Informasi ini membantu perusahaan mengevaluasi efisiensi antara rework dan opsi lain seperti scrap.
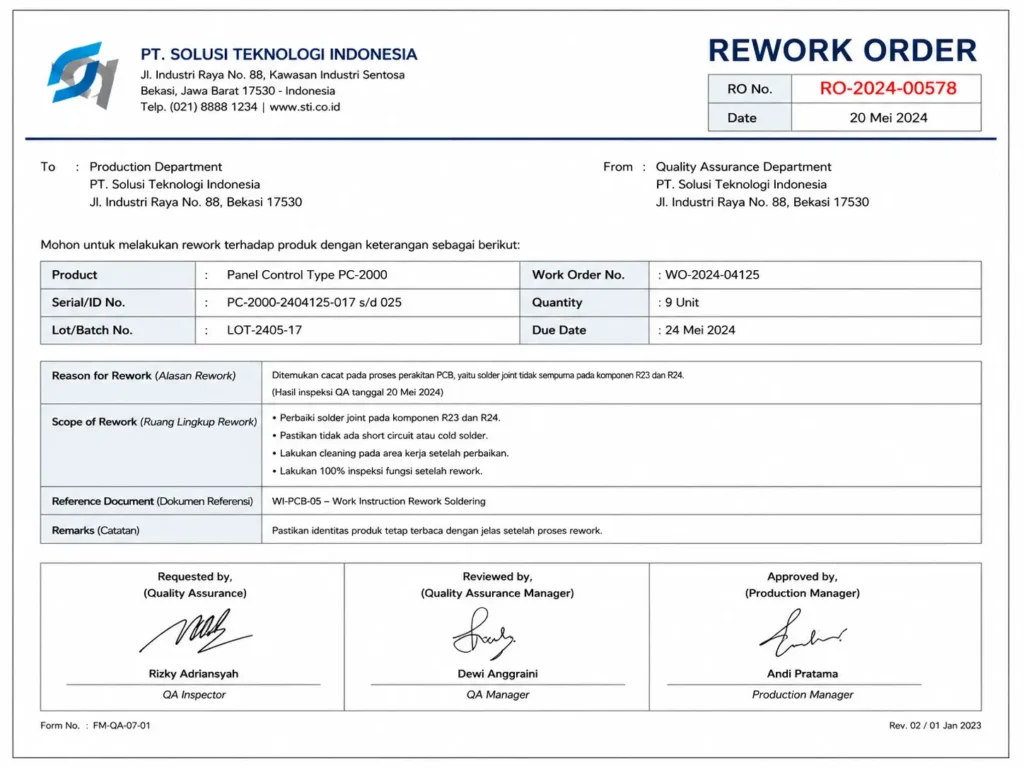
Contoh Rework Order di Industri Manufaktur
Untuk memberikan gambaran lebih konkret, berikut ilustrasi sederhana bagaimana sebuah rework order biasanya disusun di lapangan. Pada contoh ini, sebuah komponen braket dudukan motor terindikasi memiliki cacat dimensi pada lubang baut akibat keausan alat produksi, sehingga diterbitkan rework order dengan instruksi perbaikan yang jelas, mulai dari langkah pengerjaan ulang, pihak yang bertanggung jawab, hingga estimasi waktu yang dibutuhkan sebelum produk kembali melalui proses verifikasi.
Perbedaan Rework Order, Work Order, Repair Order, dan Scrap Order
Dalam praktiknya, keempat istilah ini sering tertukar karena sama-sama berkaitan dengan proses produksi dan penanganan produk, padahal masing-masing memiliki fungsi dan konteks penggunaan yang berbeda. Work order diterbitkan untuk memulai proses produksi baru dari awal, sementara rework order khusus diterbitkan untuk memperbaiki produk yang sudah melalui proses produksi namun tidak memenuhi spesifikasi.
Repair order memiliki kemiripan dengan rework order, namun umumnya digunakan pada konteks perbaikan produk yang sudah berada di tangan pelanggan atau sudah terpasang di lapangan, bukan produk yang masih dalam tahap produksi internal. Scrap order, di sisi lain, diterbitkan ketika produk dinyatakan tidak layak diperbaiki sama sekali dan harus dikeluarkan dari proses produksi sebagai kerugian.
| Aspek | Work Order | Rework Order | Repair Order | Scrap Order |
|---|---|---|---|---|
| Tujuan utama | Memulai proses produksi baru | Memperbaiki produk yang tidak sesuai spesifikasi | Memperbaiki produk yang sudah terpasang atau di tangan pelanggan | Mencatat dan mengeluarkan produk yang tidak layak digunakan |
| Waktu penerbitan | Sebelum proses produksi dimulai | Setelah inspeksi menemukan ketidaksesuaian | Setelah produk digunakan atau terpasang di lapangan | Setelah dipastikan produk tidak dapat diperbaiki |
| Objek yang ditangani | Bahan baku menjadi produk jadi | Produk atau komponen hasil produksi yang cacat | Produk jadi yang sudah beroperasi atau terjual | Produk atau material yang gagal total |
| Pihak yang biasa menangani | Tim produksi | Tim produksi, QC, dan engineering | Tim layanan purna jual atau teknisi lapangan | Tim QC dan gudang |
| Dampak terhadap nilai produk | Menciptakan nilai baru | Menyelamatkan sebagian nilai produk | Mengembalikan fungsi produk yang sudah terjual | Nilai produk dianggap hilang sepenuhnya |
Cara Mengurangi Jumlah Rework Order
Meskipun rework order berfungsi sebagai solusi ketika produk sudah terlanjur cacat, langkah yang lebih ideal tentu mencegah ketidaksesuaian tersebut terjadi sejak awal. Berikut beberapa cara yang bisa diterapkan untuk menekan jumlah rework order dalam proses produksi.
- Perkuat Inspeksi di Setiap Tahap Produksi (In-Process Inspection)
Menunggu hingga produk selesai sepenuhnya untuk melakukan inspeksi seringkali membuat ketidaksesuaian baru terdeteksi setelah banyak unit terdampak. Dengan menerapkan inspeksi bertahap di setiap titik kritis proses produksi, masalah dapat terdeteksi lebih awal sebelum berkembang menjadi cacat yang lebih besar dan sulit diperbaiki. - Lakukan Perawatan Mesin dan Peralatan Secara Rutin
Banyak ketidaksesuaian produk yang sebenarnya berasal dari kondisi mesin atau alat produksi yang sudah tidak optimal, seperti mata bor yang tumpul atau kalibrasi yang bergeser. Program preventive maintenance yang terjadwal membantu menjaga performa mesin tetap konsisten, sehingga risiko cacat produksi akibat faktor peralatan dapat ditekan. - Standarisasi Instruksi Kerja dan Pelatihan Operator
Ketidaksesuaian yang disebabkan oleh kesalahan manusia sering muncul akibat instruksi kerja yang tidak jelas atau operator yang belum sepenuhnya memahami standar yang berlaku. Dengan menyediakan instruksi kerja yang terstandarisasi serta pelatihan berkala, konsistensi hasil produksi antar operator maupun antar shift dapat lebih terjaga. - Terapkan Statistical Process Control (SPC)
Pemantauan proses produksi secara statistik memungkinkan tim mendeteksi tren penyimpangan sebelum produk benar-benar keluar dari batas toleransi yang ditetapkan. Dengan SPC, perusahaan dapat mengambil tindakan korektif lebih cepat, jauh sebelum ketidaksesuaian tersebut berkembang menjadi masalah yang memerlukan rework. - Evaluasi Kualitas Material dari Supplier
Ketidaksesuaian produk tidak selalu berasal dari proses produksi internal, tetapi bisa juga berasal dari kualitas bahan baku yang tidak konsisten. Melakukan seleksi dan evaluasi supplier secara berkala membantu memastikan material yang masuk ke lini produksi sudah memenuhi standar sejak awal. - Manfaatkan Data Historis Rework untuk Analisis Akar Masalah
Setiap rework order yang pernah tercatat sebenarnya menyimpan informasi berharga tentang pola ketidaksesuaian yang berulang. Dengan menganalisis data historis ini secara berkala, perusahaan dapat mengidentifikasi akar masalah yang sifatnya sistemik dan mengambil tindakan pencegahan yang lebih tepat sasaran.
Bagaimana ERP Membantu Mengelola Rework Order?
Mengelola rework order secara manual melalui catatan terpisah atau spreadsheet sering menimbulkan risiko keterlambatan informasi, terutama ketika perusahaan menangani volume produksi yang besar dengan banyak varian produk. Software manufaktur berbasis ERP hadir untuk mengintegrasikan seluruh proses rework ke dalam satu platform yang saling terhubung dengan modul produksi, inventori, dan quality control.
- Integrasi Otomatis dengan Work Order dan Inventori
Ketika ketidaksesuaian terdeteksi, sistem ERP dapat langsung menghubungkan rework order dengan work order asal serta memperbarui status stok material secara real-time. Tim tidak perlu lagi mencocokkan data secara manual antara dokumen produksi dan ketersediaan bahan baku pengganti, karena semuanya sudah tercatat dalam satu sistem yang sama. - Pelacakan Status dan Riwayat Rework secara Real-Time
Setiap tahapan proses rework, mulai dari identifikasi hingga verifikasi akhir, dapat dipantau secara langsung melalui dashboard software manufaktur. Hal ini memudahkan tim produksi maupun manajemen untuk mengetahui posisi setiap rework order tanpa harus menunggu laporan manual dari lapangan. - Analisis Data untuk Mengidentifikasi Pola Ketidaksesuaian
Dengan seluruh data rework tersimpan secara terstruktur, ERP memungkinkan perusahaan melakukan analisis mendalam terhadap pola cacat yang sering terjadi, baik berdasarkan jenis produk, lini produksi, maupun periode waktu tertentu. Informasi ini menjadi dasar pengambilan keputusan untuk perbaikan proses secara berkelanjutan. - Perhitungan Biaya Rework yang Lebih Akurat
Sistem ERP dapat menghitung secara otomatis biaya yang timbul dari setiap proses rework, mulai dari material pengganti, jam kerja, hingga waktu produksi yang tertunda. Perhitungan ini membantu perusahaan mengevaluasi apakah kebijakan rework yang diterapkan masih efisien secara jangka panjang. - Mendukung Kepatuhan dan Dokumentasi Audit
Karena setiap rework order tercatat secara digital dengan jejak yang lengkap, software manufaktur ERP membantu perusahaan memenuhi kebutuhan dokumentasi audit, terutama pada industri yang tunduk pada standar kualitas dan regulasi ketat. Data ini juga dapat diakses kembali kapan saja tanpa risiko kehilangan dokumen fisik.
Penerapan software manufaktur seperti SAP Business One maupun SAP S/4HANA memungkinkan perusahaan mengelola seluruh siklus rework order ini secara terintegrasi, sekaligus terhubung dengan modul produksi dan inventori lainnya untuk mendukung efisiensi operasional secara keseluruhan.
Rework Order dan Peran ERP dalam Meminimalkan Dampaknya
Memahami mekanisme Rework Order yang tepat adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari identifikasi ketidaksesuaian hingga verifikasi hasil akhir, berjalan akurat, terkoordinasi, dan terdokumentasi secara konsisten dalam operasional produksi sehari-hari. Dengan dukungan software ERP, perusahaan dapat mendeteksi ketidaksesuaian lebih awal sebelum berkembang menjadi kerugian besar, meningkatkan akurasi data material dan biaya rework secara real-time, serta melacak setiap aktivitas perbaikan secara transparan untuk keperluan audit maupun pengambilan keputusan.
Tanpa sistem yang terintegrasi, koordinasi manual yang rentan kesalahan dan lambatnya respons terhadap produk bermasalah akan terus menghambat efektivitas pengelolaan Rework Order. Karena itu, semakin banyak perusahaan mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola proses rework secara lebih terpusat dan berbasis data real-time.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun proses Rework Order yang lebih efisien dan siap menghadapi tantangan operasional jangka panjang.
FAQ

Work Order: Pengertian, Contoh Format, dan Cara Membuatnya
Work Order menjadi dokumen kunci yang menentukan apakah sebuah pekerjaan berjalan sesuai rencana atau justru berantakan di tengah jalan. Di lini produksi, tim maintenance, hingga proyek konstruksi, dokumen ini menjembatani instruksi kerja dengan eksekusi di lapangan, memastikan setiap orang yang terlibat tahu persis apa yang harus dikerjakan, kapan, dan dengan sumber daya apa.
Sayangnya, masih banyak perusahaan yang mengelola Work Order secara manual atau tidak terstruktur, sehingga informasi penting sering tercecer dan pekerjaan jadi sulit dilacak progresnya.
Apa Itu Work Order?
Work Order adalah dokumen resmi yang berisi instruksi kerja terperinci untuk melaksanakan suatu tugas, mulai dari perbaikan mesin, pemeliharaan rutin, hingga proses produksi tertentu. Dokumen ini biasanya mencakup informasi seperti jenis pekerjaan yang harus dilakukan, siapa yang bertanggung jawab mengerjakannya, target waktu penyelesaian, serta sumber daya (material, alat, tenaga kerja) yang dibutuhkan.
Dalam praktiknya, Work Order berfungsi sebagai jembatan komunikasi antara pihak yang meminta pekerjaan (misalnya manajer produksi atau supervisor) dengan pihak yang mengeksekusi pekerjaan tersebut (teknisi, operator, atau tim lapangan). Tanpa Work Order yang jelas, risiko kesalahpahaman instruksi, keterlambatan, atau bahkan kesalahan kerja menjadi jauh lebih besar.
Work Order juga berperan sebagai dokumentasi historis. Setiap Work Order yang telah selesai dikerjakan dapat dijadikan referensi untuk audit, evaluasi kinerja, atau analisis biaya operasional di masa mendatang.
Apa Tujuan Work Order?
Di balik setiap Work Order yang diterbitkan, terdapat sejumlah maksud yang ingin dicapai perusahaan, bukan sekadar mencatat pekerjaan apa yang perlu dilakukan, tetapi juga memastikan proses tersebut berjalan terarah dan dapat dipertanggungjawabkan. Berikut beberapa tujuan utama penerbitan Work Order:
- Memastikan kejelasan instruksi kerja. Setiap tugas yang tercantum dalam Work Order dijelaskan secara spesifik, sehingga tim eksekusi tidak perlu menerka-nerka apa yang harus dikerjakan.
- Mengoptimalkan alokasi sumber daya. Dengan mencantumkan kebutuhan material, alat, dan tenaga kerja sejak awal, perusahaan dapat merencanakan penggunaan sumber daya secara lebih efisien dan menghindari pemborosan.
- Menjaga akuntabilitas. Karena setiap Work Order mencatat siapa yang bertanggung jawab dan target waktu penyelesaian, proses pelacakan kinerja tim menjadi lebih mudah dilakukan.
- Mendukung pengambilan keputusan berbasis data. Riwayat Work Order yang terdokumentasi dapat dianalisis untuk mengidentifikasi pola masalah berulang, durasi pengerjaan rata-rata, atau efisiensi tim dari waktu ke waktu.
- Meminimalkan risiko downtime. Khususnya dalam konteks maintenance, Work Order membantu memastikan perbaikan atau pemeliharaan dilakukan tepat waktu sebelum kerusakan berdampak lebih luas pada operasional.
Dengan tujuan-tujuan tersebut, Work Order tidak hanya berfungsi sebagai instruksi teknis, tetapi juga sebagai alat kontrol manajerial yang membantu perusahaan menjaga konsistensi kualitas kerja.
Mengapa Work Order Penting bagi Perusahaan?
Ketika sebuah perusahaan mengelola banyak pekerjaan sekaligus, baik itu perbaikan mesin, proses produksi, maupun pemeliharaan fasilitas, koordinasi menjadi tantangan tersendiri. Tanpa Work Order yang terstruktur, perusahaan rentan mengalami miskomunikasi antar tim, di mana instruksi yang disampaikan secara lisan atau tidak terdokumentasi berpotensi disalahpahami, terlewat, atau bahkan terlupakan begitu saja. Hal ini pada akhirnya dapat memicu keterlambatan kerja, kesalahan eksekusi, hingga pemborosan sumber daya yang seharusnya bisa dihindari.
Di sisi lain, Work Order membantu perusahaan menjaga transparansi proses kerja. Setiap tahapan pekerjaan, mulai dari permintaan, persetujuan, eksekusi, hingga penyelesaian, tercatat secara sistematis, sehingga memudahkan manajemen memantau progres secara real-time sekaligus menjadi dasar evaluasi jika terjadi kendala. Penerapan yang konsisten ini juga berkontribusi langsung terhadap efisiensi biaya operasional, karena perencanaan sumber daya yang matang sejak awal membantu menghindari pengeluaran tak terduga akibat kesalahan kerja atau penggunaan material yang tidak sesuai kebutuhan.
Terakhir, dari sisi kepatuhan dan audit, Work Order berfungsi sebagai bukti dokumentasi yang sah. Ketika perusahaan menghadapi audit internal maupun eksternal, riwayat Work Order yang lengkap dapat menjadi rujukan untuk membuktikan bahwa setiap pekerjaan telah dilaksanakan sesuai prosedur dan standar yang berlaku, menjadikan Work Order bukan sekadar formulir kerja, melainkan instrumen manajerial yang menopang akuntabilitas perusahaan dalam jangka panjang.
Komponen Work Order
Setiap Work Order yang efektif tidak lahir dari template kosong belaka, melainkan disusun dari sejumlah informasi penting yang saling melengkapi. Kelengkapan komponen ini menentukan apakah Work Order benar-benar dapat menjadi acuan kerja yang jelas, atau justru menimbulkan kebingungan di lapangan karena informasi yang kurang memadai. Berikut komponen-komponen utama yang umumnya terdapat dalam sebuah Work Order:
- Nomor Work Order
Kode unik yang berfungsi sebagai identitas setiap Work Order, memudahkan proses pelacakan, pengarsipan, dan referensi di kemudian hari. - Deskripsi Pekerjaan
Penjelasan rinci mengenai jenis pekerjaan yang harus dilakukan, termasuk lokasi, mesin, atau area yang terlibat, agar tim eksekusi memiliki gambaran jelas tanpa perlu klarifikasi tambahan. - Prioritas dan Tingkat Urgensi
Penanda seberapa mendesak pekerjaan tersebut harus diselesaikan, misalnya kategori darurat, tinggi, sedang, atau rendah, sehingga tim dapat menentukan urutan pengerjaan secara tepat. - Penanggung Jawab
Nama atau divisi yang ditugaskan untuk mengerjakan Work Order, sekaligus pihak yang menyetujui dan mengawasi jalannya pekerjaan. - Estimasi Waktu Pengerjaan
Target tanggal mulai dan selesai yang menjadi acuan dalam penjadwalan, sekaligus dasar evaluasi jika terjadi keterlambatan. - Sumber Daya yang Dibutuhkan
Daftar material, suku cadang, peralatan, atau tenaga kerja yang diperlukan untuk menyelesaikan pekerjaan sesuai standar yang ditetapkan. - Instruksi Kerja atau Prosedur
Langkah-langkah teknis yang harus diikuti selama proses pengerjaan, termasuk standar keselamatan kerja jika diperlukan. - Status Pekerjaan
Informasi mengenai tahapan Work Order saat ini, seperti belum dikerjakan, sedang berjalan, tertunda, atau selesai, yang memudahkan pemantauan progres secara real-time. - Biaya dan Anggaran
Estimasi maupun realisasi biaya yang timbul dari pengerjaan Work Order, baik dari sisi material maupun tenaga kerja, sebagai bahan evaluasi efisiensi operasional. - Catatan atau Keterangan Tambahan
Kolom khusus untuk mencatat informasi pendukung, kendala yang ditemui selama pengerjaan, atau instruksi khusus dari pihak terkait.
Kelengkapan komponen-komponen di atas akan sangat menentukan efektivitas Work Order dalam mendukung kelancaran operasional, sekaligus meminimalkan risiko kesalahan interpretasi antara pihak yang meminta dan yang mengeksekusi pekerjaan.
Jenis-Jenis Work Order
Work Order tidak selalu memiliki bentuk dan tujuan yang sama, jenisnya bervariasi tergantung pada konteks pekerjaan, industri, dan kebutuhan operasional perusahaan. Memahami jenis-jenis Work Order ini penting agar perusahaan dapat menerapkan format dan alur kerja yang paling sesuai dengan karakteristik pekerjaan yang dihadapi.
Work Order Perbaikan (Repair Work Order)
Jenis ini diterbitkan ketika terjadi kerusakan pada mesin, peralatan, atau fasilitas yang memerlukan penanganan segera. Repair Work Order biasanya bersifat reaktif, artinya diterbitkan setelah masalah terdeteksi, bukan sebagai bagian dari jadwal rutin. Kecepatan respons menjadi faktor krusial dalam jenis Work Order ini, mengingat kerusakan yang dibiarkan dapat berdampak pada downtime produksi.
Work Order Pemeliharaan Preventif (Preventive Maintenance Work Order)
Berbeda dengan Work Order perbaikan, jenis ini bersifat proaktif dan dijadwalkan secara berkala untuk mencegah kerusakan sebelum terjadi. Contohnya meliputi pelumasan mesin rutin, penggantian suku cadang sesuai siklus pakai, atau inspeksi berkala terhadap peralatan produksi. Preventive Maintenance Work Order membantu memperpanjang usia pakai aset sekaligus mengurangi risiko kerusakan mendadak.
Work Order Produksi (Production Work Order)
Digunakan dalam konteks manufaktur untuk menginstruksikan proses produksi suatu barang, mulai dari jumlah unit yang harus diproduksi, bahan baku yang digunakan, hingga standar kualitas yang harus dipenuhi. Production Work Order menjadi acuan utama bagi tim produksi dalam menjalankan proses manufaktur sesuai target dan spesifikasi yang ditetapkan.
Work Order Instalasi (Installation Work Order)
Diterbitkan ketika perusahaan perlu memasang peralatan, mesin, atau sistem baru. Jenis ini mencakup instruksi teknis terkait proses pemasangan, termasuk standar keselamatan dan konfigurasi yang harus diikuti agar instalasi berjalan sesuai spesifikasi yang telah ditentukan.
Work Order Inspeksi (Inspection Work Order)
Berfokus pada kegiatan pemeriksaan kondisi mesin, peralatan, atau fasilitas tanpa disertai tindakan perbaikan langsung. Hasil dari Inspection Work Order biasanya menjadi dasar untuk menentukan apakah diperlukan Work Order lanjutan, baik itu perbaikan maupun pemeliharaan preventif.
Work Order Darurat (Emergency Work Order)
Diterbitkan dalam situasi kritis yang memerlukan penanganan segera di luar prosedur normal, misalnya kegagalan sistem yang mengancam keselamatan kerja atau menghentikan operasional secara total. Emergency Work Order umumnya memiliki prioritas tertinggi dan melewati proses persetujuan yang lebih singkat dibandingkan jenis Work Order lainnya.
Setiap jenis Work Order di atas memiliki karakteristik dan alur persetujuan yang berbeda, sehingga penting bagi perusahaan untuk mengidentifikasi jenis yang tepat agar proses pengelolaan pekerjaan berjalan lebih terarah dan efisien.
Baca juga: Production Order: Pengertian, Fungsi, dan Cara Kerjanya dalam Manufaktur
Alur Work Order
Proses pengelolaan Work Order pada dasarnya mengikuti alur yang sistematis, dimulai dari munculnya kebutuhan hingga pekerjaan dinyatakan selesai dan terdokumentasi. Memahami alur ini membantu perusahaan memastikan setiap tahapan berjalan tanpa ada yang terlewat.
Semuanya bermula dari identifikasi kebutuhan, baik itu laporan kerusakan dari operator lapangan, hasil inspeksi rutin, maupun permintaan produksi dari divisi terkait. Pada tahap ini, pihak yang menemukan kebutuhan tersebut mengajukan permintaan kerja, yang kemudian dicatat sebagai dasar penerbitan Work Order.
Setelah permintaan diterima, proses berlanjut ke tahap peninjauan dan persetujuan. Supervisor atau manajer terkait akan mengevaluasi urgensi, kelayakan, serta ketersediaan sumber daya sebelum menyetujui penerbitan Work Order secara resmi. Pada tahap ini pula prioritas pekerjaan ditentukan, apakah termasuk kategori mendesak atau dapat dijadwalkan sesuai rencana rutin.
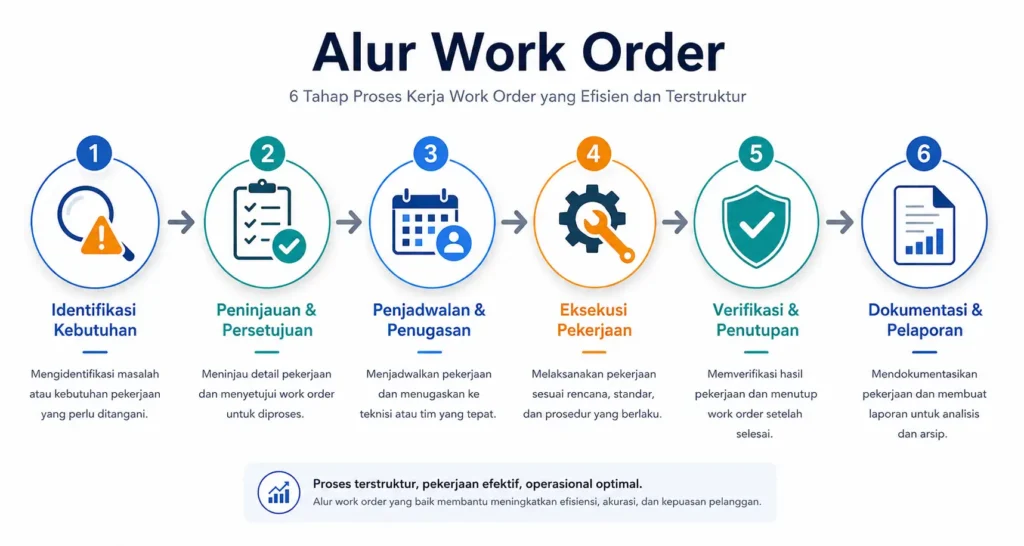
Begitu disetujui, Work Order masuk ke tahap penjadwalan dan penugasan, di mana pekerjaan dialokasikan kepada tim atau individu yang bertanggung jawab, lengkap dengan estimasi waktu pengerjaan dan sumber daya yang telah disiapkan. Penjadwalan yang tepat pada tahap ini sangat menentukan kelancaran eksekusi di lapangan.
Tahap berikutnya adalah eksekusi pekerjaan, saat tim yang ditugaskan mulai menjalankan instruksi sesuai dengan yang tercantum dalam Work Order. Selama proses ini berlangsung, status pekerjaan biasanya diperbarui secara berkala agar pihak manajemen dapat memantau progres secara real-time.
Setelah pekerjaan rampung, dilakukan verifikasi dan penutupan. Pihak yang berwenang memeriksa apakah hasil pekerjaan telah sesuai dengan standar yang ditetapkan, sebelum akhirnya Work Order dinyatakan selesai dan statusnya diubah menjadi closed.
Alur ini diakhiri dengan dokumentasi dan pelaporan, di mana seluruh riwayat Work Order, mulai dari waktu pengerjaan, biaya yang timbul, hingga kendala yang ditemui, diarsipkan sebagai bahan evaluasi dan referensi untuk pekerjaan serupa di masa mendatang.
Baca juga: Rework Order: Pengertian, Proses, dan Cara Mengelolanya dengan ERP
Contoh Format Work Order Manual vs Digital
Perbedaan mendasar antara Work Order manual dan digital terletak pada bagaimana informasi dicatat, disimpan, dan diakses oleh pihak-pihak yang terlibat. Memahami perbandingan ini penting agar perusahaan dapat mengevaluasi metode mana yang paling sesuai dengan skala dan kompleksitas operasionalnya.
Format Work Order Manual
Work Order manual umumnya berbentuk formulir kertas yang diisi tangan atau dokumen sederhana yang dicetak dari template Word atau Excel. Formulir ini biasanya memuat kolom-kolom standar seperti nomor Work Order, deskripsi pekerjaan, nama penanggung jawab, tanggal, serta kolom tanda tangan sebagai bukti persetujuan.
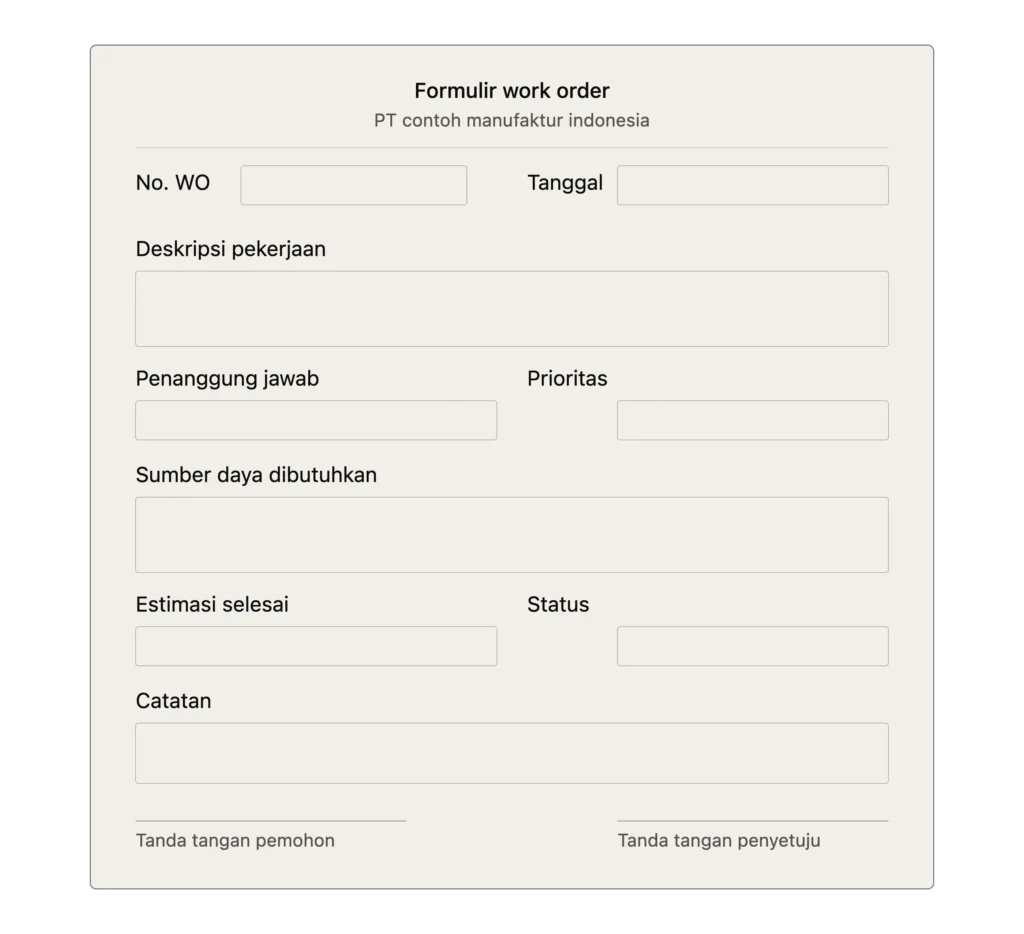
Metode ini masih banyak digunakan pada perusahaan skala kecil atau di lingkungan kerja yang belum terhubung dengan sistem digital, seperti area pabrik dengan konektivitas terbatas. Meski sederhana dan mudah diterapkan, Work Order manual memiliki keterbatasan signifikan, rawan hilang atau rusak, sulit dilacak riwayatnya, serta rentan terjadi human error saat proses pencatatan maupun rekapitulasi data.
Format Work Order Digital
Work Order digital dikelola melalui sistem terkomputerisasi, baik berupa software CMMS (Computerized Maintenance Management System), modul dalam ERP, maupun aplikasi khusus manajemen kerja. Setiap Work Order yang dibuat langsung tersimpan dalam database terpusat, lengkap dengan riwayat perubahan status, lampiran foto atau dokumen pendukung, hingga notifikasi otomatis kepada pihak terkait.
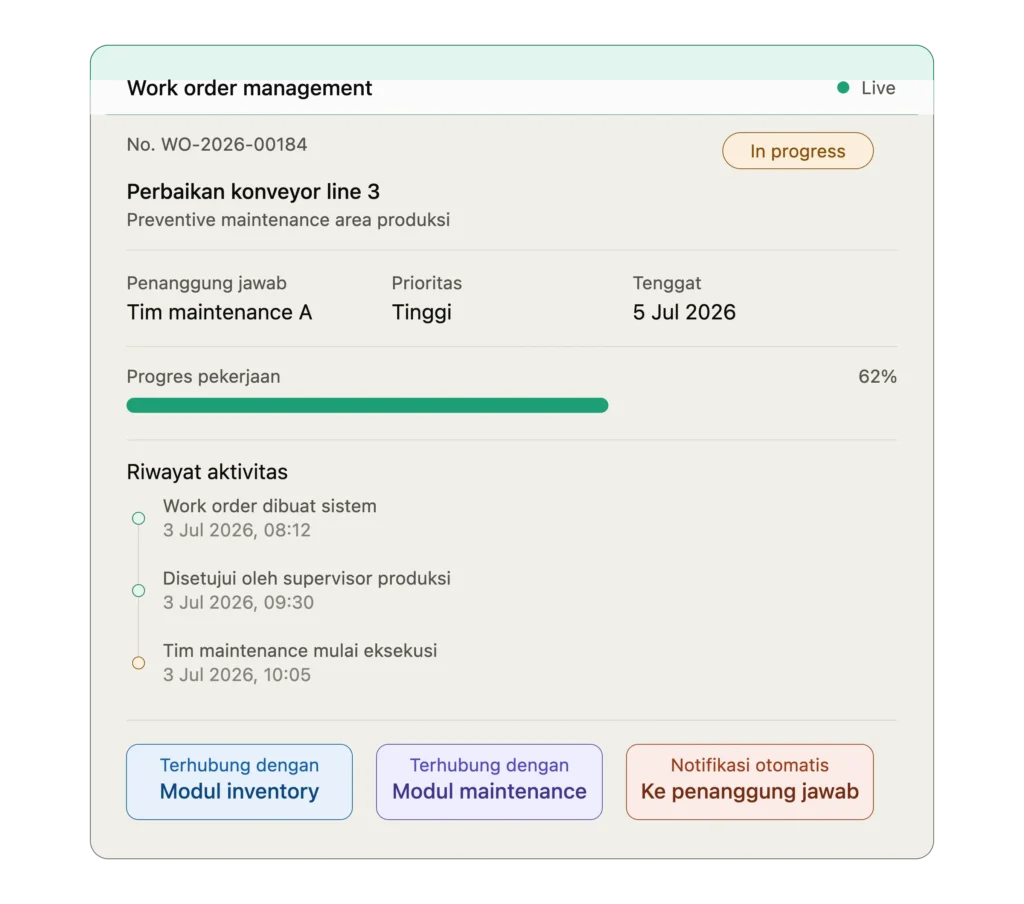
Keunggulan format ini terletak pada kemudahan pelacakan real-time, integrasi dengan modul lain seperti inventory atau maintenance, serta kemampuan analisis data yang jauh lebih baik dibandingkan metode manual. Selain itu, akses terhadap Work Order digital dapat dilakukan dari berbagai perangkat, memungkinkan koordinasi lebih cepat antara tim lapangan dan manajemen meski berada di lokasi berbeda.
Baca juga: Purchase Order (PO): Jenis, Fungsi, Komponen, dan Cara Kerjanya
Bagaimana Cara Membuat Work Order?
Meski setiap perusahaan mungkin memiliki format dan alur persetujuan yang sedikit berbeda, pada dasarnya penyusunan Work Order mengikuti kerangka langkah yang serupa, mulai dari mengenali kebutuhan hingga mendokumentasikan hasil akhirnya. Berikut tahapan-tahapan yang perlu dilalui dalam membuat Work Order.
1. Identifikasi dan Catat Kebutuhan Pekerjaan
Langkah pertama dimulai dari mengenali kebutuhan yang mendasari penerbitan Work Order, baik itu berasal dari laporan kerusakan, hasil inspeksi rutin, permintaan produksi, maupun jadwal pemeliharaan preventif yang telah ditentukan sebelumnya. Pada tahap ini, penting untuk mencatat sumber permintaan secara jelas, siapa yang mengajukan, kapan permintaan tersebut muncul, dan area atau mesin mana yang terdampak.
Kejelasan di tahap awal ini akan sangat memengaruhi akurasi Work Order yang disusun selanjutnya, karena kesalahan identifikasi kebutuhan dapat menyebabkan Work Order yang diterbitkan tidak sesuai dengan permasalahan sebenarnya di lapangan.
2. Tentukan Prioritas dan Tingkat Urgensi
Setelah kebutuhan teridentifikasi, langkah berikutnya adalah menentukan seberapa mendesak pekerjaan tersebut harus ditangani. Klasifikasi prioritas, misalnya darurat, tinggi, sedang, atau rendah, perlu ditetapkan berdasarkan dampak yang ditimbulkan jika pekerjaan tersebut tertunda. Misalnya, kerusakan mesin yang menghentikan seluruh lini produksi tentu memiliki prioritas jauh lebih tinggi dibandingkan perawatan rutin yang masih dapat dijadwalkan ulang.
Penentuan prioritas yang tepat membantu tim manajemen mengalokasikan sumber daya secara proporsional, sehingga pekerjaan-pekerjaan kritis tidak tertunda hanya karena antrean administratif.
3. Lengkapi Informasi Detail Pekerjaan
Tahap ini merupakan inti dari penyusunan Work Order, di mana seluruh komponen yang telah dibahas sebelumnya, mulai dari deskripsi pekerjaan, penanggung jawab, estimasi waktu, hingga sumber daya yang dibutuhkan, dituliskan secara lengkap dan spesifik. Hindari deskripsi yang terlalu umum atau ambigu, karena hal ini berpotensi menimbulkan kesalahpahaman saat pekerjaan dieksekusi.
Sebagai contoh, deskripsi “perbaiki mesin” jauh kurang efektif dibandingkan “ganti bearing motor konveyor line 3 yang menimbulkan suara abnormal sejak 2 Juli 2026”. Semakin spesifik informasi yang dicantumkan, semakin kecil pula ruang untuk kesalahan interpretasi oleh tim eksekusi.
4. Tentukan Penanggung Jawab dan Tim Eksekusi
Setelah detail pekerjaan lengkap, langkah selanjutnya adalah menetapkan siapa yang akan bertanggung jawab menjalankan Work Order tersebut. Penentuan ini sebaiknya mempertimbangkan keahlian, ketersediaan, serta beban kerja tim yang bersangkutan agar penugasan berjalan realistis.
Selain itu, perlu pula ditentukan pihak yang berwenang menyetujui Work Order sebelum pekerjaan dapat dieksekusi, sebagai bentuk kontrol terhadap alokasi sumber daya dan memastikan pekerjaan yang diajukan benar-benar diperlukan.
5. Ajukan untuk Peninjauan dan Persetujuan
Work Order yang telah disusun kemudian diajukan kepada pihak berwenang, biasanya supervisor atau manajer terkait, untuk ditinjau dan disetujui. Pada tahap ini, pihak peninjau akan mengevaluasi kelayakan permintaan, ketersediaan anggaran, serta kesesuaian prioritas yang telah ditetapkan. Jika terdapat ketidaksesuaian atau informasi yang kurang lengkap, Work Order dapat dikembalikan untuk direvisi sebelum akhirnya disetujui secara resmi.
6. Distribusikan dan Jadwalkan Eksekusi
Setelah disetujui, Work Order didistribusikan kepada tim atau individu yang ditugaskan, disertai dengan penjadwalan yang jelas mengenai kapan pekerjaan tersebut akan mulai dan diperkirakan selesai. Pada tahap ini, penting untuk memastikan seluruh sumber daya yang dibutuhkan, material, alat, maupun tenaga kerja, telah tersedia sebelum eksekusi dimulai, guna menghindari keterlambatan akibat kekurangan persiapan.
7. Pantau Progres dan Perbarui Status
Selama proses eksekusi berlangsung, status Work Order perlu diperbarui secara berkala untuk mencerminkan progres pekerjaan yang sebenarnya, baik itu belum dikerjakan, sedang berjalan, tertunda, maupun selesai. Pemantauan ini memungkinkan manajemen mengidentifikasi kendala sedini mungkin, sehingga tindakan korektif dapat segera diambil jika terjadi keterlambatan atau hambatan teknis di lapangan.
8. Verifikasi Hasil dan Tutup Work Order
Setelah pekerjaan dinyatakan selesai oleh tim eksekusi, pihak yang berwenang perlu melakukan verifikasi untuk memastikan hasil pekerjaan telah sesuai dengan standar yang ditetapkan. Jika hasil verifikasi menunjukkan bahwa pekerjaan telah sesuai, Work Order dapat ditutup secara resmi dengan status selesai. Namun jika ditemukan ketidaksesuaian, perlu dilakukan tindak lanjut sebelum Work Order benar-benar dinyatakan tuntas.
9. Dokumentasikan sebagai Arsip dan Bahan Evaluasi
Langkah terakhir adalah mengarsipkan seluruh informasi terkait Work Order yang telah selesai, termasuk waktu pengerjaan aktual, biaya yang timbul, serta kendala yang ditemui selama proses berlangsung. Dokumentasi ini menjadi aset berharga bagi perusahaan untuk keperluan audit, evaluasi kinerja tim, maupun sebagai referensi ketika menghadapi permasalahan serupa di kemudian hari.
Dengan mengikuti sembilan tahapan ini secara konsisten, perusahaan dapat memastikan setiap Work Order yang diterbitkan benar-benar berfungsi sebagai instrumen kerja yang efektif, bukan sekadar formalitas administratif belaka.
Bagaimana ERP Membantu Pengelolaan Work Order?
Ketika volume Work Order semakin banyak dan melibatkan berbagai departemen sekaligus, pengelolaan secara manual atau bahkan semi-digital mulai menunjukkan keterbatasannya. Di titik inilah sistem ERP (Enterprise Resource Planning) berperan penting, karena tidak hanya mendigitalkan proses pencatatan, tetapi juga mengintegrasikan Work Order dengan seluruh ekosistem data operasional perusahaan. Berikut beberapa cara ERP membantu pengelolaan Work Order menjadi lebih efektif:
- Sentralisasi data dan dokumentasi.
Seluruh Work Order tersimpan dalam satu database terpusat yang dapat diakses oleh pihak-pihak berwenang kapan saja, tanpa perlu mencari, cari arsip fisik atau file yang tersebar di berbagai folder. Riwayat lengkap setiap Work Order, mulai dari pembuatan, persetujuan, hingga penyelesaian, tercatat secara otomatis dan mudah ditelusuri kembali saat dibutuhkan. - Otomatisasi alur persetujuan.
ERP memungkinkan proses approval Work Order berjalan melalui alur kerja (workflow) otomatis, di mana permintaan akan langsung diteruskan kepada pihak berwenang sesuai hierarki yang telah ditetapkan. Notifikasi otomatis dikirimkan kepada penyetuju sehingga proses tidak tertahan hanya karena keterlambatan komunikasi manual. - Integrasi dengan modul inventory dan procurement.
Saat Work Order membutuhkan material atau suku cadang tertentu, sistem ERP dapat langsung memeriksa ketersediaan stok di modul inventory. Jika stok tidak mencukupi, sistem bahkan dapat memicu proses procurement secara otomatis, sehingga kebutuhan material dapat dipenuhi tanpa menunggu proses pengecekan manual yang memakan waktu. - Pemantauan progres secara real-time.
Setiap perubahan status Work Order, baik itu sedang dikerjakan, tertunda, atau selesai, dapat dipantau secara langsung oleh manajemen melalui dashboard terpusat. Visibilitas ini memungkinkan pengambilan keputusan yang lebih cepat ketika terjadi kendala atau keterlambatan di lapangan. - Perencanaan sumber daya yang lebih akurat.
Dengan data historis Work Order yang terekam dalam sistem, ERP dapat membantu perusahaan memproyeksikan kebutuhan tenaga kerja, material, maupun anggaran untuk periode mendatang berdasarkan pola pekerjaan yang telah terjadi sebelumnya. - Analisis dan pelaporan otomatis.
ERP dapat menghasilkan laporan kinerja Work Order secara otomatis, mencakup metrik seperti rata-rata waktu penyelesaian, jumlah Work Order berdasarkan kategori, hingga biaya operasional yang timbul. Laporan ini menjadi dasar evaluasi untuk mengidentifikasi area yang perlu ditingkatkan dalam proses kerja perusahaan. - Keterhubungan dengan modul maintenance dan asset management.
Khusus untuk Work Order yang berkaitan dengan perbaikan atau pemeliharaan, ERP dapat mengaitkannya langsung dengan riwayat aset terkait, termasuk jadwal maintenance sebelumnya, garansi peralatan, hingga estimasi umur pakai. Hal ini membantu tim maintenance mengambil keputusan yang lebih tepat berdasarkan data historis aset tersebut. - Pengurangan risiko human error.
Karena sebagian besar proses, mulai dari validasi data hingga perhitungan biaya, dilakukan secara otomatis oleh sistem, ERP secara signifikan mengurangi risiko kesalahan yang biasa terjadi pada pengelolaan Work Order manual, seperti data yang tidak konsisten atau perhitungan yang keliru.
Dengan kemampuan-kemampuan tersebut, ERP tidak sekadar menggantikan peran kertas dengan layar digital, melainkan mengubah Work Order menjadi bagian dari ekosistem data yang saling terhubung, sehingga keputusan operasional dapat diambil secara lebih cepat, akurat, dan berbasis data.
Menerapkan Work Order yang Terintegrasi dengan Solusi ERP
Menyusun format dan alur Work Order yang baik memang menjadi fondasi penting, namun tantangan sebenarnya muncul ketika perusahaan harus memastikan setiap tahapan, mulai dari pengajuan, persetujuan, eksekusi, hingga pelaporan, berjalan secara akurat, terkoordinasi antar divisi, dan terdokumentasi secara konsisten sebagai bagian dari rutinitas operasional.
Dengan dukungan software manufaktur berbasis ERP yang dirancang untuk menjawab kompleksitas pengelolaan kerja modern, perusahaan dapat mengidentifikasi potensi keterlambatan atau kendala lebih awal sebelum berdampak pada operasional secara luas, meningkatkan akurasi data terkait sumber daya dan biaya secara real-time, serta memastikan setiap Work Order dapat ditelusuri riwayatnya kapan pun dibutuhkan, baik untuk keperluan audit internal maupun evaluasi kinerja oleh manajemen.
Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan manual yang rentan kesalahan, ketidaksesuaian data antar tim, hingga lambatnya respons terhadap pekerjaan mendesak akan terus menghambat efektivitas pengelolaan Work Order perusahaan. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola Work Order secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika kebutuhan operasional yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun sistem pengelolaan Work Order yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.

Production Order: Pengertian, Fungsi, dan Cara Kerjanya dalam Manufaktur
Production Order menjadi instruksi resmi yang mengarahkan lini produksi untuk mulai mengubah bahan baku menjadi barang jadi sesuai spesifikasi yang telah ditentukan. Dalam praktiknya, dokumen ini tidak berdiri sendiri, ia terhubung dengan Bill of Material (BOM), routing produksi, serta jadwal yang sudah disusun melalui proses perencanaan sebelumnya. Ketika sebuah perusahaan manufaktur menerima permintaan produksi, baik dari hasil forecast penjualan maupun pesanan pelanggan langsung, dokumen inilah yang menjembatani rencana di atas kertas dengan eksekusi nyata di lantai produksi.
Tanpa pengelolaan yang tepat, proses produksi rentan mengalami keterlambatan, pemborosan bahan baku, hingga ketidaksesuaian output dengan target yang direncanakan.
- Apa Itu Production Order?
- Jenis-Jenis Production Order
- Fungsi Production Order dalam Proses Manufaktur
- Komponen yang Terdapat dalam Production Order
- Alur dan Proses Production Order dari Awal hingga Selesai
- Production Order vs Work Order
- Cara Mengoptimalkan Production Order
- Bagaimana ERP Membantu Mengelola Production Order?
- Mengelola Production Order yang Lebih Terintegrasi
Apa Itu Production Order?
Production Order adalah dokumen kerja yang diterbitkan oleh bagian produksi untuk memberikan otorisasi resmi memulai proses manufaktur suatu produk, lengkap dengan detail jumlah yang harus diproduksi, bahan baku yang dibutuhkan, serta jangka waktu penyelesaiannya. Dokumen ini biasanya dihasilkan setelah proses perencanaan produksi (production planning) selesai dilakukan, baik berdasarkan Material Requirements Planning (MRP), forecast permintaan, maupun pesanan pelanggan yang sudah dikonfirmasi.
Setiap production order umumnya memuat nomor identifikasi unik yang memudahkan pelacakan sepanjang siklus produksi, mulai dari tahap perencanaan, alokasi bahan baku, proses pengerjaan di lini produksi, hingga pelaporan hasil akhir. Karena sifatnya yang mengikat secara operasional, dokumen ini menjadi acuan utama bagi supervisor produksi, operator mesin, hingga tim quality control dalam memastikan output yang dihasilkan sesuai dengan spesifikasi yang telah ditentukan sebelumnya.
Jenis-Jenis Production Order
Production Order tidak selalu diterbitkan dengan cara yang sama di setiap perusahaan, karena setiap lini manufaktur memiliki karakteristik permintaan dan kompleksitas produk yang berbeda-beda. Ada perusahaan yang perlu memproduksi barang jauh sebelum pesanan datang, ada pula yang baru mulai bergerak setelah pelanggan mengonfirmasi kebutuhannya. Perbedaan pendekatan inilah yang kemudian melahirkan beberapa jenis production order, baik dari sisi strategi pemenuhan permintaan pasar maupun dari sisi fungsinya di dalam sistem operasional.
1. Berdasarkan Strategi Permintaan
- Make to Stock (MTS)
Production order diterbitkan berdasarkan hasil forecast atau data penjualan historis, bukan pesanan spesifik dari pelanggan. Barang jadi diproduksi lebih dulu dan disimpan sebagai stok, cocok untuk produk dengan pola permintaan yang stabil seperti barang elektronik atau makanan kemasan. - Make to Order (MTO)
Production order baru diterbitkan setelah pesanan pelanggan dikonfirmasi. Pendekatan ini meminimalkan risiko kelebihan stok, namun konsekuensinya lead time produksi menjadi lebih panjang karena pelanggan harus menunggu proses produksi selesai. - Assemble to Order (ATO)
Komponen atau sub-assembly diproduksi dan disimpan lebih dulu, sementara proses perakitan akhir baru dijalankan setelah pesanan diterima. Model ini menyeimbangkan kecepatan pengiriman dengan fleksibilitas kustomisasi. - Engineer to Order (ETO)
Production order diterbitkan setelah proses desain dan rekayasa produk selesai dirancang khusus sesuai spesifikasi pelanggan. Biasa diterapkan pada proyek skala besar dan sangat spesifik, seperti pembangunan mesin industri atau instalasi khusus.
2. Berdasarkan Fungsi Operasional dalam Sistem
- Standard Production Order
Digunakan untuk proses produksi reguler yang mengikuti BOM dan routing standar tanpa modifikasi khusus. - Rework Order
Diterbitkan untuk memperbaiki produk yang tidak memenuhi standar kualitas, tanpa perlu memulai proses produksi dari nol. - Collective Production Order
Menggabungkan beberapa production order individual ke dalam satu order induk, biasanya diterapkan pada struktur produk multi-level yang melibatkan banyak komponen turunan.
Fungsi Production Order dalam Proses Manufaktur
Production Order menjalankan peran yang jauh lebih luas daripada sekadar dokumen administratif yang mengizinkan produksi dimulai. Di balik penerbitannya, dokumen ini menjadi titik kendali yang menghubungkan berbagai fungsi bisnis, mulai dari perencanaan bahan baku, penjadwalan mesin dan tenaga kerja, hingga pelaporan biaya produksi.
Tanpa production order yang terkelola dengan baik, perusahaan manufaktur akan kesulitan memastikan proses produksi berjalan sesuai target waktu, kuantitas, dan kualitas yang telah ditetapkan. Berikut beberapa fungsi utama production order dalam operasional manufaktur:
- Otorisasi Resmi Proses Produksi
Production order menjadi dasar hukum internal yang mengizinkan lini produksi untuk mulai mengonsumsi bahan baku dan menjalankan proses manufaktur, sehingga aktivitas produksi tidak berjalan tanpa dasar perencanaan yang jelas. - Alokasi Bahan Baku dan Sumber Daya
Melalui referensi ke Bill of Material (BOM), production order memastikan bahan baku, komponen, serta kapasitas mesin dan tenaga kerja dialokasikan sesuai kebutuhan aktual, sehingga risiko kekurangan maupun kelebihan stok dapat diminimalkan. - Penjadwalan dan Pengendalian Waktu Produksi
Dokumen ini memuat target waktu mulai dan selesai produksi, yang menjadi acuan bagi tim produksi untuk mengatur urutan pengerjaan dan menghindari bottleneck di lini manufaktur. - Pelacakan Progres Produksi
Setiap perubahan status, dari released, in process, hingga completed, memungkinkan manajemen memantau sejauh mana proses produksi berjalan secara real-time, tanpa perlu menunggu laporan manual dari lapangan. - Dasar Perhitungan Biaya Produksi
Production order mencatat konsumsi aktual bahan baku, jam kerja, dan biaya overhead, sehingga menjadi sumber data utama untuk analisis variance antara biaya yang direncanakan dan biaya aktual di lapangan. - Jaminan Kualitas dan Ketertelusuran (Traceability)
Karena setiap production order memiliki nomor identifikasi unik, perusahaan dapat menelusuri asal bahan baku, proses yang dilalui, hingga operator yang bertanggung jawab apabila terjadi masalah kualitas pada produk jadi.
Keenam fungsi tersebut saling terkait satu sama lain, sehingga kegagalan mengelola salah satu aspek, misalnya alokasi bahan baku yang tidak akurat, dapat berdampak langsung pada aspek lain seperti penjadwalan maupun perhitungan biaya.
Baca juga: Value Stream Mapping: Pengertian, Manfaat, dan Cara Membuatnya
Komponen yang Terdapat dalam Production Order
Production Order tersusun dari beberapa elemen yang saling melengkapi untuk memastikan proses produksi berjalan sesuai rencana. Setiap komponen memiliki fungsi spesifik, dan absennya salah satu elemen saja dapat menyebabkan proses produksi berjalan tidak akurat atau bahkan terhenti di tengah jalan. Berikut komponen-komponen utama yang umumnya terdapat dalam sebuah production order:
Nomor Identifikasi Order
Setiap production order memiliki nomor unik yang berfungsi sebagai identitas untuk melacak seluruh riwayat produksi, mulai dari perencanaan, alokasi bahan baku, hingga penyelesaian akhir. Nomor ini menjadi acuan utama ketika terjadi audit, pelacakan masalah kualitas, atau rekonsiliasi biaya produksi.
Informasi Produk dan Kuantitas
Bagian ini mencantumkan kode dan nama produk yang akan diproduksi, beserta jumlah unit yang ditargetkan. Kuantitas ini biasanya diturunkan dari hasil perencanaan produksi, baik berdasarkan forecast penjualan maupun pesanan pelanggan yang telah dikonfirmasi.
Bill of Material (BOM)
BOM memuat daftar lengkap bahan baku, komponen, dan sub-assembly yang dibutuhkan untuk menghasilkan satu unit produk jadi. Komponen ini menjadi acuan bagi tim purchasing dan warehouse dalam memastikan ketersediaan material sebelum produksi dimulai.
Routing Produksi
Routing menjelaskan urutan operasi atau tahapan kerja yang harus dilalui suatu produk, termasuk mesin, work center, dan waktu standar yang dibutuhkan di setiap tahap. Informasi ini menjadi dasar penjadwalan produksi agar setiap proses berjalan sesuai urutan yang efisien.
Tanggal Mulai dan Tanggal Selesai
Production order mencantumkan target waktu produksi, mulai dari tanggal rilis order hingga tenggat waktu penyelesaian. Rentang waktu ini menjadi acuan bagi tim produksi untuk mengatur prioritas pengerjaan, terutama jika terdapat beberapa order yang berjalan bersamaan.
Status Order
Status mencerminkan tahapan yang sedang dilalui oleh production order, misalnya created, released, in process, atau completed. Informasi ini memungkinkan manajemen memantau progres produksi secara real-time tanpa harus menunggu laporan manual dari lapangan.
Biaya Produksi
Komponen ini mencatat estimasi maupun realisasi biaya yang timbul selama proses produksi, mencakup biaya bahan baku, tenaga kerja, dan overhead. Data ini menjadi dasar untuk analisis variance antara biaya yang direncanakan dengan biaya aktual di lapangan.
Contoh Production Order
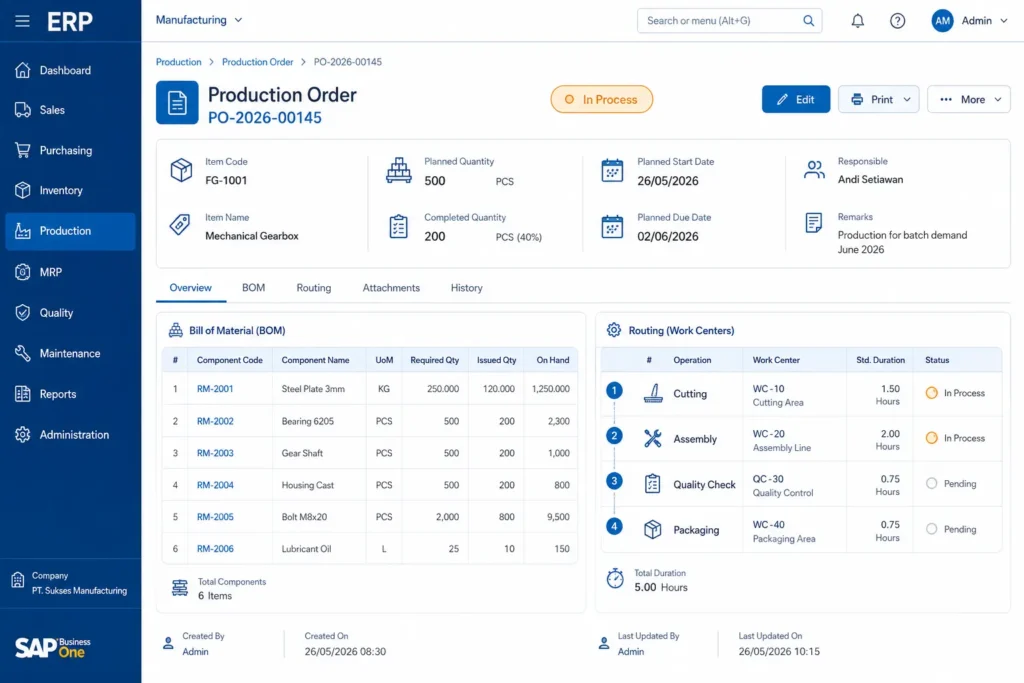
Untuk memberikan gambaran yang lebih konkret, berikut adalah contoh tampilan production order yang mencakup elemen-elemen di atas—mulai dari nomor order, informasi produk, hingga status produksi.
Alur dan Proses Production Order dari Awal hingga Selesai
Production Order tidak muncul begitu saja dalam sistem, melainkan melalui rangkaian tahapan yang saling berurutan sejak kebutuhan produksi teridentifikasi hingga barang jadi siap didistribusikan. Setiap tahapan memiliki fungsi kontrolnya sendiri, sehingga apabila salah satu tahap terlewat atau dijalankan tidak sesuai prosedur, seluruh proses produksi berisiko mengalami keterlambatan atau ketidaksesuaian output. Berikut alur production order secara umum, mulai dari perencanaan hingga penutupan order:
- Perencanaan Produksi
Tahap ini dimulai dari hasil Material Requirements Planning (MRP), forecast penjualan, atau pesanan pelanggan yang telah dikonfirmasi. Sistem menghitung kebutuhan bahan baku, kapasitas mesin, dan tenaga kerja berdasarkan target produksi yang ditetapkan. - Pembuatan Production Order
Setelah perencanaan disetujui, production order diterbitkan dengan status awal (created). Pada tahap ini, sistem secara otomatis menarik data dari Bill of Material (BOM) dan routing produksi yang sudah ditentukan sebelumnya. - Rilis Order (Release)
Production order yang sudah lengkap kemudian dirilis untuk mengubah statusnya menjadi released, menandakan bahwa order sudah siap dieksekusi. Pada tahap ini, sistem biasanya melakukan pengecekan ketersediaan bahan baku (availability check) untuk memastikan tidak ada kendala material sebelum produksi dimulai. - Alokasi Bahan Baku dan Sumber Daya
Bahan baku yang dibutuhkan dialokasikan dari gudang ke lini produksi, sementara mesin dan tenaga kerja dijadwalkan sesuai routing yang tercantum dalam order. - Eksekusi Produksi
Tim produksi mulai menjalankan proses manufaktur sesuai urutan kerja yang ditentukan, mulai dari tahap awal seperti pemotongan atau pencampuran bahan, hingga tahap akhir seperti perakitan dan pengemasan. - Konfirmasi Produksi
Setiap tahapan yang telah selesai dikonfirmasi ke dalam sistem, mencatat kuantitas yang dihasilkan, waktu pengerjaan aktual, serta konsumsi bahan baku yang sesungguhnya terpakai. Data ini menjadi dasar untuk membandingkan rencana dengan realisasi di lapangan. - Quality Control
Produk yang telah selesai diproduksi melalui pemeriksaan kualitas untuk memastikan kesesuaian dengan spesifikasi yang ditetapkan. Produk yang tidak memenuhi standar dapat dialihkan ke rework order untuk diperbaiki. - Penerimaan Barang Jadi (Goods Receipt)
Produk yang lolos quality control kemudian dicatat sebagai barang jadi dan masuk ke dalam stok gudang, siap untuk didistribusikan atau dikirim ke pelanggan. - Penutupan Order (Closing)
Setelah seluruh tahapan selesai dan tidak ada aktivitas tambahan yang perlu dicatat, production order ditutup dengan status completed. Pada tahap ini, sistem menghitung biaya aktual produksi secara menyeluruh untuk keperluan analisis variance.
Rangkaian sembilan tahap ini menunjukkan bahwa production order bukan sekadar dokumen administratif, melainkan kerangka kerja yang mengikat perencanaan, eksekusi, hingga evaluasi produksi menjadi satu kesatuan proses yang terukur.
Production Order vs Work Order
Production Order dan work order sering dianggap sebagai istilah yang sama, padahal keduanya memiliki cakupan dan fungsi yang berbeda dalam proses manufaktur. Production order berperan sebagai dokumen induk yang mengotorisasi keseluruhan proses produksi suatu barang, sementara work order merupakan turunan dari production order yang berfokus pada instruksi kerja di tingkat operasional, misalnya penugasan mesin, operator, atau tahapan kerja tertentu di work center.
Dengan kata lain, satu production order dapat terdiri dari beberapa work order sekaligus, tergantung pada jumlah tahapan yang dilalui dalam proses produksi. Berikut perbandingan lebih rinci antara keduanya:
| Aspek | Production Order | Work Order |
|---|---|---|
| Cakupan | Mencakup keseluruhan proses produksi dari awal hingga barang jadi | Mencakup satu tahapan atau operasi spesifik dalam proses produksi |
| Level | Makro, menjawab apa yang diproduksi, berapa jumlahnya, dan kapan selesai | Mikro, menjawab siapa yang mengerjakan, di mana, dan kapan tahap tersebut dikerjakan |
| Dasar Acuan | Bill of Material (BOM) dan hasil perencanaan produksi (MRP/forecast) | Routing produksi yang diturunkan dari production order |
| Dampak terhadap Inventory | Memicu reservasi bahan baku saat dirilis, dan penambahan stok barang jadi saat selesai | Umumnya tidak berdampak langsung terhadap pergerakan stok bahan baku maupun barang jadi |
| Penerbit | Diterbitkan oleh bagian perencanaan produksi (production planning) | Diturunkan secara otomatis dari production order saat proses dijalankan |
| Fokus Utama | Mengontrol apa yang diproduksi dan pergerakan stok material | Mengontrol jadwal kerja, kapasitas mesin, dan biaya tenaga kerja per tahapan |
Cara Mengoptimalkan Production Order
Production Order yang dikelola secara manual atau tanpa sistem yang terintegrasi cenderung rentan terhadap keterlambatan, kesalahan alokasi bahan baku, hingga pembengkakan biaya produksi yang tidak terdeteksi sejak dini. Optimalisasi production order tidak hanya bergantung pada teknologi yang digunakan, tetapi juga pada bagaimana perusahaan menyusun proses kerja, memanfaatkan data, dan menjaga koordinasi antar divisi. Berikut beberapa langkah yang dapat diterapkan untuk mengoptimalkan pengelolaan production order:
Menerapkan Perencanaan Produksi Berbasis Data
Perencanaan yang akurat menjadi fondasi utama sebelum production order diterbitkan. Perusahaan perlu memanfaatkan data historis penjualan, hasil forecast permintaan, serta output dari Material Requirements Planning (MRP) sebagai dasar penentuan jumlah dan waktu produksi. Ketika perencanaan hanya mengandalkan intuisi atau asumsi tanpa data pendukung, risiko kelebihan stok (overproduction) maupun kekurangan stok (stockout) akan meningkat secara signifikan.
Dengan pendekatan berbasis data, perusahaan juga dapat mengalokasikan sumber daya, baik bahan baku, tenaga kerja, maupun kapasitas mesin, dengan lebih tepat sasaran, sehingga production order yang diterbitkan benar-benar mencerminkan kebutuhan aktual di lapangan.
Melakukan Availability Check Secara Konsisten
Sebelum production order dirilis (release), penting untuk memastikan ketersediaan bahan baku dan kapasitas mesin melalui proses availability check. Langkah ini berfungsi sebagai filter awal untuk mendeteksi potensi kendala, misalnya bahan baku yang belum tersedia di gudang atau jadwal mesin yang sudah terisi penuh, sebelum proses produksi benar-benar dimulai.
Tanpa pengecekan ini, production order berisiko terhenti di tengah jalan, yang pada akhirnya menyebabkan pemborosan waktu dan biaya karena proses harus dijadwalkan ulang.
Mengintegrasikan Production Order dengan Sistem ERP
Production order yang berdiri sendiri tanpa integrasi dengan sistem lain akan sulit dipantau secara real-time. Ketika production order terhubung langsung dengan modul inventory, purchasing, dan finance dalam satu sistem ERP, setiap perubahan status produksi, mulai dari released, in process, hingga completed, dapat langsung tercermin di seluruh departemen terkait.
Hal ini menghilangkan kebutuhan rekonsiliasi manual antar divisi, mempercepat pengambilan keputusan, dan mengurangi risiko informasi yang tidak sinkron antara tim produksi, gudang, dan keuangan.
Menstandarkan BOM dan Routing
Bill of Material (BOM) dan routing produksi yang akurat serta selalu diperbarui menjadi kunci untuk menghindari kesalahan perhitungan kebutuhan material maupun waktu produksi. Perubahan spesifikasi produk, penggantian supplier bahan baku, atau modifikasi proses produksi harus segera direfleksikan dalam BOM dan routing agar production order yang diterbitkan selanjutnya tetap relevan.
Standarisasi ini juga mempermudah proses audit dan analisis, karena setiap production order mengacu pada data yang konsisten dan dapat diperbandingkan dari waktu ke waktu.
Memantau Variance Biaya secara Berkala
Setiap production order mencatat estimasi biaya di awal dan biaya aktual setelah proses produksi selesai. Membandingkan kedua angka ini secara berkala, baik per order maupun secara agregat dalam periode tertentu, memungkinkan perusahaan mengidentifikasi sumber pemborosan sejak dini, misalnya konsumsi bahan baku yang melebihi standar atau jam kerja yang melampaui estimasi.
Analisis variance yang dilakukan secara rutin membantu manajemen mengambil tindakan korektif sebelum masalah tersebut berdampak signifikan terhadap margin keuntungan perusahaan.
Menerapkan Quality Control di Setiap Tahapan
Pemeriksaan kualitas yang hanya dilakukan di akhir proses produksi berisiko membiarkan cacat produksi terus berlanjut hingga tahap-tahap berikutnya, yang pada akhirnya memperbesar kerugian material dan waktu. Sebaliknya, dengan menerapkan quality control di setiap tahapan, mulai dari penerimaan bahan baku, proses produksi antara, hingga produk jadi, perusahaan dapat mendeteksi masalah lebih awal dan mengambil tindakan korektif, seperti rework, sebelum produk cacat sampai ke tangan pelanggan.
Melakukan Evaluasi dan Analisis Rutin
Optimalisasi production order bukan proses satu kali, melainkan siklus yang perlu ditinjau secara berkelanjutan. Perusahaan perlu secara rutin mengevaluasi performa production order, mencakup tingkat keterlambatan penyelesaian, akurasi forecast dibandingkan realisasi, hingga efisiensi penggunaan sumber daya di setiap periode produksi. Evaluasi ini menjadi dasar bagi perusahaan untuk terus menyesuaikan strategi produksi, baik dari sisi perencanaan, alokasi sumber daya, maupun pemilihan teknologi pendukung, agar tetap relevan dengan dinamika permintaan pasar.
Bagaimana ERP Membantu Mengelola Production Order?
Production Order yang dikelola secara manual melalui spreadsheet atau dokumen terpisah cenderung sulit diskalakan seiring bertambahnya volume produksi dan kompleksitas proses bisnis. Software produksi manufaktur berbasis ERP hadir untuk menjembatani kesenjangan ini dengan menyatukan seluruh data dan proses terkait production order ke dalam satu platform terintegrasi, sehingga setiap departemen dapat mengakses informasi yang sama secara real-time. Berikut beberapa peran utama ERP dalam mengelola production order:
- Otomatisasi Penerbitan Order dari Hasil Perencanaan
ERP dapat menerbitkan production order secara otomatis berdasarkan hasil MRP run, forecast penjualan, atau sales order yang telah dikonfirmasi, sehingga mengurangi ketergantungan pada input manual yang rentan kesalahan. - Integrasi Otomatis dengan BOM dan Routing
Saat production order dibuat, ERP secara otomatis menarik data Bill of Material dan routing produksi yang sudah tersimpan dalam sistem, memastikan konsistensi data tanpa perlu input ulang setiap kali order diterbitkan. - Pemantauan Status Produksi secara Real-Time
Setiap perubahan status production order, dari released, in process, hingga completed, dapat dipantau secara langsung oleh seluruh pihak terkait, mulai dari supervisor produksi hingga manajemen, tanpa perlu menunggu laporan manual dari lapangan. - Pengecekan Ketersediaan Bahan Baku Otomatis
ERP menjalankan availability check secara otomatis saat production order dirilis, sehingga potensi kendala bahan baku dapat terdeteksi lebih awal sebelum proses produksi benar-benar dimulai. - Perhitungan Biaya Produksi secara Akurat
Dengan mencatat konsumsi bahan baku, jam kerja, dan biaya overhead secara otomatis, ERP memungkinkan perhitungan biaya aktual yang lebih presisi dibandingkan pencatatan manual, sekaligus mempermudah analisis variance antara biaya rencana dan realisasi. - Ketertelusuran Penuh Sepanjang Siklus Produksi (Traceability)
Karena seluruh data production order tersimpan dalam satu sistem, perusahaan dapat menelusuri riwayat lengkap suatu batch produksi, mulai dari sumber bahan baku, proses yang dilalui, hingga operator yang bertanggung jawab, dengan cepat apabila terjadi masalah kualitas. - Integrasi Lintas Departemen
ERP menghubungkan production order dengan modul inventory, purchasing, sales, dan finance, sehingga perubahan pada satu proses, misalnya keterlambatan produksi, dapat langsung tercermin pada proyeksi pengiriman maupun laporan keuangan tanpa perlu koordinasi manual antar tim. - Dukungan Pengambilan Keputusan Berbasis Data
Dengan data production order yang terpusat dan terstruktur, manajemen dapat menghasilkan laporan analitik, seperti tingkat efisiensi produksi, akurasi forecast, atau performa work center, yang menjadi dasar pengambilan keputusan strategis untuk perbaikan proses ke depannya.
Kedelapan peran software produksi manufaktur tersebut menunjukkan bahwa pengelolaan production order yang efektif tidak lagi bergantung pada koordinasi manual antar bagian, melainkan pada sistem yang mampu menyatukan seluruh proses menjadi satu alur kerja yang saling terhubung.
Mengelola Production Order yang Lebih Terintegrasi
Merancang alur Production Order yang jelas memang menjadi fondasi penting dalam operasional manufaktur, namun tantangan sebenarnya terletak pada bagaimana memastikan setiap tahapannya, mulai dari perencanaan bahan baku, penjadwalan produksi, hingga pelacakan biaya secara real-time, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas proses manufaktur modern, perusahaan dapat mendeteksi potensi kendala produksi lebih awal sebelum berkembang menjadi keterlambatan yang merugikan, meningkatkan akurasi data material dan biaya secara real-time, serta memastikan setiap aktivitas produksi dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti koordinasi manual yang rentan kesalahan, ketidaksesuaian data antar divisi, hingga lambatnya respons terhadap gangguan di lini produksi akan terus menghambat kemampuan bisnis dalam mengeksekusi production order secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola production order secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika permintaan pasar yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun pengelolaan Production Order yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.

Value Stream Mapping: Pengertian, Manfaat, dan Cara Membuatnya
Value Stream Mapping menjadi salah satu alat visual yang paling banyak digunakan perusahaan manufaktur maupun jasa untuk memahami bagaimana sebuah proses benar-benar berjalan, mulai dari titik permintaan pelanggan hingga produk atau layanan sampai ke tangan mereka. Dengan memetakan setiap tahapan secara detail, perusahaan dapat melihat dengan jelas di mana nilai tercipta dan di mana pemborosan waktu, sumber daya, atau tenaga kerja terjadi selama ini tanpa disadari.
Pendekatan ini berakar dari sistem produksi Toyota dan kini telah diadopsi secara luas lintas industri, karena kemampuannya menyajikan gambaran menyeluruh atas alur informasi dan material dalam satu diagram yang mudah dipahami oleh seluruh tim, baik level operasional maupun manajemen.
- Apa Itu Value Stream Mapping?
- Mengapa Value Stream Mapping Penting bagi Perusahaan?
- Jenis-Jenis Value Stream Mapping
- Komponen Utama dalam Value Stream Mapping
- Cara Membuat Value Stream Mapping
- Waste yang Sering Ditemukan melalui Value Stream Mapping
- Bagaimana ERP Membantu Value Stream Mapping?
- Menuju Value Stream Mapping yang Lebih Terukur dan Berdampak Nyata
Apa Itu Value Stream Mapping?
Value Stream Mapping (VSM) adalah metode visualisasi yang digunakan untuk memetakan seluruh langkah dalam suatu proses bisnis, baik yang memberikan nilai tambah maupun yang tidak, mulai dari bahan baku atau permintaan awal hingga produk atau layanan tersebut sampai ke pelanggan. Peta ini menggambarkan dua alur sekaligus: alur material (pergerakan fisik barang atau komponen) dan alur informasi (bagaimana instruksi, pesanan, atau data berpindah antar bagian dalam proses tersebut).
Berbeda dengan diagram alur proses biasa, VSM tidak hanya menunjukkan urutan aktivitas, tetapi juga menyertakan data kuantitatif di setiap tahapan, seperti waktu siklus (cycle time), waktu tunggu (lead time), tingkat persediaan, dan rasio antara waktu yang menambah nilai dengan waktu yang terbuang. Data-data inilah yang membuat VSM menjadi alat diagnostik, bukan sekadar ilustrasi proses.
Simbol-simbol standar digunakan dalam pemetaan ini, seperti kotak proses, segitiga persediaan, panah dorong (push) dan tarik (pull), serta kotak data untuk mencatat metrik di setiap tahap. Penggunaan simbol yang konsisten memungkinkan tim lintas departemen membaca dan menginterpretasikan peta yang sama tanpa ambiguitas.
Tujuan Value Stream Mapping
Penerapan VSM tidak berhenti pada aktivitas menggambar proses di atas kertas, melainkan diarahkan pada sejumlah tujuan konkret yang berdampak langsung pada efisiensi operasional perusahaan. Melalui pemetaan yang detail dan berbasis data, tim dapat menerjemahkan kondisi proses yang sebelumnya hanya dipahami secara terpisah-pisah menjadi gambaran utuh yang bisa dianalisis dan ditindaklanjuti bersama. Beberapa tujuan spesifik dari penerapan VSM meliputi:
- Mengidentifikasi pemborosan (waste) di setiap tahap proses, baik dalam bentuk waktu tunggu, gerakan berlebih, maupun kelebihan produksi.
- Meningkatkan visibilitas alur kerja sehingga seluruh tim memiliki pemahaman yang sama terhadap proses end-to-end, bukan hanya bagian yang menjadi tanggung jawab masing-masing.
- Menjadi dasar pengambilan keputusan untuk perbaikan proses, apakah perlu penambahan kapasitas, perubahan tata letak, atau otomatisasi pada titik tertentu.
- Menghubungkan strategi perbaikan dengan data nyata, bukan asumsi, karena setiap perubahan yang diusulkan merujuk pada metrik yang terukur dari peta itu sendiri.
Mengapa Value Stream Mapping Penting bagi Perusahaan?
Di banyak perusahaan, proses bisnis berjalan lintas departemen, dan masing-masing bagian cenderung hanya memahami tugasnya sendiri tanpa melihat bagaimana pekerjaan mereka memengaruhi tahap sebelum atau sesudahnya. Kondisi inilah yang sering membuat pemborosan sulit terdeteksi, karena setiap orang menganggap prosesnya sendiri sudah efisien, padahal ketika dilihat secara menyeluruh, banyak waktu terbuang di titik-titik peralihan antar departemen. Value Stream Mapping hadir untuk menjembatani kesenjangan pemahaman ini dengan menyatukan seluruh tahapan proses ke dalam satu gambaran yang bisa dilihat dan didiskusikan bersama.
Ketika sebuah perusahaan mulai menerapkan VSM, hal pertama yang biasanya terungkap adalah seberapa besar selisih antara waktu yang benar-benar menambah nilai dengan total waktu yang dibutuhkan suatu produk atau layanan untuk selesai. Selisih ini kerap mengejutkan, karena aktivitas yang menambah nilai bagi pelanggan sering kali hanya menempati sebagian kecil dari keseluruhan lead time, sementara sisanya habis untuk menunggu, memindahkan barang, atau menunggu persetujuan.
Manfaat VSM juga terasa pada sisi pengambilan keputusan manajemen. Alih-alih mengandalkan laporan yang terpisah-pisah dari tiap divisi, manajemen dapat melihat langsung di mana bottleneck terjadi dan seberapa besar dampaknya terhadap keseluruhan alur produksi atau layanan. Hal ini membuat prioritas perbaikan menjadi lebih terarah, karena investasi waktu dan biaya bisa difokuskan pada titik yang benar-benar memberikan pengaruh terbesar, bukan sekadar berdasarkan keluhan atau intuisi.
Lebih jauh lagi, VSM turut mendorong budaya kolaborasi lintas fungsi di dalam organisasi. Karena peta ini melibatkan input dari berbagai bagian, mulai dari produksi, logistik, hingga customer service, prosesnya sendiri sudah menciptakan ruang diskusi yang sebelumnya jarang terjadi. Tim-tim yang tadinya bekerja secara silo mulai memahami keterkaitan pekerjaan mereka satu sama lain, sehingga solusi yang dihasilkan pun lebih holistik dan tidak hanya menyelesaikan masalah di satu titik saja.
Jenis-Jenis Value Stream Mapping
Dalam praktiknya, Value Stream Mapping tidak hanya terdiri dari satu jenis peta, melainkan dua tahapan yang saling berkaitan dan disusun secara berurutan. Kedua peta ini bekerja sebagai satu kesatuan, di mana peta pertama berfungsi sebagai dasar analisis, sementara peta kedua menjadi arah tujuan perbaikan yang ingin dicapai perusahaan.
Current State Map
Current State Map adalah gambaran kondisi proses yang sedang berjalan saat ini, tanpa ada perubahan atau perbaikan apa pun. Peta ini dibuat berdasarkan observasi langsung di lapangan (gemba walk), bukan berdasarkan dokumen prosedur atau asumsi tim manajemen, karena tujuannya adalah menangkap realitas proses secara akurat, termasuk penyimpangan yang mungkin terjadi dari standar yang seharusnya.
Dalam pembuatannya, tim mencatat setiap tahapan proses beserta data pendukungnya, seperti waktu siklus, waktu changeover, jumlah operator, tingkat persediaan di setiap titik, dan waktu tunggu antar proses. Current State Map inilah yang menjadi titik awal analisis, karena dari sinilah pemborosan dan bottleneck mulai terlihat secara visual.
Future State Map
Future State Map merupakan gambaran kondisi proses yang diinginkan setelah perbaikan dilakukan, dirancang berdasarkan temuan-temuan yang muncul dari Current State Map. Peta ini bukan sekadar visi ideal yang jauh dari realita, melainkan target yang realistis dan bisa dicapai dalam kurun waktu tertentu, dengan mempertimbangkan sumber daya dan kendala yang ada di perusahaan.
Penyusunan Future State Map biasanya melibatkan diskusi lintas tim untuk menentukan langkah mana yang bisa dieliminasi, digabung, disederhanakan, atau diotomatisasi. Peta ini kemudian menjadi acuan dalam menyusun rencana aksi (action plan) yang lebih rinci, lengkap dengan penanggung jawab dan target waktu penyelesaian di setiap inisiatif perbaikan.
Komponen Utama dalam Value Stream Mapping
Untuk bisa membaca dan menyusun Value Stream Mapping dengan tepat, penting memahami elemen-elemen yang membentuk peta ini secara keseluruhan. Setiap komponen memiliki fungsi spesifik dalam menggambarkan aliran proses, baik dari sisi material maupun informasi, sehingga ketika digabungkan, seluruh komponen tersebut mampu menyajikan potret utuh mengenai bagaimana nilai mengalir dari awal hingga akhir proses. Berikut komponen-komponen utama yang umum ditemukan dalam sebuah Value Stream Mapping:
- Process Box (Kotak Proses): Merepresentasikan setiap tahapan aktivitas dalam proses, seperti perakitan, inspeksi, atau pengemasan. Di dalam kotak ini biasanya dicantumkan data pendukung seperti cycle time, jumlah operator, dan tingkat uptime mesin, sehingga setiap tahap dapat dievaluasi secara individual maupun dalam konteks keseluruhan alur.
- Data Box (Kotak Data): Ditempatkan di bawah setiap process box untuk mencatat metrik kuantitatif seperti waktu siklus, waktu changeover, jumlah shift kerja, dan tingkat cacat produk. Data ini menjadi dasar perhitungan efisiensi dan pengambilan keputusan perbaikan.
- Inventory Triangle (Segitiga Persediaan): Simbol segitiga yang menunjukkan adanya penumpukan persediaan atau work-in-process di antara dua tahapan proses. Jumlah dan durasi persediaan yang menumpuk di titik ini sering menjadi indikator utama adanya bottleneck.
- Material Flow Arrow (Panah Alur Material): Menggambarkan pergerakan fisik barang atau komponen dari satu proses ke proses berikutnya, baik dalam bentuk push (didorong berdasarkan jadwal produksi) maupun pull (ditarik berdasarkan permintaan aktual).
- Information Flow Arrow (Panah Alur Informasi): Menunjukkan bagaimana instruksi, jadwal produksi, atau data pesanan berpindah antar bagian, baik secara manual (dengan garis lurus) maupun elektronik (dengan garis zig-zag).
- Timeline (Garis Waktu): Ditempatkan di bagian bawah peta untuk membandingkan waktu yang menambah nilai (value-added time) dengan waktu yang tidak menambah nilai (non-value-added time) di sepanjang proses, sehingga total lead time dapat dihitung secara jelas.
- Customer dan Supplier Icon: Simbol yang merepresentasikan pelanggan dan pemasok sebagai titik awal dan akhir dari value stream, lengkap dengan informasi permintaan atau pasokan yang relevan terhadap proses yang dipetakan.
Simbol dan Ikon dalam Value Stream Mapping
Selain komponen-komponen di atas, VSM juga menggunakan sejumlah simbol standar yang telah disepakati secara luas agar peta dapat dibaca secara konsisten oleh siapa pun, tanpa memandang latar belakang departemen atau level jabatan. Konsistensi simbol ini penting terutama ketika VSM digunakan sebagai alat komunikasi lintas tim atau bahkan lintas lokasi pabrik. Beberapa simbol yang paling sering digunakan meliputi:
- Kotak kendaraan (truk): melambangkan pengiriman barang, baik dari supplier maupun ke customer, lengkap dengan frekuensi pengirimannya.
- Kotak persegi: melambangkan proses atau aktivitas kerja.
- Segitiga: melambangkan persediaan atau penumpukan barang.
- Panah lurus tebal: melambangkan pergerakan material secara push.
- Panah bergerigi: melambangkan pergerakan material secara pull berdasarkan sistem kanban.
- Garis zig-zag: melambangkan aliran informasi elektronik, seperti melalui sistem ERP atau email.
- Garis lurus tipis: melambangkan aliran informasi manual, seperti melalui jadwal kertas atau instruksi lisan.
Cara Membuat Value Stream Mapping
Menyusun Value Stream Mapping memerlukan pendekatan yang sistematis, karena setiap tahap saling berkaitan dan hasil dari satu tahap akan menjadi dasar bagi tahap berikutnya. Berikut langkah-langkah yang umum digunakan dalam membuat VSM secara menyeluruh.
1. Menentukan Produk atau Family Produk yang Akan Dipetakan
Langkah pertama adalah memilih produk, layanan, atau family produk yang akan menjadi fokus pemetaan, karena tidak mungkin memetakan seluruh proses perusahaan sekaligus dalam satu peta. Family produk dipilih berdasarkan kesamaan alur proses, mesin yang digunakan, atau langkah-langkah produksi yang serupa, sehingga hasil pemetaan benar-benar relevan dan bisa diterapkan pada kelompok produk tersebut secara keseluruhan.
2. Membentuk Tim Lintas Fungsi
VSM idealnya disusun oleh tim yang terdiri dari perwakilan berbagai fungsi terkait, seperti produksi, logistik, quality control, hingga customer service, bukan hanya oleh satu departemen saja. Keterlibatan lintas fungsi ini penting agar peta yang dihasilkan mencerminkan realitas proses secara utuh, bukan hanya dari sudut pandang satu bagian yang mungkin belum melihat keterkaitannya dengan bagian lain.
3. Melakukan Gemba Walk untuk Mengumpulkan Data Current State
Tim turun langsung ke lokasi kerja untuk mengamati proses secara nyata, mencatat setiap tahapan beserta data pendukungnya seperti cycle time, waktu tunggu, tingkat persediaan, dan jumlah operator di setiap titik. Data yang dikumpulkan harus berdasarkan pengamatan aktual di lapangan, bukan berdasarkan dokumen standar operasional yang mungkin sudah tidak sesuai dengan kondisi sebenarnya.
4. Menggambar Current State Map
Berdasarkan data yang telah dikumpulkan, tim mulai menggambar Current State Map menggunakan simbol-simbol standar VSM, dimulai dari customer di sisi kanan atas, kemudian proses produksi di bagian tengah, dan supplier di sisi kiri atas. Alur informasi digambar di bagian atas peta, sementara alur material digambar di bagian bawah, lengkap dengan data box di setiap process box.
5. Menghitung Lead Time dan Value-Added Time
Setelah Current State Map selesai digambar, tim menambahkan garis waktu di bagian bawah peta untuk menghitung total lead time dari awal hingga akhir proses, serta memisahkan mana yang termasuk value-added time dan non-value-added time. Perhitungan ini memberikan gambaran jelas mengenai seberapa efisien proses yang berjalan saat ini.
6. Mengidentifikasi Waste dan Bottleneck
Dari Current State Map yang telah lengkap dengan data, tim menganalisis titik-titik mana saja yang menunjukkan pemborosan, baik dalam bentuk waktu tunggu berlebih, penumpukan persediaan, maupun langkah-langkah yang sebenarnya tidak memberikan nilai tambah bagi pelanggan. Titik-titik ini kemudian ditandai sebagai area prioritas untuk perbaikan.
7. Merancang Future State Map
Berdasarkan hasil analisis waste dan bottleneck, tim merancang Future State Map yang menggambarkan kondisi proses yang diinginkan setelah perbaikan diterapkan. Perancangan ini mempertimbangkan solusi seperti penerapan sistem pull, pengurangan waktu changeover, atau penyeimbangan beban kerja antar stasiun kerja.
8. Menyusun Rencana Aksi dan Implementasi
Langkah terakhir adalah menerjemahkan Future State Map menjadi rencana aksi yang konkret, lengkap dengan penanggung jawab, target waktu, dan indikator keberhasilan di setiap inisiatif perbaikan. Rencana ini kemudian dijalankan secara bertahap, dengan evaluasi berkala untuk memastikan implementasi berjalan sesuai dengan target yang telah ditetapkan.
9. Contoh Value Stream Mapping Sederhana
Agar lebih mudah dipahami, berikut ilustrasi sederhana penerapan Value Stream Mapping pada proses produksi sebuah komponen, mulai dari kedatangan bahan baku dari supplier, melalui tiga tahap proses utama, hingga pengiriman produk jadi ke customer. Peta ini menunjukkan bagaimana alur material dan alur informasi digambarkan berdampingan, lengkap dengan data cycle time dan inventory di setiap titik, sehingga bottleneck maupun waste dapat langsung terlihat secara visual.
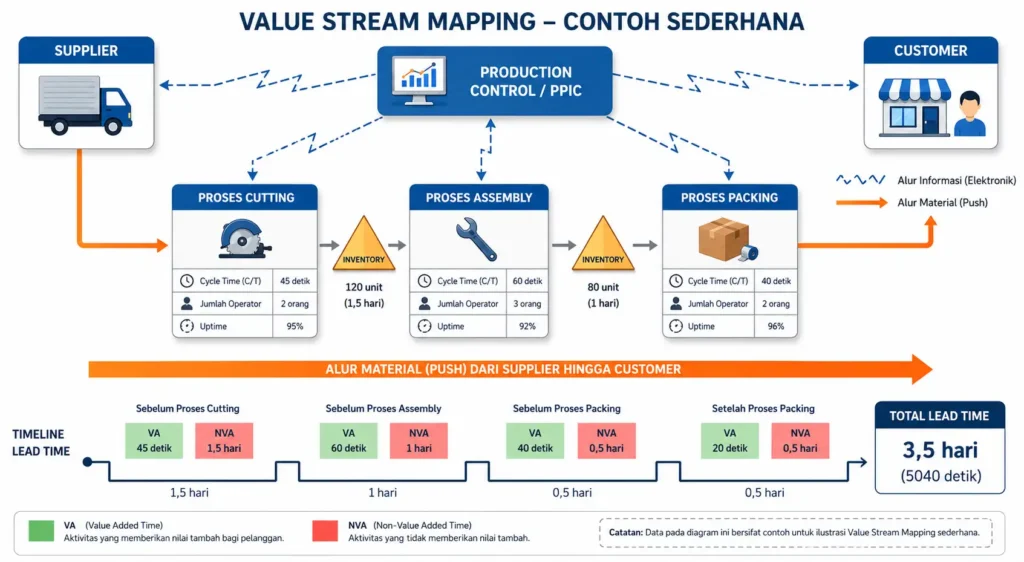
Waste yang Sering Ditemukan melalui Value Stream Mapping
Salah satu kekuatan utama Value Stream Mapping adalah kemampuannya mengungkap pemborosan yang sebelumnya tidak disadari oleh tim, karena selama ini dianggap sebagai bagian normal dari proses kerja. Dalam konsep lean manufacturing, pemborosan ini dikenal dengan istilah tujuh waste (seven wastes), dan hampir semuanya dapat teridentifikasi dengan jelas begitu proses dipetakan secara visual melalui VSM. Berikut jenis-jenis waste yang paling sering ditemukan:
- Defects (Cacat Produk): Produk yang tidak memenuhi standar kualitas sehingga harus diperbaiki ulang (rework) atau bahkan dibuang, yang berdampak langsung pada pemborosan waktu, material, dan tenaga kerja.
- Overproduction (Produksi Berlebih): Memproduksi barang lebih banyak atau lebih cepat dari yang dibutuhkan customer, sehingga menimbulkan penumpukan persediaan dan biaya penyimpanan yang tidak perlu. Waste ini biasanya paling mudah terlihat dari besarnya segitiga inventory di antara dua process box pada peta VSM.
- Waiting (Waktu Tunggu): Jeda waktu di mana operator, mesin, atau material menunggu proses selanjutnya dimulai, baik karena keterlambatan supply, breakdown mesin, maupun ketidakseimbangan beban kerja antar stasiun. Waste ini terlihat jelas pada garis timeline di bagian bawah peta, di mana non-value-added time jauh lebih besar dibanding value-added time.
- Transportation (Transportasi Berlebih): Pergerakan material atau produk dari satu lokasi ke lokasi lain yang sebenarnya tidak menambah nilai, seperti tata letak pabrik yang tidak efisien sehingga barang harus berpindah bolak-balik antar area kerja.
- Overprocessing (Proses Berlebih): Melakukan langkah kerja yang sebenarnya tidak dibutuhkan oleh customer, seperti inspeksi ganda, dokumentasi berlebihan, atau tingkat presisi yang melebihi spesifikasi yang diminta.
- Inventory (Persediaan Berlebih): Penumpukan bahan baku, barang setengah jadi, maupun barang jadi yang melebihi kebutuhan aktual, sehingga mengikat modal kerja dan berisiko menimbulkan kerusakan atau keusangan produk.
- Motion (Gerakan Berlebih): Pergerakan fisik operator yang tidak perlu selama bekerja, seperti harus berjalan jauh untuk mengambil alat atau material karena tata letak stasiun kerja yang kurang ergonomis.
Bagaimana ERP Membantu Value Stream Mapping?
Meskipun Value Stream Mapping pada dasarnya adalah aktivitas manual yang melibatkan observasi langsung di lapangan, penerapannya akan jauh lebih efektif ketika didukung oleh software manufaktur yang mampu menyediakan data akurat dan real-time. Di sinilah peran ERP menjadi sangat relevan, karena banyak metrik yang dibutuhkan dalam VSM, seperti cycle time, tingkat persediaan, hingga lead time, sebenarnya sudah tercatat di dalam sistem, hanya saja sering kali tersebar di berbagai modul atau bahkan masih dicatat secara manual di masing-masing departemen.
Dengan software manufaktur berbasis ERP yang terintegrasi, data-data tersebut dapat ditarik secara otomatis dan konsisten, sehingga tim tidak perlu lagi mengandalkan pencatatan manual yang rawan human error saat menyusun Current State Map. Beberapa cara ERP mendukung proses VSM antara lain:
- Menyediakan data inventory secara real-time, sehingga tim dapat mengetahui dengan akurat berapa lama dan berapa banyak persediaan yang menumpuk di setiap titik proses, tanpa harus melakukan stock opname manual saat gemba walk berlangsung.
- Mencatat cycle time dan downtime mesin secara otomatis, terutama jika software manufaktur ini terintegrasi dengan sistem MES (Manufacturing Execution System) atau IoT di lantai produksi, sehingga data yang digunakan dalam peta benar-benar mencerminkan kondisi aktual.
- Melacak alur informasi antar departemen, mulai dari purchase order, production order, hingga delivery order, sehingga panah alur informasi pada VSM dapat digambarkan dengan lebih presisi sesuai proses bisnis yang sebenarnya berjalan di sistem.
- Mempermudah simulasi Future State, karena dengan data historis yang lengkap, perusahaan dapat memproyeksikan dampak dari perubahan proses, seperti penerapan sistem pull atau pengurangan waktu changeover, sebelum benar-benar diimplementasikan di lapangan.
- Mendukung monitoring berkelanjutan pasca-implementasi, sehingga hasil perbaikan dari Future State Map dapat terus dipantau melalui dashboard software manufaktur, memastikan perbaikan yang telah dilakukan benar-benar berdampak dan tidak kembali ke kondisi awal.
Dengan kombinasi antara pendekatan VSM yang berbasis observasi lapangan dan dukungan data dari software manufaktur yang terstruktur, perusahaan dapat mengambil keputusan perbaikan proses secara lebih cepat, akurat, dan berkelanjutan.
Menuju Value Stream Mapping yang Lebih Terukur dan Berdampak Nyata
Memetakan dan menganalisis Value Stream Mapping secara manual memang menjadi fondasi penting, namun tantangan sesungguhnya terletak pada bagaimana memastikan data yang menjadi dasar peta tersebut, mulai dari cycle time, tingkat persediaan, hingga alur informasi antar proses, tercatat secara akurat, konsisten, dan dapat diakses secara real-time sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas proses produksi maupun rantai pasok modern, perusahaan dapat mendeteksi potensi bottleneck dan pemborosan lebih awal sebelum berdampak lebih luas pada efisiensi operasional, meningkatkan akurasi data di setiap tahap proses secara real-time, serta memastikan setiap perbaikan yang diusulkan dalam Future State Map dapat diukur dan dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan evaluasi internal maupun pengambilan keputusan strategis oleh manajemen.
Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan manual yang rentan kesalahan, ketidaksesuaian data antar departemen, hingga lambatnya respons terhadap penyimpangan proses akan terus menghambat kemampuan bisnis dalam menjalankan Value Stream Mapping secara berkelanjutan. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mendukung proses pemetaan dan perbaikan alur kerja secara lebih terpusat, berbasis data real-time, serta adaptif terhadap perubahan kebutuhan operasional yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda mewujudkan Value Stream Mapping yang lebih efisien, terukur, dan siap mendukung perbaikan proses jangka panjang.

Corrective Maintenance: Pengertian, Jenis, Cara Kerja dan Cara Optimasinya
Corrective Maintenance menjadi solusi yang tidak terhindarkan ketika sebuah mesin atau peralatan berhenti bekerja secara tiba-tiba di tengah proses produksi. Setiap perusahaan manufaktur pasti pernah menghadapi situasi ini, di mana komponen yang seharusnya masih berfungsi normal justru mengalami kerusakan tanpa peringatan, memaksa tim teknisi untuk turun tangan secepat mungkin.
Pendekatan ini berbeda dari strategi maintenance lain yang sifatnya terjadwal, karena tindakan perbaikan baru dilakukan setelah kerusakan benar-benar terjadi. Lantas, apa sebenarnya yang membedakan pendekatan ini dari jenis maintenance lainnya, dan bagaimana penerapannya di lingkungan industri yang serba cepat?
- Apa Itu Corrective Maintenance?
- Jenis-Jenis Corrective Maintenance
- Bagaimana Corrective Maintenance Bekerja?
- Contoh Corrective Maintenance di Berbagai Industri
- Apa Penyebab Corrective Maintenance Dilakukan?
- Kelebihan dan Kekurangan Corrective Maintenance
- Kapan Corrective Maintenance Sebaiknya Digunakan dibandingkan Maintenance yang Lain?
- Cara Mengoptimalkan Corrective Maintenance
- KPI yang Digunakan pada Corrective Maintenance
- Peran Software ERP untuk Mengelola Corrective Maintenance
- Optimalkan Corrective Maintenance dengan Software ERP yang Tepat
Apa Itu Corrective Maintenance?
Corrective maintenance adalah strategi pemeliharaan yang dilakukan setelah suatu mesin, peralatan, atau komponen mengalami kerusakan atau kegagalan fungsi, dengan tujuan mengembalikan kondisinya seperti semula agar dapat beroperasi kembali secara normal. Berbeda dengan preventive maintenance yang dijadwalkan secara rutin tanpa melihat kondisi aktual mesin, corrective maintenance bersifat reaktif, tindakan perbaikan baru diambil ketika masalah sudah benar-benar muncul, baik itu berupa penurunan performa, suara abnormal, atau kerusakan total yang membuat mesin berhenti beroperasi sepenuhnya.
Pendekatan ini sering disebut juga sebagai breakdown maintenance atau run-to-failure maintenance, karena prinsip dasarnya adalah membiarkan peralatan beroperasi hingga mengalami kegagalan, lalu memperbaikinya. Dalam praktiknya, corrective maintenance melibatkan beberapa tahapan inti seperti identifikasi sumber masalah, diagnosis tingkat kerusakan, penggantian atau perbaikan komponen yang bermasalah, hingga pengujian ulang untuk memastikan mesin kembali berfungsi sesuai standar operasional.
Meski terkesan sederhana, jenis maintenance ini tetap memerlukan sistem pencatatan dan analisis yang baik agar setiap kerusakan yang terjadi dapat menjadi data historis untuk perbaikan strategi maintenance ke depannya.
Tujuan Corrective Maintenance
Setiap tindakan corrective maintenance yang dilakukan sebenarnya mengarah pada beberapa capaian penting bagi kelangsungan operasional perusahaan. Berikut adalah tujuan utama dari penerapan corrective maintenance:
- Menghasilkan data historis kerusakan
Mencatat setiap insiden untuk dijadikan bahan evaluasi dan dasar penyusunan strategi maintenance yang lebih baik ke depannya. - Mengembalikan fungsi peralatan
Memastikan mesin atau komponen yang rusak dapat beroperasi kembali secara normal sesuai standar yang ditetapkan. - Meminimalkan downtime produksi
Mempercepat proses perbaikan agar gangguan operasional tidak berlangsung lebih lama dari yang seharusnya. - Mencegah kerusakan yang lebih parah
Menangani masalah sejak awal sebelum komponen lain ikut terdampak akibat kegagalan yang dibiarkan. - Menjaga keselamatan kerja
Memastikan peralatan yang berpotensi membahayakan operator segera ditangani agar tidak menimbulkan risiko kecelakaan.
Jenis-Jenis Corrective Maintenance
Tidak semua corrective maintenance dijalankan dengan cara yang sama, karena tingkat urgensi dan dampak kerusakan terhadap operasional bisa sangat berbeda-beda di setiap kondisi. Berdasarkan waktu pelaksanaan dan tingkat urgensinya, corrective maintenance umumnya terbagi menjadi tiga jenis utama berikut ini.
Unplanned Corrective Maintenance
Unplanned corrective maintenance terjadi ketika kerusakan muncul secara tiba-tiba tanpa ada tanda peringatan sebelumnya, sehingga tim teknisi harus segera melakukan perbaikan agar proses produksi tidak terhenti lebih lama. Jenis ini paling sering ditemui pada kasus kegagalan komponen kritis seperti motor yang terbakar atau bearing yang patah secara mendadak.
Karena sifatnya yang mendesak, unplanned corrective maintenance kerap menimbulkan biaya yang lebih tinggi dan downtime yang sulit diprediksi, sebab perusahaan tidak memiliki waktu untuk menyiapkan spare part atau tenaga kerja tambahan sebelumnya.
Planned Corrective Maintenance
Berbeda dengan jenis sebelumnya, planned corrective maintenance dilakukan setelah kerusakan terdeteksi lebih dini melalui inspeksi rutin atau laporan operator, namun perbaikannya tidak harus segera dilakukan saat itu juga. Tim maintenance memiliki waktu untuk merencanakan jadwal perbaikan, menyiapkan spare part yang diperlukan, dan mengatur alokasi tenaga kerja secara lebih efisien. Pendekatan ini memungkinkan perusahaan tetap menjalankan proses corrective maintenance tanpa harus mengorbankan kelancaran produksi secara drastis.
Deferred Corrective Maintenance
Deferred corrective maintenance diterapkan ketika kerusakan yang ditemukan tergolong minor dan tidak mengganggu jalannya operasional secara signifikan, sehingga perbaikannya dapat ditunda hingga waktu yang lebih tepat, misalnya saat jadwal shutdown terjadwal berikutnya.
Jenis ini memberikan fleksibilitas bagi perusahaan untuk menggabungkan beberapa pekerjaan perbaikan sekaligus dalam satu periode maintenance, sehingga lebih efisien dari segi waktu dan biaya dibandingkan menangani setiap kerusakan kecil secara terpisah.
Baca juga: Corrective and Preventive Action (CAPA): Panduan Lengkap Implementasi untuk Berbagai Industri
Bagaimana Corrective Maintenance Bekerja?
Proses corrective maintenance pada dasarnya mengikuti rangkaian tahapan yang sistematis, meskipun pemicunya adalah kejadian yang tidak terduga. Semuanya biasanya dimulai dari deteksi kerusakan, baik melalui pengamatan langsung operator, alarm sistem monitoring, maupun laporan dari pengguna mesin yang merasakan adanya keanehan pada performa peralatan. Begitu indikasi masalah ini muncul, langkah selanjutnya adalah pelaporan dan pencatatan insiden, di mana informasi terkait jenis kerusakan, waktu terjadinya, dan dampak yang ditimbulkan dicatat ke dalam sistem agar dapat ditindaklanjuti oleh tim teknisi.
Setelah laporan diterima, tim maintenance akan melakukan diagnosis dan analisis akar masalah untuk memastikan penyebab pasti dari kerusakan tersebut, apakah berasal dari keausan komponen, kesalahan operasional, atau faktor eksternal lainnya. Diagnosis yang tepat ini menjadi penentu agar perbaikan yang dilakukan benar-benar menyelesaikan masalah, bukan sekadar menutupi gejalanya saja. Setelah akar masalah ditemukan, prosesnya berlanjut ke persiapan sumber daya, yaitu menyiapkan spare part, alat kerja, dan tenaga teknisi yang sesuai dengan jenis kerusakan yang dihadapi.
Tahap berikutnya adalah eksekusi perbaikan, di mana teknisi mulai melakukan tindakan nyata seperti penggantian komponen, perbaikan sistem, atau kalibrasi ulang mesin sesuai dengan hasil diagnosis sebelumnya. Setelah perbaikan selesai dilakukan, mesin akan menjalani pengujian dan verifikasi fungsi untuk memastikan bahwa peralatan benar-benar sudah kembali normal dan siap dioperasikan tanpa risiko kegagalan berulang dalam waktu dekat.
Terakhir, seluruh proses ini ditutup dengan dokumentasi dan evaluasi, yaitu pencatatan detail tindakan yang telah dilakukan beserta hasilnya, yang nantinya berguna sebagai data historis untuk menganalisis pola kerusakan dan menyusun strategi maintenance yang lebih baik di masa depan.
Contoh Corrective Maintenance di Berbagai Industri
Penerapan corrective maintenance dapat ditemukan di hampir semua sektor industri yang mengandalkan mesin dan peralatan untuk menjalankan operasionalnya, meskipun jenis kerusakan dan cara penanganannya bisa berbeda-beda tergantung karakteristik proses produksi masing-masing sektor. Setiap industri memiliki tingkat toleransi downtime dan risiko yang berbeda, sehingga pendekatan corrective maintenance yang diterapkan pun disesuaikan dengan kebutuhan spesifiknya. Berikut beberapa contoh penerapan corrective maintenance di berbagai sektor industri.
- Industri Farmasi
Mesin blister packing yang berhenti mendadak karena kegagalan motor penggerak memerlukan corrective maintenance yang cepat dan presisi, mengingat lini produksi farmasi memiliki standar kebersihan dan ketepatan waktu yang sangat ketat. - Industri Manufaktur
Ketika mesin injection molding mengalami kebocoran pada sistem hidroliknya secara tiba-tiba di tengah proses produksi, tim teknisi harus segera melakukan perbaikan pada seal dan komponen hidrolik yang bocor agar lini produksi dapat kembali berjalan tanpa menunggu jadwal maintenance terjadwal. - Industri Makanan dan Minuman (F&B)
Mesin pengisi (filling machine) yang berhenti beroperasi akibat sensor level cairan yang rusak membutuhkan corrective maintenance segera, mengingat keterlambatan penanganan dapat menyebabkan kontaminasi produk atau kerugian akibat bahan baku yang terbuang. - Industri Otomotif
Robot welding pada lini perakitan yang mengalami error pada sistem kalibrasinya memerlukan tindakan perbaikan korektif berupa kalibrasi ulang atau penggantian sensor, karena downtime pada lini perakitan otomotif berdampak langsung pada target produksi harian. - Industri Tekstil
Mesin tenun yang mengalami putus benang berulang akibat komponen tensioner yang sudah aus membutuhkan penggantian komponen secara langsung agar kualitas kain yang dihasilkan tetap sesuai standar. - Industri Pertambangan
Alat berat seperti excavator yang mengalami kebocoran oli hidrolik di lokasi tambang harus segera ditangani oleh tim teknisi lapangan, mengingat kondisi medan yang sulit membuat keterlambatan perbaikan berisiko menghentikan seluruh proses penggalian.
Baca juga: Panduan Lengkap Maintenance Management System untuk Industri Modern
Apa Penyebab Corrective Maintenance Dilakukan?
Kebutuhan akan corrective maintenance pada dasarnya tidak muncul begitu saja, melainkan dipengaruhi oleh berbagai faktor yang berkaitan dengan kondisi mesin, sistem perawatan yang diterapkan, hingga faktor operasional di lapangan. Memahami penyebab-penyebab ini penting bagi perusahaan agar dapat mengevaluasi apakah ketergantungan pada corrective maintenance masih dalam batas wajar atau justru menjadi indikasi adanya kelemahan dalam strategi maintenance secara keseluruhan. Berikut beberapa faktor utama yang umumnya memicu dilakukannya corrective maintenance.
- Keterbatasan anggaran maintenance
Beberapa perusahaan memilih menunda investasi pada predictive atau preventive maintenance karena alasan biaya, sehingga corrective maintenance menjadi satu-satunya pilihan yang tersisa. - Keausan komponen akibat usia pakai
Setiap komponen mesin memiliki batas usia operasional tertentu, dan begitu melewati batas tersebut, risiko kegagalan fungsi akan meningkat secara signifikan. - Minimnya preventive maintenance
Perusahaan yang tidak menjalankan jadwal pemeliharaan rutin secara konsisten cenderung lebih sering menghadapi kerusakan mendadak yang memerlukan tindakan korektif. - Kesalahan operasional (human error)
Penggunaan mesin yang tidak sesuai prosedur standar, seperti melebihi kapasitas beban kerja, dapat memicu kerusakan pada komponen tertentu. - Kualitas spare part yang rendah
Penggunaan komponen pengganti yang tidak sesuai spesifikasi asli sering kali mempercepat kegagalan fungsi mesin dalam jangka pendek. - Faktor lingkungan operasional
Kondisi lingkungan seperti suhu ekstrem, kelembaban tinggi, atau paparan debu berlebih dapat mempercepat proses kerusakan pada komponen mesin.
Kelebihan dan Kekurangan Corrective Maintenance
Seperti halnya strategi maintenance lainnya, corrective maintenance memiliki sisi positif dan negatif yang perlu dipertimbangkan sebelum perusahaan menjadikannya sebagai pendekatan utama dalam pengelolaan aset. Mengetahui kelebihan dan kekurangan ini akan membantu tim maintenance dalam menentukan kapan pendekatan ini cocok digunakan dan kapan sebaiknya dikombinasikan dengan strategi maintenance lain.
| Kelebihan | Kekurangan |
|---|---|
| Tidak memerlukan biaya perencanaan di awal karena tindakan baru dilakukan saat kerusakan terjadi | Downtime cenderung tidak terprediksi dan bisa berlangsung lebih lama dari yang diharapkan |
| Cocok untuk komponen non-kritis yang tidak berdampak besar jika mengalami kegagalan | Biaya perbaikan darurat sering lebih tinggi dibanding perbaikan terjadwal |
| Tidak membutuhkan sistem monitoring kompleks seperti pada predictive maintenance | Berisiko menyebabkan kerusakan sekunder pada komponen lain yang terhubung |
| Mudah diterapkan tanpa investasi teknologi tambahan | Sulit diprediksi kapan kerusakan akan terjadi, sehingga menyulitkan perencanaan sumber daya |
| Memberikan fleksibilitas untuk menunda perbaikan minor (deferred maintenance) | Berpotensi menurunkan usia pakai mesin secara keseluruhan jika terlalu sering dibiarkan rusak |
Kapan Corrective Maintenance Sebaiknya Digunakan dibandingkan Maintenance yang Lain?
Menentukan kapan corrective maintenance menjadi pilihan yang tepat sebenarnya bergantung pada karakteristik mesin, tingkat kekritisan komponen, dan toleransi perusahaan terhadap risiko downtime. Pendekatan ini paling ideal digunakan pada komponen non-kritis yang tidak berdampak signifikan terhadap keseluruhan jalur produksi apabila mengalami kegagalan, sehingga biaya untuk menerapkan strategi maintenance yang lebih kompleks justru tidak sebanding dengan risikonya. Selain itu, corrective maintenance juga cocok diterapkan pada peralatan dengan biaya penggantian yang relatif murah, di mana proses perbaikan atau penggantian komponen jauh lebih efisien dibandingkan harus berinvestasi pada sistem monitoring kondisi secara berkelanjutan.
Pendekatan ini juga menjadi pilihan logis ketika pola kerusakan mesin sulit diprediksi atau tidak mengikuti tren tertentu, sehingga penerapan predictive maintenance yang mengandalkan data sensor dan analisis tren kerusakan menjadi kurang efektif untuk diterapkan. Di sisi lain, ketika perusahaan menghadapi mesin dengan riwayat kerusakan yang sudah dapat dipetakan polanya, beralih ke preventive maintenance akan jauh lebih menguntungkan, karena perawatan terjadwal dapat mencegah kerusakan sebelum benar-benar terjadi dan menghindari downtime yang tidak terduga.
Sebaliknya, untuk aset-aset kritis yang downtime-nya dapat menyebabkan kerugian besar atau membahayakan keselamatan, mengandalkan corrective maintenance saja menjadi pilihan yang berisiko. Pada kondisi seperti ini, kombinasi antara preventive maintenance dan predictive maintenance jauh lebih disarankan untuk meminimalkan kemungkinan kegagalan mendadak sekaligus menjaga kestabilan operasional dalam jangka panjang.
Baca juga : Condition-Based Maintenance dan Perannya dalam Menekan Downtime Produksi
Cara Mengoptimalkan Corrective Maintenance
Meskipun bersifat reaktif, corrective maintenance tetap dapat dijalankan secara lebih efisien apabila perusahaan menerapkan pendekatan yang tepat dalam pengelolaannya. Berikut beberapa cara yang dapat dilakukan untuk mengoptimalkan proses corrective maintenance.
Membangun Sistem Pencatatan Riwayat Kerusakan
Setiap insiden kerusakan yang terjadi sebaiknya dicatat secara terstruktur, mencakup jenis kerusakan, waktu kejadian, komponen yang terdampak, hingga tindakan perbaikan yang dilakukan. Data historis ini menjadi fondasi penting untuk menganalisis pola kerusakan yang berulang, sehingga perusahaan dapat mengidentifikasi apakah suatu komponen perlu dipindahkan ke skema preventive maintenance di masa mendatang. Pencatatan ini akan jauh lebih efisien apabila didukung oleh software ERP yang mampu menyimpan dan mengelola data riwayat kerusakan secara terpusat.
Menyediakan Spare Part Kritis Secara Proaktif
Salah satu penyebab utama lamanya downtime saat corrective maintenance adalah keterlambatan ketersediaan komponen pengganti. Dengan mengidentifikasi komponen-komponen kritis yang berisiko tinggi mengalami kegagalan, perusahaan dapat menyiapkan stok spare part secara proaktif, sehingga proses perbaikan dapat dilakukan lebih cepat begitu kerusakan terdeteksi. Modul inventori pada software manufaktur dapat membantu memantau ketersediaan spare part secara real-time agar stok kritis tidak pernah kosong.
Melatih Tim Teknisi untuk Respons Cepat
Kecepatan dan ketepatan diagnosis sangat bergantung pada kompetensi tim teknisi di lapangan. Pelatihan rutin terkait troubleshooting, penggunaan alat diagnostik, serta prosedur keselamatan kerja akan membantu mempercepat proses identifikasi masalah dan eksekusi perbaikan, sehingga durasi downtime dapat ditekan seminimal mungkin.
Menetapkan Prioritas Berdasarkan Tingkat Kekritisan Aset
Tidak semua kerusakan memiliki urgensi yang sama, sehingga penting bagi perusahaan untuk mengklasifikasikan aset berdasarkan dampaknya terhadap operasional. Dengan adanya sistem prioritas yang jelas, tim maintenance dapat fokus menangani kerusakan pada peralatan kritis terlebih dahulu, sementara kerusakan minor pada aset non-kritis dapat dijadwalkan kemudian sebagai deferred maintenance.
Memanfaatkan Sistem Digital untuk Pelacakan Work Order
Penggunaan software ERP untuk mencatat dan melacak setiap permintaan perbaikan (work order) memungkinkan tim maintenance memantau status pekerjaan secara real-time, mulai dari pelaporan awal hingga verifikasi akhir. Pendekatan ini juga mempermudah proses audit dan evaluasi kinerja maintenance secara keseluruhan, sekaligus mengintegrasikan data maintenance dengan modul produksi dan inventori lainnya dalam satu sistem software manufaktur.
Melakukan Evaluasi Berkala terhadap Frekuensi Kerusakan
Perusahaan perlu secara rutin mengevaluasi frekuensi corrective maintenance yang terjadi pada setiap mesin atau lini produksi. Apabila ditemukan bahwa suatu komponen terus-menerus mengalami kerusakan dalam periode waktu yang singkat, ini menjadi indikasi kuat bahwa strategi maintenance untuk komponen tersebut perlu dievaluasi ulang, baik dengan beralih ke preventive maintenance maupun investasi pada komponen dengan kualitas lebih baik.
Baca juga: Apa itu Total Productive Maintenance (TPM) & Cara Implementasinya?
KPI yang Digunakan pada Corrective Maintenance
Mengukur efektivitas corrective maintenance memerlukan indikator kinerja yang jelas, sehingga perusahaan dapat menilai apakah proses perbaikan yang dilakukan sudah berjalan secara efisien atau masih perlu perbaikan. Berikut beberapa KPI utama yang umum digunakan untuk mengevaluasi kinerja corrective maintenance.
- Work Order Completion Rate
Menunjukkan persentase permintaan perbaikan (work order) yang berhasil diselesaikan dalam jangka waktu yang ditentukan. KPI ini berguna untuk menilai responsivitas dan kapasitas tim maintenance dalam menangani volume pekerjaan corrective yang masuk. - Mean Time to Repair (MTTR)
Mengukur rata-rata waktu yang dibutuhkan untuk menyelesaikan satu siklus perbaikan, mulai dari kerusakan terdeteksi hingga mesin kembali beroperasi normal. Semakin kecil nilai MTTR, semakin efisien proses corrective maintenance yang dijalankan. - Mean Time Between Failures (MTBF)
Menunjukkan rata-rata interval waktu antara satu kegagalan dengan kegagalan berikutnya pada peralatan yang sama. Nilai MTBF yang tinggi mengindikasikan bahwa mesin memiliki keandalan yang baik meski masih menggunakan pendekatan corrective. - Downtime Ratio
Mengukur persentase waktu mesin tidak beroperasi akibat kerusakan dibandingkan dengan total waktu operasional yang direncanakan. KPI ini membantu perusahaan memahami seberapa besar dampak corrective maintenance terhadap produktivitas secara keseluruhan. - Maintenance Cost per Asset
Menghitung total biaya corrective maintenance yang dikeluarkan untuk setiap aset dalam periode tertentu, termasuk biaya spare part, tenaga kerja, dan kerugian akibat downtime. KPI ini berguna untuk mengevaluasi apakah suatu aset masih layak dipertahankan atau perlu diganti. - First Time Fix Rate (FTFR)
Mengukur persentase perbaikan yang berhasil menyelesaikan masalah pada kunjungan atau upaya pertama, tanpa perlu pengulangan tindakan. Tingkat FTFR yang tinggi menunjukkan kompetensi tim teknisi dan ketepatan proses diagnosis yang dilakukan.
Baca juga: 8 Asset Management Software Terbaik di Indonesia 2026
Peran Software ERP untuk Mengelola Corrective Maintenance
Pengelolaan corrective maintenance yang masih dilakukan secara manual sering kali menimbulkan berbagai kendala, mulai dari data kerusakan yang tidak terdokumentasi dengan baik, keterlambatan koordinasi antar divisi, hingga sulitnya melacak histori perbaikan pada setiap aset. Di sinilah peran software ERP menjadi sangat penting, karena sistem ini mampu mengintegrasikan seluruh proses corrective maintenance ke dalam satu platform yang terhubung dengan modul operasional lainnya. Berikut beberapa peran utama software ERP dalam mendukung pengelolaan corrective maintenance secara lebih efektif.
- Sentralisasi Data Aset dan Riwayat Kerusakan
Software ERP memungkinkan seluruh data terkait aset, mulai dari spesifikasi mesin, jadwal perawatan, hingga riwayat kerusakan yang pernah terjadi, tersimpan dalam satu database terpusat. Hal ini memudahkan tim maintenance untuk mengakses informasi historis kapan pun dibutuhkan, tanpa harus mencari dokumen fisik atau spreadsheet yang terpisah-pisah. - Otomatisasi Work Order dan Notifikasi
Begitu kerusakan dilaporkan oleh operator, sistem ERP dapat secara otomatis membuat work order dan mengirimkan notifikasi kepada tim teknisi yang relevan. Proses ini mempercepat respons terhadap insiden kerusakan, sekaligus mengurangi risiko keterlambatan akibat komunikasi manual yang kurang efisien. - Manajemen Inventori Spare Part Secara Real-Time
Modul inventori pada ERP memungkinkan perusahaan memantau ketersediaan spare part secara real-time, termasuk memberikan peringatan otomatis ketika stok komponen kritis mendekati batas minimum. Dengan begitu, proses pengadaan dapat dilakukan lebih awal sebelum kekurangan stok benar-benar menghambat proses perbaikan. - Analisis dan Pelaporan Kinerja Maintenance
ERP menyediakan dashboard analitik yang menampilkan berbagai KPI maintenance secara visual, seperti MTTR, MTBF, dan downtime ratio, sehingga manajemen dapat memantau tren kerusakan dan mengevaluasi efektivitas strategi maintenance yang diterapkan secara berkala. - Integrasi dengan Modul Produksi dan Keuangan
Karena bersifat terintegrasi, data corrective maintenance pada ERP dapat terhubung langsung dengan modul produksi untuk menyesuaikan jadwal output, serta modul keuangan untuk mencatat biaya perbaikan secara otomatis tanpa perlu input data secara berulang. - Mendukung Transisi ke Predictive Maintenance
Data historis kerusakan yang terkumpul dalam sistem ERP dapat dianalisis lebih lanjut untuk mengidentifikasi pola kegagalan, sehingga menjadi dasar yang kuat bagi perusahaan yang ingin bertransisi dari corrective maintenance menuju predictive maintenance di masa mendatang.
Optimalkan Corrective Maintenance dengan Software ERP yang Tepat
Memahami konsep dan strategi Corrective Maintenance yang tepat adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari deteksi kerusakan, koordinasi tim teknisi, hingga pelacakan riwayat perbaikan secara berkelanjutan, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas pengelolaan aset dan perawatan mesin modern, perusahaan dapat merespons kerusakan lebih cepat sebelum berkembang menjadi gangguan produksi yang lebih besar, meningkatkan akurasi data spare part dan biaya perbaikan secara real-time, serta memastikan setiap tindakan corrective maintenance dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan manual yang rentan kesalahan, keterlambatan ketersediaan spare part, hingga lambatnya respons terhadap kerusakan mendadak akan terus menghambat kemampuan bisnis dalam mengelola corrective maintenance secara efektif. Itulah mengapa semakin banyak perusahaan yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola maintenance secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika operasional yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda membangun strategi Corrective Maintenance yang lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.