
")
Statistical Process Control (SPC): Pengertian, Manfaat, dan Cara Penerapannya
Statistical Process Control (SPC) sudah lama menjadi tulang punggung pengendalian kualitas di industri manufaktur global, bukan karena tren, melainkan karena hasilnya yang konsisten dan terukur. Di balik setiap lini produksi yang berjalan stabil, hampir selalu ada sistem pemantauan berbasis data yang bekerja diam-diam mendeteksi penyimpangan jauh sebelum produk cacat sempat lolos ke tangan konsumen.
Yang membedakan pendekatan ini dari inspeksi konvensional adalah caranya membaca proses, bukan sekadar menilai hasil akhir. Data dikumpulkan secara real-time, pola dianalisis secara statistik, dan keputusan diambil berdasarkan sinyal, bukan asumsi. Inilah yang membuat SPC tetap relevan bahkan di era otomasi dan digitalisasi seperti sekarang.
- Apa Itu Statistical Process Control (SPC)?
- Prinsip Dasar SPC
- Tujuan dan Manfaat Statistical Process Control
- Jenis Control Chart dalam SPC
- Cara Kerja Statistical Process Control
- 7 Tools Utama dalam SPC
- Contoh Penerapan SPC di Industri
- SPC vs Six Sigma vs Quality Control
- Tantangan dalam Implementasi SPC
- Peran Teknologi dalam SPC Modern
- Optimalkan Statistical Process Control dengan Software ERP
Apa Itu Statistical Process Control (SPC)?
Statistical Process Control (SPC) adalah metode pengendalian kualitas berbasis statistik yang digunakan untuk memantau, menganalisis, dan mengendalikan jalannya proses produksi secara real-time. Alih-alih menunggu produk selesai diproduksi untuk kemudian diperiksa, SPC bekerja di tengah proses, mendeteksi sinyal penyimpangan sejak dini sebelum berkembang menjadi cacat yang lebih besar.
Inti dari pendekatan ini adalah data. Setiap variabel dalam proses produksi diukur, dicatat, dan dianalisis menggunakan alat statistik, terutama control chart. Dari sinyal yang muncul pada grafik itulah tim produksi bisa membedakan mana variasi yang wajar dan mana yang membutuhkan tindakan korektif segera.
Sejarah dan Perkembangan SPC
SPC bukan konsep baru. Metode ini pertama kali diperkenalkan oleh Walter A. Shewhart, seorang fisikawan dan statistikawan dari Bell Telephone Laboratories, pada tahun 1920-an. Shewhart mengembangkan control chart sebagai alat untuk membedakan dua jenis variasi dalam proses produksi, variasi yang bersifat acak (common cause) dan variasi yang disebabkan oleh faktor tertentu (special cause).
Kontribusi Shewhart kemudian dikembangkan lebih lanjut oleh W. Edwards Deming, yang mempopulerkan SPC secara luas, terutama di Jepang pasca Perang Dunia II. Penerapan SPC di industri manufaktur Jepang pada era 1950-an menjadi salah satu fondasi kebangkitan kualitas produk Jepang yang kemudian dikenal dunia.
Memasuki era 1980-an, SPC mulai diadopsi secara masif oleh industri Barat, termasuk sektor otomotif dan elektronik, seiring meningkatnya tekanan persaingan global. Kini, dengan dukungan teknologi digital dan software berbasis data, SPC terus berevolusi, tidak lagi terbatas pada lini produksi manual, tetapi sudah terintegrasi dalam sistem manufaktur modern secara otomatis.
Prinsip Dasar SPC
SPC dibangun di atas beberapa prinsip fundamental yang menjadi landasan cara kerjanya. Memahami prinsip-prinsip ini penting sebelum masuk ke penerapan teknisnya, karena di sinilah letak perbedaan mendasar SPC dengan pendekatan quality control konvensional.
1. Variasi Selalu Ada dalam Setiap Proses
Tidak ada proses produksi yang menghasilkan output yang benar-benar identik seratus persen. Sekecil apapun, variasi selalu hadir, baik dari mesin, material, metode, lingkungan, maupun faktor manusia. SPC tidak berusaha menghilangkan variasi sepenuhnya, melainkan memahami dan mengelolanya.
Dalam SPC, variasi dibagi menjadi dua jenis. Pertama, common cause variation, variasi alami yang memang melekat pada proses dan dianggap normal selama masih berada dalam batas kendali. Kedua, special cause variation, variasi yang muncul akibat faktor spesifik yang tidak seharusnya terjadi, seperti kerusakan alat, kesalahan operator, atau perubahan bahan baku. Tugas utama SPC adalah mendeteksi special cause variation ini sebelum berdampak lebih luas.
2. Keputusan Harus Berbasis Data, Bukan Asumsi
Salah satu prinsip terkuat dalam SPC adalah penolakan terhadap pengambilan keputusan berdasarkan intuisi semata. Setiap tindakan korektif yang diambil harus didukung oleh data yang terukur dan dianalisis secara statistik.
Pendekatan ini mencegah dua kesalahan yang sering terjadi dalam pengendalian proses, overreaction, yaitu melakukan penyesuaian pada proses yang sebenarnya sudah berjalan normal, dan underreaction, yaitu mengabaikan sinyal penyimpangan yang seharusnya ditindaklanjuti. Keduanya sama-sama merugikan dan bisa dihindari dengan membiarkan data yang berbicara.
3. Pengendalian Dilakukan Selama Proses Berjalan
SPC bukan alat inspeksi akhir. Prinsip ini menegaskan bahwa pengendalian kualitas harus dilakukan secara kontinu di sepanjang proses produksi, bukan hanya di titik akhir sebelum produk dikirim.
Dengan memantau proses secara real-time, masalah bisa diidentifikasi dan ditangani jauh lebih awal, sebelum menghasilkan produk cacat dalam jumlah besar. Ini bukan hanya soal efisiensi, tetapi juga soal biaya. Mendeteksi penyimpangan di tengah proses jauh lebih murah dibandingkan menangani produk reject di tahap akhir atau, lebih buruk lagi, setelah sampai ke tangan pelanggan.
4. Proses yang Stabil Adalah Proses yang Bisa Diprediksi
Dalam terminologi SPC, proses yang baik adalah proses yang in control, artinya variasi yang terjadi masih berada dalam batas kendali yang telah ditetapkan secara statistik. Proses yang stabil bukan berarti sempurna, tetapi berarti dapat diprediksi.
Ketika sebuah proses sudah berada dalam kondisi stabil, tim produksi bisa melakukan peningkatan secara sistematis karena baseline-nya sudah jelas. Sebaliknya, proses yang tidak stabil sulit untuk ditingkatkan karena penyebab variasinya belum terkendali. Stabilitas adalah syarat pertama sebelum bicara tentang peningkatan kualitas jangka panjang.
5. Perbaikan Bersifat Berkelanjutan
SPC bukan solusi satu kali pakai. Prinsip ini sejalan dengan filosofi continuous improvement, bahwa pengendalian kualitas adalah proses yang terus berjalan, bukan proyek yang memiliki titik akhir.
Setelah special cause berhasil diidentifikasi dan dieliminasi, batas kendali dievaluasi ulang dan proses diperbaiki. Siklus ini terus berulang, mendorong standar kualitas yang semakin ketat dari waktu ke waktu. Inilah yang membuat perusahaan yang menerapkan SPC secara konsisten cenderung memiliki tingkat kualitas yang terus meningkat, bukan sekadar stabil di satu titik.
Tujuan dan Manfaat Statistical Process Control
Penerapan SPC dalam proses produksi bukan semata soal memenuhi standar kualitas, lebih dari itu, SPC memberikan dampak nyata yang bisa dirasakan di berbagai lini operasional. Mulai dari efisiensi biaya hingga kepercayaan pelanggan, berikut tujuan dan manfaat utama yang bisa diperoleh perusahaan dari implementasi SPC secara konsisten.
Tujuan Statistical Process Control
- Memantau Stabilitas Proses Secara Real-Time
SPC bertujuan untuk memberikan gambaran langsung tentang kondisi proses produksi yang sedang berjalan. Dengan pemantauan berbasis data secara kontinu, tim produksi bisa mengetahui apakah proses berjalan dalam kondisi normal atau mulai menunjukkan tanda-tanda penyimpangan, tanpa harus menunggu hasil inspeksi akhir. - Mendeteksi Penyimpangan Sebelum Menjadi Masalah
Salah satu tujuan inti SPC adalah menangkap sinyal anomali sedini mungkin. Ketika data mulai menunjukkan pola yang tidak wajar pada control chart, tim bisa segera melakukan investigasi dan tindakan korektif sebelum penyimpangan tersebut berkembang menjadi cacat produk dalam skala besar. - Membedakan Variasi Normal dan Variasi Abnormal
Tidak semua variasi dalam proses produksi perlu ditindaklanjuti. SPC membantu tim membedakan mana variasi yang memang wajar terjadi (common cause) dan mana yang merupakan sinyal masalah nyata (special cause), sehingga energi dan sumber daya tidak terbuang untuk merespons sesuatu yang tidak perlu direspons. - Menjadi Dasar Pengambilan Keputusan Berbasis Data
SPC menyediakan fondasi yang kuat untuk setiap keputusan yang berkaitan dengan proses produksi. Alih-alih mengandalkan intuisi atau pengalaman semata, manajer dan tim quality control bisa mengambil keputusan berdasarkan data statistik yang objektif dan dapat dipertanggungjawabkan. - Mendukung Peningkatan Proses Secara Berkelanjutan
SPC tidak hanya dirancang untuk menjaga proses tetap stabil, tetapi juga untuk mendorong perbaikan yang sistematis. Dengan memahami pola variasi dari waktu ke waktu, perusahaan bisa mengidentifikasi area yang paling membutuhkan peningkatan dan mengukur efektivitas setiap perubahan yang dilakukan.
Manfaat Statistical Process Control
- Mengurangi Produk Cacat dan Pemborosan
Dengan deteksi dini terhadap penyimpangan proses, jumlah produk cacat (defect) dan pemborosan material bisa ditekan secara signifikan. Ini berdampak langsung pada pengurangan biaya produksi dan peningkatan yield produksi, rasio produk yang lolos standar kualitas dari total produksi. - Menurunkan Biaya Operasional
Menangani masalah di tengah proses jauh lebih murah dibandingkan menanganinya di tahap akhir atau setelah produk sampai ke pelanggan. SPC membantu perusahaan menghindari biaya rework, scrap, garansi, hingga potensi recall produk yang nilainya bisa jauh lebih besar. - Meningkatkan Konsistensi dan Kualitas Produk
Proses yang terkendali menghasilkan output yang konsisten. Konsistensi inilah yang menjadi fondasi kepercayaan pelanggan, mereka tahu bahwa produk yang mereka terima hari ini memiliki standar yang sama dengan yang mereka terima bulan lalu. - Memperkuat Budaya Kerja Berbasis Data
Implementasi SPC secara tidak langsung mendorong perubahan budaya di lantai produksi. Tim terbiasa mengambil keputusan berdasarkan data, bukan perasaan, dan ini berdampak positif tidak hanya pada kualitas produk, tetapi juga pada cara tim menyelesaikan masalah sehari-hari. - Memenuhi Standar dan Regulasi Industri
Banyak standar internasional seperti ISO 9001, IATF 16949 (otomotif), dan FDA (industri farmasi dan makanan) mensyaratkan adanya sistem pengendalian proses yang terstruktur. SPC menjadi salah satu metode yang paling diakui dan diterima secara luas untuk memenuhi persyaratan tersebut. - Meningkatkan Kepuasan dan Kepercayaan Pelanggan
Pada akhirnya, semua manfaat SPC bermuara pada satu hal, pelanggan menerima produk yang sesuai dengan spesifikasi secara konsisten. Konsistensi kualitas inilah yang membangun kepercayaan jangka panjang dan menjadi keunggulan kompetitif yang sulit ditiru.
Baca juga: Scrap Material: Pengertian, Jenis, Dampak, dan Cara Efektif Mengelolanya
Jenis Control Chart dalam SPC
Control chart adalah jantung dari Statistical Process Control. Tanpa grafik ini, data produksi hanya menjadi sekumpulan angka tanpa makna yang bisa ditindaklanjuti. Setiap jenis control chart dirancang untuk kebutuhan yang berbeda, tergantung pada jenis data yang diukur, karakteristik proses, dan apa yang ingin dipantau. Memilih jenis control chart yang tepat adalah langkah krusial agar analisis yang dihasilkan benar-benar relevan dan akurat.
1. X-Bar and R Chart (Mean and Range Chart)
X-Bar and R Chart adalah jenis control chart yang paling umum digunakan dalam industri manufaktur. Chart ini terdiri dari dua grafik yang bekerja bersama, X-Bar chart memantau rata-rata (mean) dari setiap subgrup sampel, sementara R chart memantau rentang (range) atau selisih antara nilai tertinggi dan terendah dalam subgrup yang sama.
Kombinasi keduanya memberikan gambaran yang lengkap: X-Bar chart menunjukkan apakah rata-rata proses bergeser dari target, sementara R chart menunjukkan apakah variasi dalam proses meningkat atau menurun. Chart ini paling efektif digunakan ketika ukuran subgrup sampel berkisar antara 2 hingga 10, dan datanya bersifat kontinu seperti dimensi, berat, atau temperatur.
2. X-Bar and S Chart (Mean and Standard Deviation Chart)
X-Bar and S Chart memiliki fungsi yang serupa dengan X-Bar and R Chart, namun menggunakan standar deviasi (S) sebagai pengganti range untuk mengukur variasi. Pendekatan ini memberikan estimasi variasi yang lebih akurat, terutama ketika ukuran subgrup sampel lebih besar dari 10.
Keunggulan S chart dibandingkan R chart terletak pada sensitivitasnya, standar deviasi memperhitungkan seluruh data dalam subgrup, bukan hanya nilai ekstremnya. Ini membuatnya lebih andal dalam mendeteksi perubahan variasi yang subtle, terutama pada proses dengan volume sampling yang tinggi seperti lini produksi otomatis.
3. Individual and Moving Range Chart (I-MR Chart)
I-MR Chart digunakan ketika pengambilan sampel hanya bisa dilakukan satu per satu, bukan dalam subgrup. Ini umum terjadi pada proses yang lambat, biaya pengujian yang tinggi, atau ketika setiap unit produksi memang unik, seperti pada industri kimia, farmasi, atau pengolahan makanan.
Chart ini terdiri dari dua bagian: Individual chart (I) yang memantau nilai setiap pengukuran secara individual, dan Moving Range chart (MR) yang memantau variasi antara dua pengukuran berurutan. Karena tidak ada subgrup, sensitivitasnya terhadap perubahan kecil sedikit lebih rendah dibandingkan X-Bar chart, namun tetap menjadi pilihan terbaik ketika subgrup memang tidak memungkinkan.
4. P Chart (Proportion Defective Chart)
P Chart digunakan untuk memantau proporsi atau persentase produk cacat dalam setiap sampel. Berbeda dengan chart sebelumnya yang menggunakan data kontinu, P Chart bekerja dengan data atribut, artinya setiap unit hanya dinilai sebagai “cacat” atau “tidak cacat” tanpa pengukuran numerik lebih lanjut.
Keunggulan P Chart adalah fleksibilitasnya dalam menangani ukuran sampel yang bervariasi dari satu periode ke periode berikutnya. Chart ini banyak digunakan di industri yang melakukan inspeksi visual, seperti industri elektronik, tekstil, dan pengemasan, di mana menentukan apakah sebuah produk memenuhi standar estetika atau tidak lebih mudah dilakukan secara visual daripada diukur secara numerik.
5. NP Chart (Number Defective Chart)
NP Chart secara konsep mirip dengan P Chart, namun alih-alih memantau proporsi, NP Chart memantau jumlah absolut produk cacat dalam setiap sampel. Penggunaannya mensyaratkan ukuran sampel yang konstan di setiap periode pengamatan.
Chart ini lebih intuitif untuk dipresentasikan kepada tim produksi yang tidak terlalu familiar dengan konsep proporsi statistik, karena angka yang ditampilkan adalah jumlah nyata unit cacat, bukan persentase. NP Chart cocok digunakan ketika ukuran batch produksi selalu sama dan tim membutuhkan gambaran langsung tentang berapa unit yang bermasalah dalam setiap siklus.
6. C Chart (Count of Defects Chart)
C Chart digunakan untuk memantau jumlah cacat (defects) per unit, bukan jumlah unit cacat. Perbedaan ini penting, satu unit produk bisa memiliki lebih dari satu cacat, dan C Chart dirancang untuk menangkap hal tersebut.
Chart ini mengasumsikan bahwa cacat terdistribusi secara acak mengikuti distribusi Poisson, dan ukuran sampel harus konstan. C Chart umum digunakan pada industri yang produknya memiliki banyak titik inspeksi dalam satu unit, seperti inspeksi cacat pada lembaran kaca, gulungan kain, atau permukaan panel otomotif, di mana menghitung berapa banyak cacat per meter persegi lebih relevan daripada sekadar menandai produk sebagai cacat atau tidak.
7. U Chart (Count of Defects per Unit Chart)
U Chart adalah pengembangan dari C Chart yang dirancang untuk menangani ukuran sampel yang bervariasi. Alih-alih menghitung total cacat, U Chart menghitung rata-rata jumlah cacat per unit dalam setiap sampel, sehingga perbandingan antar periode tetap valid meskipun jumlah unit yang diinspeksi berbeda-beda.
Chart ini memberikan fleksibilitas yang lebih besar dibandingkan C Chart, terutama pada proses produksi yang tidak selalu menghasilkan volume yang sama setiap harinya. U Chart banyak digunakan di industri percetakan, produksi kabel, dan manufaktur semikonduktor, di mana jumlah unit yang diperiksa bisa berfluktuasi namun standar kualitas per unit tetap harus dijaga secara konsisten.
Cara Kerja Statistical Process Control
Memahami cara kerja SPC bukan hanya soal mengenal alatnya, tetapi juga memahami alur logis di balik setiap tahapannya. SPC bekerja secara sistematis, dari pengumpulan data hingga tindakan korektif, dalam sebuah siklus yang dirancang untuk menjaga proses tetap terkendali secara berkelanjutan.
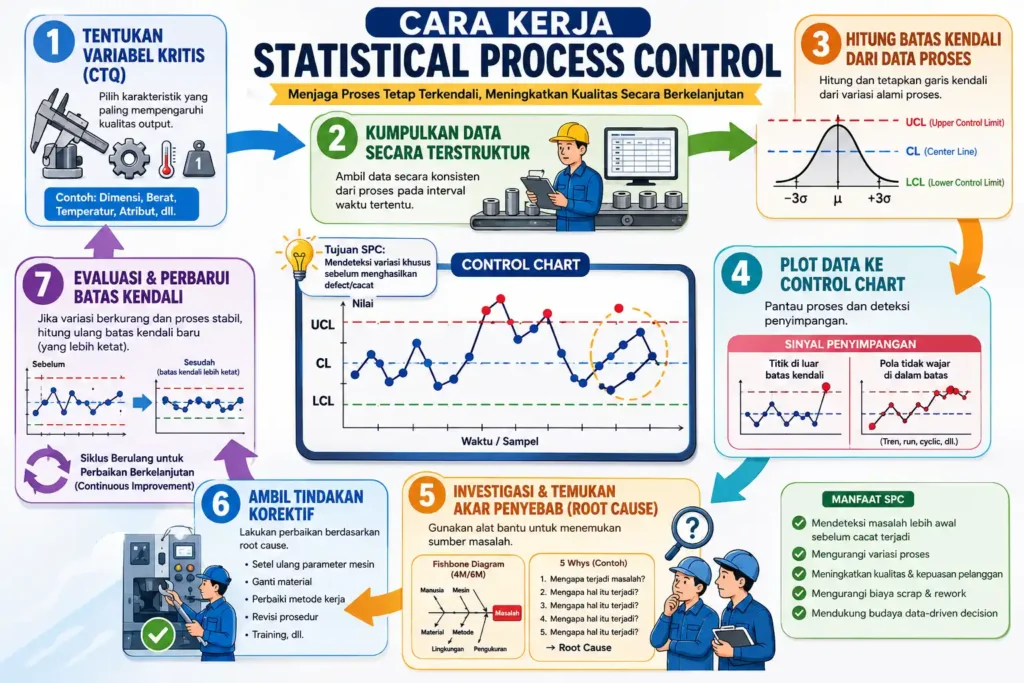
Langkah pertama dimulai dari menentukan variabel kritis yang akan dipantau atau disebut sebagai Critical to Quality (CTQ), bisa berupa dimensi produk, berat, temperatur, atau atribut lain yang langsung memengaruhi kualitas output. Setelah variabel ditentukan, data dikumpulkan secara terstruktur dan konsisten, kemudian digunakan untuk menghitung tiga garis utama pada control chart yaitu Upper Control Limit (UCL), Center Line (CL), dan Lower Control Limit (LCL), batas kendali yang diturunkan dari data proses itu sendiri, bukan dari standar eksternal.
Data yang sudah terkumpul diplot ke dalam control chart untuk mendeteksi dua kondisi utama, titik data yang keluar dari batas kendali, dan pola tidak wajar seperti tren naik atau turun secara konsisten meskipun data masih berada di dalam batas. Ketika sinyal penyimpangan terdeteksi, tim segera melakukan investigasi menggunakan alat pendukung seperti fishbone diagram atau 5 Whys untuk menemukan akar penyebab (root cause), apakah berasal dari mesin, material, metode, atau faktor manusia.
Setelah root cause ditemukan, tindakan korektif diambil dan didokumentasikan, mulai dari penyesuaian parameter mesin, penggantian material, hingga revisi prosedur kerja. Proses kemudian dievaluasi ulang dan jika variasi berhasil diturunkan, batas kendali diperbarui menjadi lebih ketat. Siklus ini terus berulang sebagai fondasi peningkatan kualitas yang berkelanjutan.
7 Tools Utama dalam SPC
SPC tidak bekerja sendiri, ada seperangkat alat analisis yang menjadi tulang punggung implementasinya di lapangan. Ketujuh tools ini pertama kali diperkenalkan oleh Kaoru Ishikawa dan hingga kini masih menjadi standar dalam pengendalian kualitas di berbagai industri. Masing-masing memiliki fungsi yang berbeda, namun saling melengkapi dalam satu sistem analisis yang komprehensif.
- Control Chart (Peta Kendali)
Control chart adalah alat utama dalam SPC yang digunakan untuk memantau stabilitas proses secara visual dari waktu ke waktu. Grafik ini menampilkan data proses beserta batas kendali atas dan bawah, sehingga tim bisa langsung melihat apakah proses berjalan normal atau mulai menunjukkan penyimpangan. Control chart menjadi referensi utama dalam setiap keputusan pengendalian proses. - Histogram
Histogram adalah grafik batang yang menampilkan distribusi frekuensi data dalam sebuah proses. Dengan histogram, tim bisa melihat bagaimana data tersebar, apakah simetris, condong ke satu sisi, atau memiliki pola bimodal yang mengindikasikan adanya dua sumber variasi yang berbeda. Alat ini sangat berguna untuk memahami kapabilitas proses secara keseluruhan sebelum masuk ke analisis yang lebih mendalam. - Cause-and-Effect Diagram (Fishbone Diagram)
Dikenal juga sebagai Ishikawa Diagram, alat ini digunakan untuk mengidentifikasi dan memetakan seluruh kemungkinan penyebab dari sebuah masalah kualitas. Strukturnya menyerupai tulang ikan, masalah utama ditempatkan di kepala, sementara cabang-cabangnya mewakili kategori penyebab seperti mesin, material, metode, manusia, lingkungan, dan pengukuran. Fishbone diagram sangat efektif digunakan saat sesi brainstorming tim untuk menemukan root cause secara sistematis. - Pareto Chart
Pareto Chart menggabungkan grafik batang dan grafik garis untuk membantu tim mengidentifikasi masalah mana yang paling signifikan dan perlu diprioritaskan. Prinsip di balik alat ini adalah Hukum Pareto, bahwa 80% masalah kualitas biasanya disebabkan oleh 20% penyebab. Dengan memfokuskan perhatian pada penyebab utama tersebut, perbaikan yang dilakukan akan memberikan dampak yang jauh lebih besar dibandingkan menangani semua masalah secara merata. - Scatter Diagram (Diagram Pencar)
Scatter diagram digunakan untuk menganalisis hubungan atau korelasi antara dua variabel dalam proses produksi, misalnya antara suhu mesin dan dimensi produk, atau antara kecepatan produksi dan tingkat cacat. Pola titik-titik yang terbentuk pada grafik ini menunjukkan apakah kedua variabel memiliki hubungan positif, negatif, atau tidak berkorelasi sama sekali. Alat ini sangat berguna untuk memvalidasi asumsi tentang penyebab masalah sebelum tindakan korektif diambil. - Check Sheet (Lembar Periksa)
Check sheet adalah formulir terstruktur yang digunakan untuk mengumpulkan dan mencatat data secara sistematis di lantai produksi. Kesederhanaannya justru menjadi kekuatannya, dengan format yang mudah diisi, operator bisa mencatat data secara konsisten tanpa memerlukan keahlian statistik khusus. Data yang terkumpul dari check sheet kemudian menjadi bahan baku untuk analisis menggunakan tools lainnya. - Stratification (Stratifikasi)
Stratifikasi adalah teknik untuk memisahkan dan mengelompokkan data berdasarkan sumber atau kategori tertentu, misalnya berdasarkan shift kerja, jenis mesin, batch material, atau operator. Tanpa stratifikasi, data dari berbagai sumber yang berbeda bisa bercampur dan mengaburkan pola yang sebenarnya. Dengan memisahkan data secara tepat, tim bisa lebih mudah mengidentifikasi dari mana sesungguhnya variasi atau masalah kualitas berasal.
Contoh Penerapan SPC di Industri
SPC bukan konsep yang hanya hidup di atas kertas, penerapannya sudah terbukti memberikan hasil nyera di berbagai sektor industri di seluruh dunia. Dari lantai produksi otomotif hingga ruang steril farmasi, SPC digunakan untuk menjaga konsistensi kualitas pada skala yang tidak mungkin dicapai hanya dengan inspeksi manual. Berikut beberapa contoh konkret penerapan SPC di industri utama.
Industri Otomotif
Industri otomotif adalah salah satu sektor yang paling awal dan paling intensif mengadopsi SPC. Standar IATF 16949 yang berlaku di industri ini bahkan secara eksplisit mensyaratkan penggunaan SPC sebagai bagian dari sistem manajemen kualitas.
Penerapan yang paling umum adalah pemantauan dimensi komponen mesin, seperti diameter piston, celah toleransi bearing, dan ketebalan cakram rem, menggunakan X-Bar and R Chart. Ford Motor Company mulai mewajibkan penggunaan SPC pada seluruh lini produksinya sejak awal 1980-an sebagai respons terhadap meningkatnya persaingan dari produsen otomotif Jepang, sebuah langkah yang kemudian diikuti oleh hampir seluruh produsen otomotif besar dunia.
Industri Farmasi
Di industri farmasi, konsistensi bukan sekadar soal kualitas, ini soal keselamatan pasien. FDA melalui panduan Process Validation-nya secara eksplisit merekomendasikan penggunaan metode statistik termasuk SPC sebagai bagian dari sistem pengendalian proses produksi obat.
Penerapan SPC di industri ini mencakup pemantauan keseragaman bobot tablet, konsentrasi bahan aktif, waktu disolusi, dan tingkat kelembaban selama proses produksi. I-MR Chart banyak digunakan karena proses farmasi sering menghasilkan data individual, bukan subgrup.
Industri Semikonduktor dan Elektronik
Industri semikonduktor beroperasi pada tingkat presisi yang sangat tinggi, kesalahan sekecil beberapa nanometer bisa menyebabkan kegagalan chip secara massal. SPC digunakan secara ekstensif dalam proses photolithography, etching, deposisi lapisan tipis, dan pengujian wafer.
Pendekatan modern yang digunakan oleh produsen seperti Intel dan TSMC kini dikenal sebagai Automated Process Control (APC), evolusi dari SPC konvensional yang mengintegrasikan pemantauan statistik langsung ke dalam peralatan produksi untuk memungkinkan respons korektif secara otomatis dalam hitungan detik.
Industri Makanan dan Minuman
Di industri makanan dan minuman, SPC digunakan untuk memastikan konsistensi produk sekaligus memenuhi standar keamanan pangan. Codex Alimentarius yang diterbitkan oleh FAO/WHO merekomendasikan penggunaan metode pengendalian proses statistik sebagai bagian dari sistem HACCP yang diterapkan secara global.
Variabel yang dipantau sangat beragam, mulai dari berat bersih produk, kadar gula, tingkat keasaman (pH), suhu pasteurisasi, hingga kandungan mikroba. P Chart dan U Chart banyak digunakan untuk memantau cacat pada kemasan seperti kebocoran seal, label yang tidak sejajar, atau volume pengisian yang tidak sesuai standar.
Industri Tekstil
Industri tekstil menghadapi tantangan unik dalam pengendalian kualitas, variasi warna, kekuatan tarik benang, keseragaman anyaman, dan cacat permukaan kain adalah beberapa parameter yang harus dijaga secara ketat di setiap meter produksi.
SPC diterapkan untuk memantau konsistensi ketebalan benang menggunakan X-Bar and S Chart, serta mendeteksi cacat permukaan kain menggunakan U Chart. Standar OEKO-TEX yang banyak diadopsi industri tekstil global turut mendorong penggunaan sistem pengendalian proses yang terstruktur sebagai bagian dari persyaratan sertifikasinya.
Industri Manufaktur Umum (FMCG)
Perusahaan FMCG yang memproduksi dalam volume sangat besar sangat bergantung pada SPC untuk menjaga konsistensi produk. ISO 9001:2015, standar manajemen kualitas yang paling banyak diadopsi di dunia dengan lebih dari 1 juta sertifikasi di 170 negara, secara eksplisit mendorong penggunaan pendekatan berbasis data dan statistik dalam pengendalian proses, yang menjadikan SPC sebagai salah satu metode implementasi yang paling relevan.
Pada lini pengisian produk seperti sabun cair atau minuman, X-Bar and R Chart digunakan untuk memastikan volume pengisian setiap unit sesuai standar — yang menyangkut tidak hanya kepuasan pelanggan, tetapi juga kepatuhan terhadap regulasi perlindungan konsumen.
SPC vs Six Sigma vs Quality Control
Dalam dunia manajemen kualitas, SPC, Six Sigma, dan Quality Control sering disebut dalam konteks yang sama, bahkan tidak jarang digunakan secara bergantian seolah ketiganya memiliki makna yang identik. Padahal, ketiganya memiliki cakupan dan pendekatan yang berbeda.
Quality Control (QC) adalah payung paling luas yang mencakup seluruh aktivitas pemastian kualitas produk, mulai dari inspeksi bahan baku hingga pengujian akhir. SPC adalah metode di dalam ekosistem QC yang secara spesifik menggunakan statistik untuk memantau proses secara real-time, bukan sekadar memeriksa hasil akhir.
Sementara Six Sigma adalah metodologi peningkatan kualitas yang lebih luas dengan kerangka kerja DMAIC, yang menempatkan SPC sebagai salah satu alatnya, terutama pada fase Measure dan Control. Ketiganya bukan pesaing, melainkan bekerja dalam lapisan yang berbeda dan saling melengkapi.
| Aspek | Quality Control (QC) | SPC | Six Sigma |
|---|---|---|---|
| Definisi | Sistem untuk memastikan produk memenuhi standar kualitas | Metode statistik untuk memantau dan mengendalikan proses secara real-time | Metodologi peningkatan kualitas berbasis data dengan target cacat sangat rendah |
| Orientasi | Hasil akhir produk | Proses produksi | Peningkatan sistematis |
| Pendekatan | Inspeksi dan pengujian | Pemantauan statistik berkelanjutan | DMAIC (Define, Measure, Analyze, Improve, Control |
| Waktu Intervensi | Sebelum dan sesudah produksi | Selama proses berjalan | Sepanjang siklus proyek |
| Alat Utama | Checklist, sampling, pengujian | Control chart, histogram, scatter diagram | DMAIC, DOE, regression analysis, SPC |
| Target | Produk sesuai spesifikasi | Proses stabil dalam batas kendali | Maksimal 3,4 cacat per juta peluang |
| Cakupan | Luas, mencakup seluruh aktivitas QC | Spesifik pada pengendalian proses | Luas, mencakup seluruh siklus peningkatan |
| Hubungan | Payung besar yang mencakup SPC | Bagian dari QC, alat dalam Six Sigma | Metodologi yang menggunakan SPC sebagai alat |
Tantangan dalam Implementasi SPC
Meskipun manfaatnya sudah terbukti, implementasi SPC di lapangan tidak selalu berjalan mulus. Banyak perusahaan yang sudah berinvestasi dalam pelatihan dan perangkat SPC namun gagal mendapatkan hasil yang optimal, bukan karena metodenya tidak efektif, melainkan karena sejumlah tantangan yang sering kali tidak diantisipasi sejak awal. Berikut tantangan utama yang paling umum ditemui dalam implementasi SPC.
- Kurangnya Pemahaman Statistik di Lantai Produksi
SPC pada dasarnya adalah metode berbasis statistik, dan ini menjadi tantangan pertama yang paling sering muncul. Operator produksi yang tidak familiar dengan konsep seperti distribusi normal, standar deviasi, atau batas kendali cenderung kesulitan membaca dan menginterpretasikan control chart dengan benar. Tanpa pemahaman yang memadai, data yang terkumpul tidak akan menghasilkan tindakan yang tepat, dan SPC hanya menjadi formalitas administratif belaka. - Resistensi terhadap Perubahan
Perubahan cara kerja selalu menghadapi resistensi, dan implementasi SPC tidak terkecuali. Tim produksi yang sudah terbiasa dengan cara lama sering kali melihat SPC sebagai beban tambahan, formulir yang harus diisi, prosedur yang harus diikuti, dan pengawasan yang meningkat. Tanpa komunikasi yang baik tentang tujuan dan manfaat SPC, resistensi ini bisa menghambat adopsi bahkan sebelum sistem benar-benar berjalan. - Kualitas Data yang Tidak Konsisten
SPC hanya sebaik data yang dimasukkan ke dalamnya. Pengukuran yang tidak konsisten, alat ukur yang tidak terkalibrasi, atau operator yang mengisi data secara tidak akurat akan menghasilkan control chart yang menyesatkan. Masalah ini sering kali tidak terdeteksi hingga analisis menghasilkan kesimpulan yang bertentangan dengan kondisi nyata di lapangan, dan pada titik inilah kepercayaan terhadap sistem mulai goyah. - Pemilihan Control Chart yang Tidak Tepat
Tidak semua control chart cocok untuk semua jenis data dan proses. Menggunakan X-Bar and R Chart pada data yang seharusnya menggunakan P Chart, misalnya, akan menghasilkan batas kendali yang salah dan sinyal penyimpangan yang tidak akurat. Kesalahan dalam pemilihan chart sering terjadi ketika implementasi SPC dilakukan tanpa keterlibatan tenaga ahli yang memadai atau tanpa pemahaman mendalam tentang karakteristik proses yang dipantau. - Ukuran Sampel dan Frekuensi Sampling yang Tidak Tepat
Menentukan berapa banyak sampel yang harus diambil dan seberapa sering adalah keputusan kritis yang sering diremehkan. Sampling yang terlalu jarang bisa menyebabkan penyimpangan lolos tanpa terdeteksi, sementara sampling yang terlalu sering bisa membebani operator dan meningkatkan biaya operasional tanpa manfaat proporsional. Keseimbangan yang tepat harus dihitung berdasarkan karakteristik proses, bukan sekadar kebiasaan atau kemudahan. - Kurangnya Komitmen Manajemen
Implementasi SPC yang berhasil membutuhkan dukungan nyata dari manajemen, bukan sekadar persetujuan di atas kertas. Tanpa alokasi sumber daya yang memadai, pelatihan yang berkelanjutan, dan komitmen untuk menindaklanjuti temuan SPC dengan tindakan korektif yang nyata, sistem ini akan kehilangan momentum dan perlahan ditinggalkan. SPC yang tidak didukung manajemen cenderung berakhir sebagai proyek percontohan yang tidak pernah berkembang menjadi budaya perusahaan. - Integrasi dengan Sistem yang Sudah Ada
Banyak perusahaan sudah memiliki sistem pencatatan dan pelaporan kualitas yang berjalan sebelum SPC diimplementasikan. Mengintegrasikan SPC ke dalam ekosistem yang sudah ada, baik secara teknis maupun prosedural, sering kali lebih kompleks dari yang dibayangkan. Duplikasi data, ketidaksesuaian format, dan konflik antara prosedur lama dan baru bisa memperlambat adopsi dan menciptakan kebingungan di lapangan.
Peran Teknologi dalam SPC Modern
Perkembangan teknologi telah mengubah cara SPC diimplementasikan secara fundamental. Jika dulu SPC dikerjakan secara manual, menghitung batas kendali dengan tangan dan memplot data satu per satu di atas kertas, kini seluruh proses tersebut bisa berjalan secara otomatis, real-time, dan terintegrasi dalam satu ekosistem digital. Berikut peran teknologi yang paling signifikan dalam membentuk wajah SPC modern.
- Software SPC Berbasis Cloud
Platform SPC berbasis cloud memungkinkan data produksi dikumpulkan, dianalisis, dan divisualisasikan secara real-time dari mana saja tanpa infrastruktur server lokal yang mahal. Tim quality control bisa memantau kondisi proses di multiple lini produksi sekaligus melalui satu dashboard terpusat, bahkan dari lokasi yang berbeda. Kemampuan ini sangat relevan bagi perusahaan dengan fasilitas produksi yang tersebar di beberapa lokasi. - Internet of Things (IoT) dan Sensor Otomatis
Integrasi IoT memungkinkan data proses dikumpulkan langsung dari mesin dan peralatan produksi tanpa intervensi manual. Sensor yang terpasang pada mesin secara otomatis mengirimkan data pengukuran, suhu, tekanan, dimensi, kecepatan, ke sistem SPC dalam interval yang sangat pendek. Ini tidak hanya menghilangkan risiko human error dalam pencatatan data, tetapi juga memungkinkan pemantauan yang jauh lebih granular dibandingkan sampling manual. - Automated Process Control (APC)
APC adalah evolusi tertinggi dari SPC konvensional, sistem tidak hanya mendeteksi penyimpangan, tetapi juga secara otomatis melakukan penyesuaian pada parameter proses tanpa menunggu intervensi manusia. Ketika control chart mendeteksi tren yang mengarah ke batas kendali, sistem langsung mengkoreksi variabel yang relevan sebelum penyimpangan benar-benar terjadi. Pendekatan ini banyak digunakan di industri semikonduktor dan proses kimia yang beroperasi pada tingkat presisi sangat tinggi. - Kecerdasan Buatan dan Machine Learning AI dan machine learning membawa kemampuan analisis SPC ke level yang baru. Algoritma machine learning bisa mengenali pola kompleks dalam data proses yang tidak terdeteksi oleh aturan statistik konvensional, termasuk pola yang mengindikasikan potensi kegagalan mesin jauh sebelum gejalanya tampak pada control chart. Kemampuan prediktif ini menggeser paradigma SPC dari reaktif menjadi proaktif.
- Integrasi dengan Sistem ERP dan MES
SPC modern tidak lagi berdiri sendiri sebagai sistem terpisah. Integrasinya dengan Enterprise Resource Planning (ERP), Software Produksi Manufaktur dan Manufacturing Execution System (MES) memungkinkan data kualitas terhubung langsung dengan data produksi, inventori, dan rantai pasok secara end-to-end. Ketika SPC mendeteksi penyimpangan yang berkaitan dengan batch material tertentu, sistem bisa langsung menelusuri seluruh produk yang menggunakan material tersebut, mempercepat respons dan meminimalkan dampak. - Visualisasi Data dan Dashboard Interaktif
Teknologi visualisasi modern mengubah data SPC yang kompleks menjadi dashboard yang intuitif dan mudah dibaca oleh semua level organisasi, dari operator lantai produksi hingga manajemen puncak. Grafik real-time, alert otomatis, dan laporan yang bisa dikustomisasi memastikan bahwa informasi yang tepat sampai ke tangan yang tepat pada waktu yang tepat, tanpa harus menunggu laporan harian atau mingguan. - Analisis Big Data untuk Proses Kompleks
Proses produksi modern menghasilkan volume data yang jauh melampaui kapasitas analisis manual. Teknologi big data memungkinkan SPC diterapkan pada proses dengan ratusan variabel secara simultan, sesuatu yang tidak mungkin dilakukan dengan pendekatan konvensional. Dengan kemampuan ini, korelasi antar variabel yang sebelumnya tersembunyi bisa diidentifikasi dan dijadikan dasar untuk optimasi proses yang lebih komprehensif.

Optimalkan Statistical Process Control dengan Software ERP
Memahami dan menerapkan Statistical Process Control yang efektif adalah langkah awal yang krusial, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap prosesnya, dari pengumpulan data produksi, pemantauan control chart, hingga tindakan korektif secara real-time, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten. Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan data manual yang rentan kesalahan, ketidaksesuaian data antar divisi produksi dan quality control, hingga lambatnya respons terhadap sinyal penyimpangan akan terus menghambat kemampuan bisnis dalam menjalankan SPC secara efektif.
Itulah mengapa semakin banyak perusahaan manufaktur yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola pengendalian kualitas secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika operasional yang terus berkembang. Dengan dukungan software ERP yang tepat, perusahaan dapat mendeteksi potensi penyimpangan lebih awal, meningkatkan akurasi data kualitas di seluruh lini produksi, serta memastikan setiap aktivitas pengendalian proses terdokumentasi secara transparan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda mengimplementasikan Statistical Process Control yang lebih efisien, terukur, dan siap menghadapi tantangan kualitas produksi jangka panjang.
")

