

Compression Molding: Proses, Jenis, Material, dan Penerapannya di Industri Manufaktur
Compression Molding telah menjadi salah satu metode pembentukan material yang paling banyak diandalkan di sektor manufaktur, khususnya untuk produksi komponen berbahan termoset, komposit, dan karet. Kemampuannya menghasilkan produk berdensitas tinggi dengan toleransi dimensi yang ketat menjadikannya pilihan utama di industri otomotif, aerospace, hingga elektronik.
Namun di balik kesederhanaannya secara konsep, ada banyak variabel teknis yang bekerja secara bersamaan, suhu, tekanan, waktu curing, desain cetakan, hingga karakteristik material itu sendiri. Satu variabel yang meleset bisa berdampak langsung pada kualitas produk akhir, efisiensi produksi, bahkan umur pakai mesin.
Itulah mengapa compression molding bukan sekadar soal “tekan dan bentuk”, melainkan sebuah proses yang menuntut pemahaman teknis mendalam sekaligus pengelolaan produksi yang terstruktur.
- Apa itu Compression Molding?
- Material yang Digunakan dalam Compression Molding
- Proses Compression Molding (Step-by-Step)
- Jenis-Jenis Compression Molding
- Kelebihan dan Kekurangan Compression Molding
- Penerapan Compression Molding di Industri
- Perbandingan Compression Molding vs Metode Lain
- Peran Software ERP dalam Proses Compression Molding
- Tips Optimasi dan Tren Compression Molding
- Optimalkan Proses Compression Molding Anda dengan Software ERP yang Tepat
Apa itu Compression Molding?
Compression molding adalah proses pembentukan material dengan cara menempatkan bahan baku, biasanya dalam bentuk preform, sheet, atau compound, langsung ke dalam rongga cetakan yang telah dipanaskan, kemudian menekannya dengan gaya tertentu hingga material mengisi seluruh bentuk cetakan dan mengalami curing. Setelah siklus selesai, produk dikeluarkan dalam kondisi sudah terbentuk dan siap untuk proses lanjutan.
Berbeda dengan metode injeksi yang mengalirkan material cair melalui sistem runner dan gate, compression molding bekerja dengan prinsip yang lebih langsung, material ditempatkan, cetakan ditutup, tekanan diberikan. Proses ini sangat cocok untuk material yang memiliki viskositas tinggi atau tidak dapat dialirkan seperti injeksi, seperti BMC (Bulk Molding Compound), SMC (Sheet Molding Compound), dan berbagai jenis karet vulkanisasi.
Dalam konteks software manufaktur, proses ini tergolong sebagai discrete manufacturing dengan karakteristik cycle time yang relatif panjang dan volume produksi menengah hingga tinggi, sehingga pengelolaan produksinya membutuhkan perencanaan kapasitas dan kontrol kualitas yang cermat.
Sejarah dan Perkembangan Compression Molding
Compression molding adalah salah satu teknik pembentukan polimer tertua yang masih relevan hingga hari ini. Penggunaannya secara industri sudah dimulai sejak akhir abad ke-19, seiring berkembangnya material Bakelite, resin termoset sintetis pertama yang ditemukan Leo Baekeland pada 1907. Bakelite sendiri hampir sepenuhnya diproduksi menggunakan metode ini karena sifatnya yang tidak bisa dialirkan dalam kondisi cair.
Memasuki era 1950–1970-an, compression molding mulai diadopsi luas di industri otomotif untuk komponen interior dan panel bodi berbahan fiberglass. Kemudian pada dekade 1980-an, hadirnya material SMC dan BMC yang lebih konsisten mendorong otomasi lini produksi compression molding secara signifikan. Hingga kini, inovasi terus berlanjut ke arah penggunaan material komposit karbon dan integrasi sistem monitoring berbasis sensor untuk kontrol proses secara real-time.
Material yang Digunakan dalam Compression Molding
Pemilihan material dalam compression molding bukan sekadar soal ketersediaan atau harga, setiap jenis material membawa karakteristik flow, curing, dan shrinkage yang berbeda, dan semuanya berpengaruh langsung pada parameter proses yang harus diatur di lantai produksi. Berikut material-material yang paling umum digunakan:
SMC (Sheet Molding Compound)
SMC (Sheet Molding Compound) adalah material komposit berbentuk lembaran yang terdiri dari serat kaca chopped (biasanya 25–50mm), resin polyester atau vinylester, kalsium karbonat sebagai filler, dan berbagai aditif seperti thickener, release agent, serta low-profile additive. Sebelum diproses, SMC harus melalui masa maturasi selama 24–72 jam agar viskositasnya mencapai level yang optimal untuk forming.
Material ini sangat populer di industri otomotif karena menghasilkan panel bodi yang ringan, kaku, dan memiliki permukaan akhir kelas A langsung dari cetakan tanpa perlu proses tambahan yang signifikan. Rasio kekuatan terhadap beratnya yang tinggi juga menjadikannya alternatif serius pengganti komponen logam di berbagai aplikasi struktural.
BMC (Bulk Molding Compound)
BMC (Bulk Molding Compound) hadir dalam bentuk pasta kental atau gumpalan dengan komposisi yang mirip SMC, namun menggunakan serat kaca yang jauh lebih pendek, umumnya di bawah 12mm. Panjang serat yang lebih pendek ini menurunkan sifat mekanis dibanding SMC, tetapi sebagai gantinya BMC memiliki flowability yang jauh lebih baik sehingga mampu mengisi rongga cetakan dengan geometri kompleks, undercut, dan detail tipis sekalipun.
BMC banyak digunakan untuk komponen kelistrikan seperti circuit breaker housing, terminal block, dan berbagai enclosure elektronik yang membutuhkan kombinasi antara insulasi listrik, ketahanan panas, dan akurasi dimensi tinggi.
Karet dan Elastomer
Karet dan elastomer menjadi material dominan dalam compression molding untuk aplikasi seal, gasket, O-ring, bushing, dan komponen peredam getaran. Material karet yang digunakan bisa berupa natural rubber (NR), nitrile rubber (NBR) untuk ketahanan oli, EPDM untuk aplikasi outdoor dan ketahanan cuaca, maupun silicone rubber untuk suhu ekstrem hingga di atas 200°C.
Selama proses pressing berlangsung, terjadi reaksi vulkanisasi, ikatan silang antar rantai polimer yang dipicu oleh panas dan tekanan, yang secara fundamental mengubah sifat mekanis material dari plastis menjadi elastis permanen. Kontrol suhu dan waktu curing pada material karet sangat kritis karena under-cure menghasilkan produk yang lembek, sementara over-cure menyebabkan material menjadi getas dan mudah retak.
Termoset (Epoxy, Phenolic, dan Melamine)
Termoset (Epoxy, Phenolic, dan Melamine) memiliki karakteristik yang berbeda satu sama lain meski ketiganya masuk kategori termoset. Epoxy resin unggul dalam hal adhesi, ketahanan kimia, dan sifat mekanis keseluruhan, sehingga banyak digunakan sebagai matriks pada komposit struktural performa tinggi.
Phenolic resin, yang merupakan generasi pertama plastik sintetis berbasis Bakelite, dikenal karena ketahanan panasnya yang luar biasa dan kemampuan insulasi listriknya, menjadikannya pilihan utama untuk komponen switchgear dan brake lining. Sementara melamine resin, dengan permukaan yang keras dan tahan gores, mendominasi aplikasi peralatan makan dan panel dekoratif.
CFRP (Carbon Fiber Reinforced Polymer)
CFRP (Carbon Fiber Reinforced Polymer) adalah material komposit yang menggunakan serat karbon sebagai penguat dalam matriks epoxy atau termoset lainnya. Dibanding serat kaca, serat karbon menawarkan modulus elastisitas yang jauh lebih tinggi dengan bobot yang lebih ringan, menjadikannya material pilihan di industri aerospace, otomotif performa tinggi, dan peralatan olahraga premium.
Dalam compression molding, CFRP umumnya diproses dalam bentuk prepreg, lembaran serat karbon yang sudah diimpregnasi resin dan disimpan dalam kondisi beku untuk memperlambat reaksi curing. Proses ini menuntut kontrol suhu dan tekanan yang sangat presisi agar orientasi serat tetap terjaga dan void content dalam produk akhir dapat diminimalkan, karena bahkan void sebesar 1–2% saja bisa menurunkan kekuatan interlaminar hingga 30%.
Keberagaman jenis material ini secara langsung berdampak pada kompleksitas pengelolaan gudang dan perencanaan produksi, mulai dari masa simpan material yang berbeda-beda, persyaratan kontrol suhu penyimpanan, hingga lot traceability yang harus dijaga ketat agar kualitas setiap batch produksi dapat ditelusuri hingga ke sumber materialnya.
Baca juga: Kemasan Produk: Pengertian, Jenis, dan Proses Produksinya
Proses Compression Molding (Step-by-Step)
Setiap siklus compression molding dimulai jauh sebelum cetakan ditutup. Tahap pertama adalah persiapan material, di mana bahan baku, baik dalam bentuk preform, sheet SMC, compound karet, maupun prepreg CFRP, dipotong dan ditimbang sesuai berat charge yang telah dikalkulasi. Akurasi pada tahap ini krusial: material yang terlalu sedikit akan menghasilkan produk yang tidak terisi penuh, sementara material berlebih menciptakan flash berlebihan yang membuang material dan memperpanjang waktu finishing.
Setelah material siap, cetakan dipanaskan hingga suhu operasi yang telah ditentukan, umumnya berkisar antara 150°C hingga 200°C tergantung jenis material, menggunakan sistem pemanas elektrik atau oil circulation yang terintegrasi dalam platen press. Material kemudian ditempatkan langsung ke dalam rongga cetakan bagian bawah secara manual maupun menggunakan robot loader pada lini yang sudah terotomasi. Penempatan yang tepat menentukan distribusi aliran material dan kualitas permukaan produk akhir.
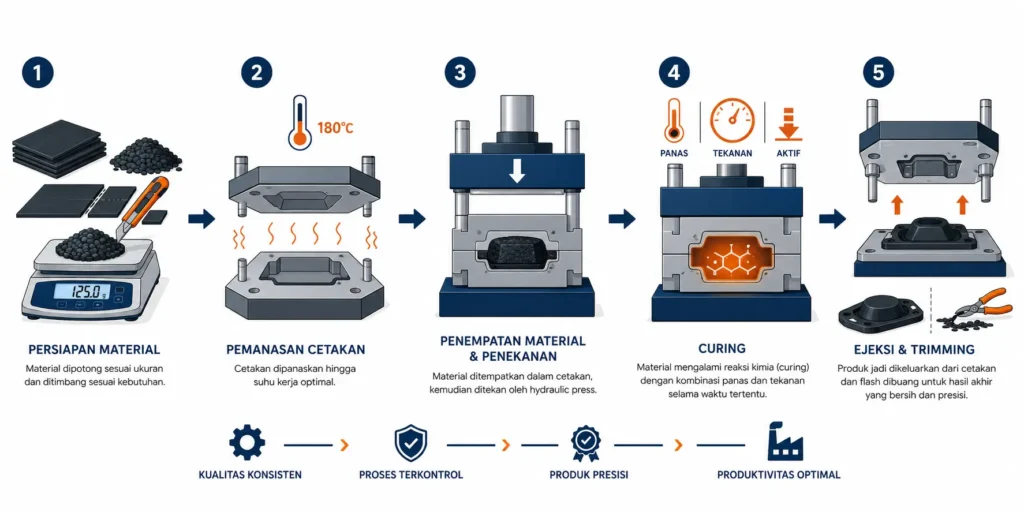
Inti dari seluruh proses ini terjadi saat cetakan ditutup dan tekanan diberikan secara bertahap oleh hydraulic press. Tekanan yang digunakan bervariasi antara 3 hingga 150 MPa tergantung material dan kompleksitas produk. Di sinilah material mulai mengalir mengisi seluruh rongga cetakan, udara terdesak keluar melalui parting line, dan reaksi curing mulai berlangsung secara bersamaan. Waktu curing, durasi material berada dalam kondisi panas dan tertekan, menjadi parameter paling kritis yang menentukan tingkat cross-linking dan sifat mekanis produk akhir.
Begitu waktu curing tercapai, cetakan dibuka dan produk dikeluarkan menggunakan ejector pin atau secara manual dengan alat bantu. Pada titik ini produk sudah memiliki bentuk final, namun masih memerlukan proses trimming untuk membuang flash, sisa material yang meluber di parting line, baik secara manual, menggunakan die trimming, maupun water jet cutting untuk komponen presisi tinggi. Kecepatan dan konsistensi tahap ini sangat mempengaruhi output produksi keseluruhan.
Siklus kemudian berulang, dan di sinilah konsistensi antar siklus menjadi tantangan nyata di lantai produksi. Variasi sekecil apapun pada suhu cetakan, berat charge, atau waktu curing akan langsung tercermin pada variasi dimensi dan sifat mekanis produk. Itulah mengapa lini produksi compression molding modern sangat bergantung pada sistem monitoring real-time dan pencatatan data proses yang terstruktur untuk menjaga stabilitas kualitas dalam jangka panjang.
Baca juga: Transfer Molding: Cara Kerja, Keunggulan, dan Penerapannya
Jenis-Jenis Compression Molding
Compression molding bukan satu metode tunggal yang seragam, seiring berkembangnya kebutuhan industri, metode ini telah berevolusi menjadi beberapa varian yang masing-masing dirancang untuk mengatasi keterbatasan atau mengoptimalkan aspek tertentu dari proses standar. Pemilihan jenis yang tepat sangat bergantung pada karakteristik material, kompleksitas geometri produk, dan target volume produksi.
Cold Compression Molding
Cold compression molding memproses material tanpa pemanasan eksternal pada cetakan, tekanan tinggi diberikan pada suhu ruang atau mendekati suhu ruang. Metode ini umumnya digunakan untuk material yang sudah mengandung sistem curing internal atau untuk tahap pre-forming sebelum proses curing dilakukan di oven terpisah.
Keunggulan utamanya terletak pada biaya operasional yang lebih rendah dan waktu siklus yang lebih fleksibel, namun sifat mekanis produk akhirnya cenderung kurang konsisten dibanding metode hot compression.
Hot Compression Molding
Ini adalah varian paling umum dan paling banyak digunakan di industri. Cetakan dipanaskan hingga suhu operasi tertentu, material ditempatkan di dalamnya, kemudian tekanan diberikan sehingga material mengalir, mengisi rongga, dan mengalami curing secara bersamaan dalam satu siklus. Hot compression molding cocok untuk hampir semua jenis material termoset dan elastomer, dan menjadi tulang punggung produksi komponen otomotif, kelistrikan, serta peralatan industri berat.
Resin Transfer Molding (RTM)
RTM mengambil pendekatan yang sedikit berbeda, serat penguat ditempatkan terlebih dahulu ke dalam cetakan tertutup, kemudian resin cair diinjeksikan di bawah tekanan rendah hingga mengimpregnasi seluruh serat. Metode ini menghasilkan komponen komposit dengan kandungan serat yang tinggi dan void content yang sangat rendah, menjadikannya pilihan utama untuk komponen struktural aerospace dan otomotif performa tinggi yang menuntut rasio kekuatan-terhadap-berat yang optimal.
Vacuum Bag Compression Molding
Pada metode ini, material komposit, biasanya prepreg, disusun di atas cetakan kemudian dibungkus dengan vacuum bag yang kedap udara. Udara di dalam bag dihisap keluar sehingga tekanan atmosfer bekerja secara merata menekan material ke permukaan cetakan selama proses curing di dalam oven atau autoclave. Vacuum bag molding sangat populer untuk produksi komponen CFRP berukuran besar seperti panel sayap pesawat, hull kapal, dan blade turbin angin, di mana ukuran komponen tidak memungkinkan penggunaan hydraulic press konvensional.
Wet Compression Molding
Wet compression molding menggabungkan proses impregnasi resin dan forming dalam satu langkah, serat kering ditempatkan di cetakan, resin dituangkan langsung di atasnya, kemudian cetakan ditutup dan tekanan diberikan sehingga resin mengalir dan mengimpregnasi serat secara bersamaan dengan proses forming. Metode ini menawarkan fleksibilitas tinggi dalam formulasi material dan biaya lebih rendah karena tidak memerlukan material prepreg yang sudah jadi, namun membutuhkan kontrol rasio resin-serat yang cermat agar kualitas produk tetap konsisten.
Baca juga: Mold Casting: Proses, Jenis, dan Penerapannya di Industri Manufaktur
Kelebihan dan Kekurangan Compression Molding
Seperti metode manufaktur lainnya, compression molding hadir dengan serangkaian keunggulan yang membuatnya unggul di aplikasi tertentu, sekaligus keterbatasan yang perlu dipertimbangkan sebelum memutuskan metode ini sebagai solusi produksi. Memahami kedua sisinya secara objektif akan membantu tim engineering dan produksi dalam menentukan apakah compression molding adalah pilihan yang tepat untuk kebutuhan spesifik mereka.
| Aspek | Kelebihan | Kekurangan |
|---|---|---|
| Biaya Tooling | Biaya cetakan relatif lebih rendah dibanding injection molding | Investasi awal hydraulic press cukup tinggi |
| Biaya Tooling | Biaya cetakan relatif lebih rendah dibanding injection molding | Biaya awal investasi cetakan sangat tinggi |
| Kualitas Produk | Densitas tinggi, sifat mekanis merata, minim void | Potensi variasi antar siklus jika parameter tidak terkontrol |
| Material | Kompatibel dengan berbagai material termoset, karet, dan komposit | Tidak cocok untuk material termoplastik viskositas rendah |
| Geometri Produk | Mampu menghasilkan komponen berukuran besar dan tipis | Kurang optimal untuk produk dengan undercut kompleks |
| Volume Produksi | Efisien untuk produksi menengah hingga tinggi | Cycle time lebih panjang dibanding injection molding |
| Waste Material | Flash dapat didaur ulang pada beberapa jenis material | Proses trimming flash menambah waktu dan biaya finishing |
| Permukaan Produk | Surface finish baik langsung dari cetakan | Parting line selalu terlihat pada produk akhir |
| Otomasi | Dapat diotomasi penuh pada lini produksi modern | Setup dan changeover cetakan membutuhkan waktu yang tidak sedikit |
| Konsumsi Energi | Efisien untuk batch produksi besar | Pemanasan cetakan yang konstan meningkatkan konsumsi energi saat idle |
Penerapan Compression Molding di Industri
Compression molding telah menemukan tempatnya di hampir setiap sektor industri manufaktur modern, bukan karena ia serba bisa, melainkan karena ada karakteristik produk tertentu yang sulit dicapai dengan metode lain. Kemampuannya memproses material komposit, termoset, dan elastomer dengan densitas tinggi dan toleransi dimensi ketat membuka peluang aplikasi yang sangat luas, dari komponen mikro kelistrikan hingga panel struktural berukuran besar di industri aerospace dan otomotif. Setiap sektor memiliki alasan spesifiknya sendiri mengapa compression molding menjadi pilihan.
- Industri Otomotif
Otomotif adalah sektor terbesar pengguna compression molding secara global. Material SMC dan BMC mendominasi produksi komponen eksterior seperti hood, fender, door panel, dan trunk lid yang menuntut kombinasi ringan, kaku, dan permukaan kelas A. Di sisi underbody dan struktural, CFRP compression molding mulai diadopsi untuk komponen seperti floor pan, cross beam, dan battery enclosure pada kendaraan listrik, di mana pengurangan bobot setiap gramnya berdampak langsung pada efisiensi energi dan jangkauan baterai. - Industri Aerospace
Di aerospace, toleransi terhadap kegagalan nyaris nol, dan compression molding menjawab tuntutan itu dengan kemampuannya menghasilkan komponen komposit berdensitas tinggi dengan void content minimal. Panel interior kabin, komponen fairing, bracket struktural, hingga blade rotor helikopter diproduksi menggunakan metode ini. Vacuum bag dan autoclave compression molding menjadi standar industri untuk komponen CFRP berukuran besar yang tidak bisa diproses dengan hydraulic press konvensional. - Industri Kelistrikan dan Elektronik
BMC dan phenolic compound menjadi material andalan untuk komponen kelistrikan yang diproduksi via compression molding, circuit breaker housing, terminal block, insulator, switchgear component, hingga berbagai jenis konektor tegangan tinggi. Kombinasi antara insulasi listrik yang sangat baik, ketahanan panas, dan akurasi dimensi tinggi menjadikan compression molding pilihan yang sulit digantikan di segmen ini. - Industri Karet dan Sealing
Hampir semua komponen seal dan gasket yang bekerja di kondisi ekstrem, suhu tinggi, tekanan tinggi, atau lingkungan kimia agresif, diproduksi menggunakan compression molding. O-ring, lip seal, diaphragm, vibration damper, hingga komponen gasket mesin industri berat semuanya memanfaatkan kemampuan metode ini dalam memproses berbagai formulasi elastomer dengan presisi tinggi. - Industri Konstruksi dan Infrastruktur
Panel dinding komposit, decking, manhole cover berbahan BMC, hingga komponen sanitasi seperti bathtub dan shower tray diproduksi menggunakan compression molding. Kemampuannya menghasilkan produk berukuran besar dengan permukaan halus dan bobot yang lebih ringan dibanding logam atau beton menjadikannya relevan di sektor ini, terutama untuk aplikasi yang menuntut ketahanan korosi jangka panjang. - Industri Peralatan Olahraga dan Konsumer
Helm sepeda dan motor, raket tenis, shaft golf, hingga berbagai komponen peralatan olahraga performa tinggi memanfaatkan compression molding CFRP untuk mendapatkan kombinasi ringan dan kuat yang tidak bisa dicapai material konvensional. Di segmen konsumer, peralatan makan berbahan melamine dan berbagai produk rumah tangga berbahan termoset juga diproduksi massal menggunakan metode ini.
Baca juga: Blow Molding: Jenis, Cara Kerja, dan Penerapannya di Berbagai Industri
Perbandingan Compression Molding vs Metode Lain
Tidak ada satu metode pembentukan material yang sempurna untuk semua situasi, setiap teknik hadir dengan trade-off yang berbeda antara biaya, kecepatan, kualitas, dan kompleksitas produk yang bisa dihasilkan. Compression molding sendiri paling sering dibandingkan dengan injection molding, transfer molding, dan thermoforming karena keempatnya sering menjadi kandidat alternatif dalam keputusan process selection di lantai produksi.
Memposisikan compression molding secara objektif di antara metode-metode tersebut akan membantu tim engineering menentukan kapan metode ini menjadi pilihan terbaik, dan kapan metode lain lebih masuk akal secara teknis maupun ekonomis.
| Aspek | Compression Molding | Injection Molding | Transfer Molding | Thermoforming |
|---|---|---|---|---|
| Biaya Tooling | Rendah–Menengah | Tinggi | Menengah | Rendah |
| Biaya per Unit | Menengah | Rendah (volume tinggi) | Menengah | Rendah–Menengah |
| Cycle Time | Panjang (menit) | Pendek (detik) | Menengah | Pendek–Menengah |
| Volume Produksi | Menengah–Tinggi | Sangat Tinggi | Menengah | Tinggi |
| Kompleksitas Geometri | Menengah | Sangat Tinggi | Tinggi | Rendah–Menengah |
| Material yang Digunakan | Termoset, Karet, Komposit | Termoplastik, Termoset | Termoset, Karet | Termoplastik |
| Ukuran Komponen | Kecil–Sangat Besar | Kecil–Menengah | Kecil–Menengah | Menengah–Sangat Besar |
| Surface Finish | Baik | Sangat Baik | Baik | Menengah |
| Waste Material | Menengah (flash) | Rendah | Rendah–Menengah | Menengah (trim scrap) |
| Tingkat Otomasi | Menengah–Tinggi | Sangat Tinggi | Menengah | Tinggi |
| Kekuatan Produk | Sangat Tinggi | Menengah-Tinggi | Tinggi | Menengah |
| Investasi Mesin | Menengah | Tinggi | Menengah–Tinggi | Menengah |
Peran Software ERP dalam Proses Compression Molding
Kompleksitas operasional compression molding, mulai dari pengelolaan material dengan masa simpan terbatas, kontrol parameter proses yang ketat, hingga traceability produk yang dituntut industri aerospace dan otomotif, menciptakan kebutuhan yang sangat nyata terhadap sistem pengelolaan produksi yang terintegrasi.
Software ERP hadir bukan sekadar sebagai alat pencatatan, melainkan sebagai tulang punggung operasional yang menghubungkan seluruh titik kritis dalam rantai produksi compression molding secara real-time. Tanpa sistem yang tepat, variabel-variabel kecil yang tidak terpantau di lantai produksi berpotensi berkembang menjadi masalah kualitas yang baru terdeteksi di tahap akhir, atau lebih buruk, setelah produk sampai ke tangan pelanggan.
Berikut area-area spesifik di mana software manufaktur memberikan dampak paling signifikan dalam operasional compression molding:
- Manajemen Material dan Shelf Life
Material seperti prepreg CFRP dan SMC memiliki masa simpan yang sangat terbatas dan membutuhkan kondisi penyimpanan suhu rendah yang ketat. ERP memungkinkan pencatatan lot number, tanggal produksi, dan expiry date setiap batch material secara otomatis, serta memberikan notifikasi sebelum material mendekati batas masa simpannya sehingga tim produksi dapat memprioritaskan penggunaan material tersebut sebelum terbuang sia-sia. - Perencanaan Produksi dan Kapasitas
Cycle time compression molding yang relatif panjang membuat perencanaan kapasitas mesin menjadi sangat kritis. Software ERP membantu scheduler produksi dalam memetakan beban kerja setiap hydraulic press, mengkalkulasi jumlah siklus yang dibutuhkan untuk memenuhi target order, dan mengidentifikasi bottleneck sebelum terjadi keterlambatan yang berdampak pada delivery ke pelanggan. - Bill of Materials (BOM) dan Formula Management
Setiap produk compression molding memiliki komposisi material yang spesifik, rasio resin, jenis dan panjang serat, konsentrasi filler, hingga jenis release agent yang digunakan. ERP menyimpan seluruh formula ini dalam BOM yang terstruktur, memastikan setiap batch produksi menggunakan komposisi yang konsisten dan setiap perubahan formula terdokumentasi dengan baik untuk keperluan audit dan sertifikasi. - Quality Control dan Traceability
Industri otomotif dan aerospace mensyaratkan traceability penuh dari produk jadi hingga ke sumber material dan parameter proses yang digunakan. Software manufaktur mencatat seluruh data ini secara sistematis, lot material, suhu dan tekanan proses, operator, mesin yang digunakan, hingga hasil inspeksi, sehingga jika terjadi klaim kualitas, investigasi dapat dilakukan dengan cepat dan akurat tanpa harus mengandalkan catatan manual yang rawan kesalahan. - Manajemen Maintenance Mesin
Hydraulic press dan sistem pemanas cetakan adalah aset kritis yang downtime-nya langsung menghentikan lini produksi. ERP dengan modul maintenance memungkinkan penjadwalan preventive maintenance berdasarkan jumlah siklus atau jam operasi, pencatatan riwayat kerusakan, dan monitoring kondisi mesin secara proaktif, jauh lebih efektif dibanding menunggu mesin rusak sebelum melakukan perbaikan. - Pengelolaan Scrap dan Efisiensi Material
Flash yang dihasilkan setiap siklus, material reject dari inspeksi kualitas, dan sisa potongan preform semuanya harus dicatat dan dikelola dengan baik. Di industri kemasan yang menggunakan compression molding untuk produksi tutup botol, cap, dan container, software manufaktur packaging membantu tim produksi dalam menghitung yield aktual versus yield teoritis, mengidentifikasi sumber pemborosan material, dan memberikan data yang dibutuhkan untuk inisiatif pengurangan scrap yang berbasis fakta bukan asumsi.
Baca juga: Die Casting: Proses, Jenis, Material, dan Perannya dalam Industri Manufaktur
Tips Optimasi dan Tren Compression Molding
Menjalankan lini produksi compression molding yang efisien bukan hanya soal memiliki mesin yang bagus dan material yang tepat, ada banyak aspek operasional yang bisa dioptimalkan untuk meningkatkan output, menekan waste, dan memperpanjang umur pakai tooling. Di sisi lain, industri ini juga terus bergerak maju dengan inovasi yang mulai mengubah cara compression molding dijalankan di pabrik-pabrik modern. Berikut tips optimasi praktis sekaligus tren yang perlu dicermati:
- Optimasi Berat Charge Material
Salah satu variabel paling sederhana namun paling berdampak adalah konsistensi berat charge. Investasi pada sistem penimbangan otomatis yang terintegrasi dengan lini produksi akan secara langsung mengurangi variasi dimensi produk, meminimalkan flash berlebihan, dan menurunkan konsumsi material secara keseluruhan. - Kontrol Suhu Cetakan yang Konsisten
Fluktuasi suhu cetakan antar siklus adalah salah satu penyebab utama variasi kualitas produk. Penggunaan sistem oil circulation heating yang dikontrol secara closed-loop jauh lebih stabil dibanding pemanas elektrik konvensional, terutama untuk produksi dengan cycle time panjang atau material yang sensitif terhadap perubahan suhu. - Optimasi Waktu dan Profil Tekanan
Banyak operator yang menggunakan parameter tekanan tunggal dari awal hingga akhir siklus. Padahal, penerapan pressure profiling, di mana tekanan dinaikkan secara bertahap sesuai fase flow dan curing material, terbukti menghasilkan produk dengan void content lebih rendah dan surface finish yang lebih baik tanpa memperpanjang cycle time secara signifikan. - Preventive Maintenance Tooling
Cetakan adalah investasi terbesar dalam compression molding. Program perawatan rutin yang mencakup pembersihan rongga cetakan, pengecekan kondisi ejector pin, dan re-polishing permukaan secara berkala akan secara signifikan memperpanjang umur pakai cetakan dan menjaga konsistensi surface finish produk dalam jangka panjang. - Simulasi Proses Digital
Tren yang semakin diadopsi adalah penggunaan software simulasi seperti Moldex3D atau PAM-COMPOSITES sebelum cetakan dibuat secara fisik. Simulasi memungkinkan tim engineering memprediksi pola aliran material, titik weld line, distribusi suhu, dan potensi defect produk, sehingga desain cetakan dapat dioptimalkan di dunia digital sebelum biaya tooling dikeluarkan. - Integrasi Sensor dan IoT
Lini compression molding modern mulai dilengkapi sensor suhu, tekanan, dan displacement yang tertanam langsung di dalam cetakan dan mesin. Data yang dikumpulkan secara real-time ini digunakan untuk monitoring proses, deteksi anomali dini, dan secara bertahap menuju closed-loop process control di mana sistem secara otomatis menyesuaikan parameter jika terdeteksi deviasi dari set point. - Material Komposit Generasi Baru
Di sisi material, riset dan adopsi industrial terus bergerak ke arah thermoplastic composites yang dapat diproses dengan cycle time jauh lebih pendek dibanding termoset konvensional, serta bio-based composite yang menggunakan serat alami seperti flax dan hemp sebagai alternatif serat kaca yang lebih ramah lingkungan. - Otomasi dan Robotika
Penggunaan robot untuk loading material ke cetakan, unloading produk, dan proses trimming flash semakin terjangkau dan mudah diimplementasikan. Selain meningkatkan konsistensi dan mengurangi ketergantungan pada operator terampil, otomasi juga membuka kemungkinan operasi lights-out pada shift malam yang secara dramatis meningkatkan utilisasi mesin.

Optimalkan Proses Compression Molding Anda dengan Software ERP yang Tepat
Merancang dan menjalankan proses compression molding yang efisien adalah fondasi yang penting, namun tantangan sesungguhnya terletak pada bagaimana memastikan setiap aspek operasionalnya, dari pengelolaan material dengan shelf life terbatas, kontrol parameter proses di lantai produksi, hingga traceability produk secara real-time, berjalan secara akurat, terkoordinasi di setiap lini, dan terdokumentasi secara konsisten sebagai bagian dari operasional bisnis sehari-hari.
Dengan dukungan software ERP yang dirancang untuk menjawab kompleksitas manufaktur modern, perusahaan dapat mendeteksi potensi gangguan produksi lebih awal sebelum berkembang menjadi masalah kualitas yang lebih besar, meningkatkan akurasi data produksi dan pengadaan material secara real-time, serta memastikan setiap aktivitas dalam lini produksi dapat dilacak secara transparan kapan pun dibutuhkan, baik untuk keperluan audit internal maupun pengambilan keputusan strategis oleh pemangku kepentingan.
Tanpa sistem yang terintegrasi, berbagai kendala seperti pencatatan manual yang rentan kesalahan, ketidaksesuaian data antar divisi, hingga lambatnya respons terhadap gangguan mesin dan fluktuasi kualitas produk akan terus menghambat kemampuan bisnis dalam menjalankan operasional compression molding secara efektif. Itulah mengapa semakin banyak perusahaan manufaktur yang mulai mengadopsi solusi digital seperti SAP Business One, SAP S/4HANA, dan Acumatica untuk mengelola proses produksi secara lebih terpusat, berbasis data real-time, serta adaptif terhadap dinamika operasional yang terus berkembang.
Hubungi kami sekarang dan temukan bagaimana solusi ERP kami dapat membantu perusahaan Anda mengoptimalkan proses compression molding secara lebih efisien, terukur, dan siap menghadapi tantangan operasional jangka panjang.


